
 商标分类
商标分类  商标转让
商标转让 
一种消音锯片及其制备方法与流程
 2021-01-29 15:01:13|
2021-01-29 15:01:13| 236|
236| 起点商标网
起点商标网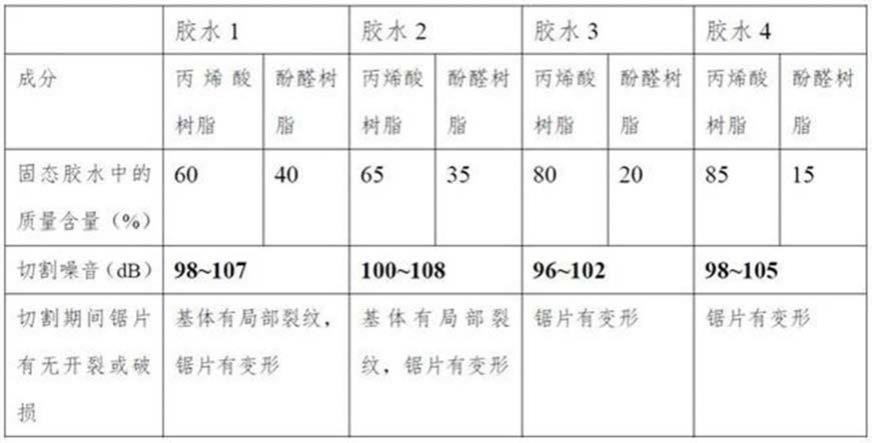
[0001]
本发明涉及切割加工领域,具体涉及一种消音锯片及其制备方法。
背景技术:
[0002]
锯片是石材、混凝土、金属材料、实木、塑料等材料的切割领域所必须用到的工具,凡是使用锯片的地方,都会产生很大的噪音,其强度有时可达110db;尤其是高音频部分,尖锐刺耳,令人难以忍受;传统消音锯片的基体通常采用铜夹层的三明治设计,即外面两片钢片,中间一片铜材薄片,然后进行点焊联结;大面积铜点焊,在工艺上较为复杂且成本偏高,容易造成基体变形,且消音效果不佳;采用胶水夹层代替铜材夹层可以减轻生产成本,但会带来噪音吸收效果差、粘合性差,夹层基体容易脱落等问题。
技术实现要素:
[0003]
本发明的目的在于提供一种消音锯片,包括两片钢片和中间的固态胶水夹层;通过两片钢片中间的固态胶水夹层(含有质量比为70~75:22~25的丙烯酸树脂和酚醛树脂),对锯片的切割噪音起到吸收或缓解的作用,使得锯片的切割噪音降低到100db以下;通过控制胶水夹层厚度在0.2mm以下,以提高胶水夹层的粘结强度,使得胶水夹层在使用过程中不易脱落,防止锯片在切割时产生开裂或破损;通过基体正反两面相互错位的消音孔起到辅助消音的作用。
[0004]
为了实现上述目的,本申请采用如下方案:一种消音锯片,其特征在于,包括一基体,所述基体由两片钢片和中间的固态胶水夹层组成,所述固态胶水夹层厚度在0.2mm以下,所述固态胶水夹层中含有丙烯酸树脂和酚醛树脂,丙烯酸树脂和酚醛树脂的质量比为70~75:22~25;所述钢片上设有中心孔和消音孔,所述两片钢片上的消音孔在基体正反两面相互错位。
[0005]
进一步地,所述消音孔沿钢片的圆周方向均匀分布。
[0006]
进一步地,所述消音孔呈箭头形状。
[0007]
在某些优选的实施例中,所述箭头形状消音孔在同一钢片上的指向相同。
[0008]
作为优选的方案,所述箭头形状消音孔的指向与锯片切割时的旋转方向一致。
[0009]
进一步地,所述钢片的中心孔和消音孔周侧设有将两片钢片连接的焊接点。
[0010]
作为优选的方案,所述中心孔周侧每隔90
°
设有一个焊接点,在所述每个消音孔箭头头部凹面位置处设有一个焊接点,以增加锯片的牢固性。
[0011]
进一步地,还包括沿所述钢片周侧均匀分布的水口。
[0012]
进一步地,还包括金刚石刀头,所述金刚石刀头通过激光焊接与基体连接。
[0013]
本发明的另一目的在于提供一种消音锯片的制备方法,通过在两片钢片中间涂覆厚度在0.2mm以下的胶水(由质量比为70~75:22~25:0.35~1:0.65~1.5的丙烯酸树脂、酚醛树脂、水、异丙醇配成),在两片钢片中错位设置消音孔,经过冷压、热压、局部点焊、将基体与刀头激光焊接,得到切割噪音在100db以下,夹层不易脱落的消音锯片;相比传统大
面积铜点焊,显著降低了制造成本;通过使用固态胶水夹层,使钢片的连接温度降低到100℃以下,基体在生产过程中基本无变形,在使用时不易开裂或破损;同时,通过在基体正反两片钢片上设置相互错位的消音孔,起到辅助消音的作用。
