
 商标分类
商标分类  商标转让
商标转让 
一种波导电子束焊接工装的制作方法
 2021-01-29 15:01:05|
2021-01-29 15:01:05| 383|
383| 起点商标网
起点商标网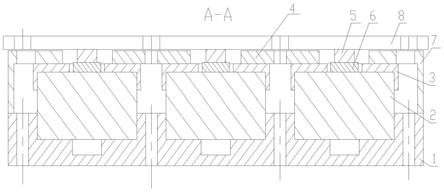
[0001]
本发明涉及一种电子束焊接工装,特别是涉及一种波导电子束焊接工装。
背景技术:
[0002]
现有技术中,波导管长990mm,其上表面与30个固定块一通过真空钎焊焊接而成,下表面与2个固定块二通过真空钎焊焊接而成,焊后直线度要求0.1mm。并且需两次进炉焊接,焊接强度较差,焊接变形大,波导的形位公差要求难以保证,报废率高达50%。焊接钎料需要严格控制,过多会造成钎料流动污染表面,过少会造成焊接不实,造成后续表面处理电镀液渗入的可能。为了保证产品合格率,须多投产一倍的焊接备件,而波导管本身成本就较高,因此采用现有焊接技术的产品合格率低,废品多,成本增加,效率低下。
技术实现要素:
[0003]
为了克服以上难题,本发明提供了一种波导电子束焊接工装,可有效解决波导管焊接的质量和效率问题。采用电子束焊接不仅焊接强度好,几乎无变形,且没有钎料流入波导管内部。
[0004]
一种波导电子束焊接工装包括定位板、引弧板、压条一、压条二、压板一、压板二;其中,定位板放置于工作平台上,所述定位板上设置有放置波导管的凹槽;波导管的凹槽底部还设置有小凹槽,所述小凹槽实现波导管的下表面与固定块二的焊接;还包括固定块,所述固定块安装于波导管上的凹槽处,所述引弧板放置于所述固定块上,装配后固定块上表面的高度高于引弧板的上表面;所述压条一设置于固定块的上表面;所述压板一、所述压板二放置在所述引弧板上;压条一的上表面高于压板一和压板二,压条二放置于压条一的上表面。
[0005]
进一步地,所述定位板上设置有3个放置波导管的凹槽,因而可同时焊接3件波导。
[0006]
进一步地,所述波导管与所述固定块均为殷钢4j36材料,定位板1为铝板2a12材料。
[0007]
进一步地,所述定位板上设置有40-m6深10的螺纹孔。
[0008]
进一步地,所述波导管上的凹槽与所述固定块的装配间隙
±
0.05mm。
[0009]
进一步地,所述压条一设置有5-m4的螺纹孔,可同时压紧5个所述固定块。
[0010]
进一步地,所述压板一和所述压板二通过螺钉与所述定位板连接,从而压紧所述引弧板。
[0011]
进一步地,所述压板一和所述压板二上表面平齐且设置有过孔φ6.5。
[0012]
进一步地,所述压条二与所述定位板通过m6螺钉连接,从而压紧所述压条一。
[0013]
本发明所具有的有益效果:
[0014]
1)电子束焊接利用瞬间高温使固定块与波导管的焊接处融化,且不需要焊接钎料,焊接速度快,热影响区小,焊接变形小,通过波导电子束焊接工装的应用,有效的解决了波导管与固定块的真空焊接过程中的焊接变形、钎料漫流的质量问题。实践证明,采用电子
束焊接的方式,波导管几乎无变形,明显提高了波导的加工质量。
[0015]
2)一次装夹,可实现三根波导的焊接,提高了加工效率。
[0016]
3)定位板的材料选择密度较小的铝合金材料,可避免磕碰波导管而产生废品。
[0017]
4)本发明的工装设备,安装调试效率高,同时紧固性能好,压条一上设置有卡槽,可以实现压紧与定位双重作用,在加工过程中能够很好地保证波导与工装之间相对固定,提升加工质量。
附图说明