[0014]
具体的,该方法包括如下步骤:(1)分别在两片钢片中心切割中心孔,沿钢片的圆周方向切割均匀分布的消音孔;(2)用清洗剂清洗钢片,以清除钢片表面附着的油污及其他杂物,然后将钢片悬挂晾干;(3)配胶,述胶水中含有质量比为:70~75:22~25:0.35~1:0.65~1.5的丙烯酸树脂、酚醛树脂、水、异丙醇;(4)选择一片钢片,在钢片表面均匀刷胶,控制胶水厚度在0.2mm以下,控制涂覆区域,防止两片钢片粘合时胶水溢出;将另一钢片置于刷完胶水的钢片上,确保两片钢片中心孔上下对齐,消音孔相互错位;经过按压使两片钢片牢固粘合;(5)将粘制好的基体放置在热压机上,在温度70-80℃、压力1600-2000kn的工艺参数下保压40-50min进行热压;(6)完成热压后,将基体放置到冷压机上保压12h以上;(7)将基体竖挂保存7天以上,进行时效品质确认测试;(8)对基体中心孔和消音孔周侧进行点焊;(9)对基体进行铰孔处理;(10)将完成铰孔的基体进行外圆修磨处理;(11)将制作好的基体和刀头进行激光焊接。
[0015]
在某些优选的实施例中,步骤1还包括沿钢片周侧切割均匀分布的水口。
[0016]
进一步地,在粘合所述两片钢片时,要确保两片钢片中心孔、水口上下对齐,消音孔相互错位。
[0017]
进一步地,所述消音孔呈箭头形状。
[0018]
进一步地,所述箭头形状消音孔在每片钢片上的指向相同。
[0019]
作为优选的方案,在所述中心孔周边每隔90
°
点焊一次,在所述每个消音孔箭头头部凹面位置处点焊一次,以确保锯片的牢固性。
[0020]
作为优选的方案,所述清洗剂包括香蕉水、工业酒精、异丙醇。
[0021]
作为优选的方案,所述刀头为金刚石刀头。
[0022]
本发明的有益效果在于:1.采用胶水代替传统的大面积铜点焊,有效解决了现有技术的工艺过程复杂,成本偏高的缺点;2.胶水的合适配方,使基体钢片的连接温度降低到100℃以下,使基体在生产过程中基本无变形;3.利用固态胶水夹层的粘结性解决传统胶水在使用过程中造成的基体夹层易脱落的问题;4.通过固态胶水夹层和正反两面相互错位的消音孔,显著提高消音效果;5.将消音孔设置成箭头形状,通过箭头指向指示锯片切割方向,在减小制作成本的同时提高了锯片使用的方便性。
附图说明
[0023]
图1为本发明消音锯片的基体剖面示意图;图2为本发明消音锯片的基体正面示意图;图3为本发明消音锯片的基体背面示意图;图4为本发明消音锯片的焊接点示意图;图5为本发明消音锯片的涂胶区域示意图;图6为本发明消音锯片的实物图。
具体实施方式
[0024]
如图1所示,一种消音锯片,包括一基体,所述基体由两片钢片1和中间的固态胶水夹层2组成,所述固态胶水夹层2厚度在0.2mm以下,所述固态胶水夹层2中含有丙烯酸树脂和酚醛树脂,丙烯酸树脂和酚醛树脂的质量比为70~75:22~25;如图2-3所示,所述钢片上设有中心孔3和消音孔4,所述两片钢片上的消音孔4在基体正反两面相互错位,所述钢片周侧设有均匀分布的水口5;如图4所示,所述钢片的中心孔和消音孔周侧设有将两片钢片连接的焊接点6。
[0025]
下面结合实施例,对本发明进行具体描述。
[0026]
实施例1一种消音锯片的制作方法,包括以下步骤:(1)分别在两片钢片中心切割中心孔,沿钢片的圆周方向切割均匀分布的v形箭头消音孔,所述箭头孔在同一钢片上的指向相同;沿钢片周侧切割均匀分布的u形水口,使得当两片钢片重合,中心孔、水口相互对齐时,两片钢片上的消音孔相互错位。
[0027]
(2)用香蕉水清洗钢片,以清除钢片表面附着的油污及其他杂物,然后将钢片悬挂晾干。
[0028]
(3)配胶,所述胶水中含有比例为75:24:0.35:0.65的丙烯酸树脂、酚醛树脂、水、异丙醇。
[0029]
(4)将印网网板固定在工作台的合适位置,取适量步骤3所制得的胶水到网板上,适当搅拌;取一片钢片,用定位销定位;放下网板,如图5所示,按胶水涂覆区7对钢片表面进行均匀刷胶,其中刷胶厚度为0.2mm,刷胶区域距离钢片u形水口底部12mm,在两个消音孔中间位置留有不刷胶水区域;最后将另一钢片置于其上,使得两片钢片中心孔、水口相互对齐,消音孔相互错位;予以均匀、用力按压,以确保两片薄片基体的牢固粘合。
[0030]
(5)将粘制好的基体放置在树脂热压机上,在温度70℃、压力1600kn的工艺参数下保压50min进行热压。
[0031]
(6)完成热压后,将基体放置到冷压机上保压12h以上。
[0032]
(7)将基体放置到专用小车上予以竖挂保存7天。
[0033]
(8)打开点焊机和循环水,将输入电流调整为5ka;将焊接夹具调整到合适的位置并固定,然后把步骤7所得的基体放置到夹具上,注意待点焊基体上表面的消音孔箭头应为顺时针方向;如图4,在中心孔周侧每隔90
°
点焊一次,对上表面的每个v形箭头孔头部凹面位置点焊一次;注意箭头孔头部点焊面与中心孔周边点焊面为同一面。
[0034]
(9)将完成点焊的基体进行铰孔处理,并用标准通止规进行自检,确保铰孔品质合
格。
[0035]
(10)将完成铰孔的合格基体进行外圆修磨处理,注意修磨时进刀缓慢、均匀,确保基体外圆修磨平整,无外力损失,确保基体同心度。
[0036]
(11)如图6所示,采用激光焊接工艺,将制作好的基体和金刚石刀头8在激光高温下瞬间融化连接,得到锯片成品。
[0037]
将锯片于2米高处垂直呈自由落体摔落,经检查,锯片无开裂或破损;将锯片装在fs170路面切割机上进行路面切割测试,直至锯片磨耗完全,期间检查锯片无开裂或破损;在路面切割期间,采用tes-1350a噪声测试仪测试,切割时的噪音在93~98db,消音效果较好。
[0038]
对比例1除胶水成分不同外,步骤同实施例1,结果如表1所示:表1:固态胶水夹层中含有不同质量比的丙烯酸树脂和酚醛树脂的切割效果由对比例1可以看出,当丙烯酸树脂和酚醛树脂的质量比在70~75:22~25以外时,锯片的消音效果和牢固性不佳。
[0039]
实施例2一种消音锯片的制作方法,包括以下步骤:(1)分别在两片钢片中心切割中心孔,沿钢片的圆周方向切割均匀分布的圆形消音孔、沿钢片周侧切割均匀分布的r形水口,使得当两片钢片重合,中心孔、水口相互对齐时,两片钢片上的消音孔相互错位。
[0040]
(2)用工业酒精清洗钢片,以清除钢片表面附着的油污及其他杂物,然后将钢片悬挂晾干。
[0041]
(3)配胶,所述胶水中含有比例为74:24.8:0.5:0.7的丙烯酸树脂、酚醛树脂、水、异丙醇。
[0042]
(4)将一片钢片放置在专用夹具上,并用定位销予以定位,随后旋转底座,将胶水呈同心圆状适量加置在基体表面上,注意胶水最外围涂覆区距离r形水口底部位置11mm,在两个消音孔中间位置留有不刷胶水区域。然后取平整刮片将胶水均匀涂抹在钢片上,注意胶水厚度为0.18mm,最后将另一薄片基体置于其上,确保两片钢片中心孔、水口上下对齐,
消音孔相互错位,予以均匀、用力按压,以确保两片薄片基体的牢固粘合。
[0043]
(5)将粘制好的基体放置在树脂热压机上,在温度72℃、压力1700kn的工艺参数下保压42min进行热压。
[0044]
(6)完成热压后,将基体放置到冷压机上保压12h以上。
[0045]
(7)将基体放置到专用小车上予以竖挂保存7天。
[0046]
(8)打开点焊机和循环水,将输入电流调整为5.3ka;将焊接夹具调整到合适的位置并固定,然后把步骤7所得的基体放置到夹具上,在中心孔和各消音孔周侧每隔90
°
点焊一次;注意消音孔点焊面与中心孔周边点焊面为同一面。
[0047]
(9)将完成点焊的基体进行铰孔处理,并用标准通止规进行自检,确保铰孔品质合格。
[0048]
(10)将完成铰孔的合格基体进行外圆修磨处理,注意修磨时进刀缓慢、均匀,确保基体外圆修磨平整,无外力损失,确保基体同心度。
[0049]
(11)采用激光焊接工艺,将制作好的基体和金刚石刀头在激光高温下瞬间融化连接,得到锯片成品。
[0050]
将锯片于2米高处垂直呈自由落体摔落,经检查,锯片无开裂或破损;将锯片装在fs170路面切割机上进行路面切割测试,直至锯片磨耗完全,期间检查锯片无开裂或破损;在路面切割期间,采用tes-1350a噪声测试仪测试,切割时的噪音在92~97db,消音效果较好。
[0051]
实施例3一种消音锯片的制作方法,包括以下步骤:(1)分别在两片钢片中心切割中心孔,沿钢片的圆周方向切割均匀分布的v形箭头消音孔,所述箭头孔在同一钢片上的指向相同;沿钢片周侧切割均匀分布的u形水口,使得当两片钢片重合,中心孔、水口相互对齐时,两片钢片上的消音孔相互错位。
[0052]
(2)用异丙醇清洗钢片,以清除钢片表面附着的油污及其他杂物,然后将钢片悬挂晾干。
[0053]
(3)配胶,所述胶水中含有比例为73.5:24.5:0.8:1.2的丙烯酸树脂、酚醛树脂、水、异丙醇。
[0054]
(4)将印网网板固定在工作台的合适位置,取适量步骤3所制得的胶水到网板上,适当搅拌;取一片钢片,用定位销定位;放下网板,如图6所示,按胶水涂覆区7对钢片表面进行均匀刷胶,其中刷胶厚度为0.16mm,刷胶区域距离钢片u型水口底部10mm,在两个消音孔中间位置留有不刷胶水区域;最后将另一钢片置于其上,使得两片钢片中心孔、水口相互对齐,消音孔相互错位;予以均匀、用力按压,以确保两片薄片基体的牢固粘合。
[0055]
(5)将粘制好的基体放置在树脂热压机上,在温度74℃、压力1800kn的工艺参数下保压45min进行热压。
[0056]
(6)完成热压后,将基体放置到冷压机上保压12h以上。
[0057]
(7)将检验合格的基体放置到专用小车上予以竖挂保存7天。
[0058]
(8)打开点焊机和循环水,将输入电流调整为5.6ka;将焊接夹具调整到合适的位置并固定,然后把步骤7所得的基体放置到夹具上,注意待点焊基体上表面的消音孔箭头应为顺时针方向;在中心孔周侧每隔60
°
点焊一次,对上表面的每个v形箭头孔头部凹面位置
点焊一次;注意箭头孔头部点焊面与中心孔周边点焊面为同一面。
[0059]
(9)将完成点焊的基体进行铰孔处理,并用标准通止规进行自检,确保铰孔品质合格。
[0060]
(10)将完成铰孔的合格基体进行外圆修磨处理,注意修磨时进刀缓慢、均匀,确保基体外圆修磨平整,无外力损失,确保基体同心度。
[0061]
(11)采用激光焊接工艺,将制作好的基体和金刚石刀头在激光高温下瞬间融化连接,得到锯片成品。
[0062]
将锯片于2米高处垂直呈自由落体摔落,经检查,锯片无开裂或破损;将锯片装在fs170路面切割机上进行路面切割测试,直至锯片磨耗完全,期间检查锯片无开裂或破损;在路面切割期间,采用tes-1350a噪声测试仪测试,切割时的噪音在90~96db,消音效果较好。
[0063]
实施例4一种消音锯片的制作方法,包括以下步骤:(1)分别在两片钢片中心切割中心孔,沿钢片的圆周方向切割均匀分布的椭圆形消音孔,沿钢片周侧切割均匀分布的r形水口,使得当两片钢片重合,中心孔、水口相互对齐时,两片钢片上的消音孔相互错位。
[0064]
(2)用香蕉水清洗钢片,以清除钢片表面附着的油污及其他杂物,然后将钢片悬挂晾干。
[0065]
(3)配胶,所述胶水中含有比例为72.5:25:1:1.5的丙烯酸树脂、酚醛树脂、水、异丙醇。
[0066]
(4)将一片钢片放置在专用夹具上,并用定位销予以定位,随后旋转底座,将胶水呈同心圆状适量加置在基体表面上,注意胶水最外围涂覆区距离r形水口底部位置9mm,在两个消音孔中间位置留有不刷胶水区域。然后取平整刮片将胶水均匀涂抹在钢片上,注意胶水厚度为0.14mm,最后将另一薄片基体置于其上,确保两片钢片中心孔、水口上下对齐,消音孔相互错位,予以均匀、用力按压,以确保两片薄片基体的牢固粘合。
[0067]
(5)将粘制好的基体放置在树脂热压机上,在温度80℃、压力2000kn的工艺参数下保压40min进行热压。
[0068]
(6)完成热压后,将基体放置到冷压机上保压12h以上。
[0069]
(7)将检验合格的基体放置到专用小车上予以竖挂保存7天。
[0070]
(8)打开点焊机和循环水,将输入电流调整为6ka;将焊接夹具调整到合适的位置并固定,然后把步骤7所得的基体放置到夹具上,在中心孔和各消音孔周侧每隔90
°
点焊一次,注意消音孔点焊面与中心孔周边点焊面为同一面。
[0071]
(9)将完成点焊的基体进行铰孔处理,并用标准通止规进行自检,确保铰孔品质合格。
[0072]
(10)将完成铰孔的合格基体进行外圆修磨处理,注意修磨时进刀缓慢、均匀,确保基体外圆修磨平整,无外力损失,确保基体同心度。
[0073]
(11)采用激光焊接工艺,将制作好的基体和金刚石刀头在激光高温下瞬间融化连接,得到锯片成品。
[0074]
将锯片于2米高处垂直呈自由落体摔落,经检查,锯片无开裂或破损;将锯片装在
fs170路面切割机上进行路面切割测试,直至锯片磨耗完全,期间检查锯片无开裂或破损;在路面切割期间,采用tes-1350a噪声测试仪测试,切割时的噪音在92~98db,消音效果较好。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 点焊

 热门咨询
热门咨询




tips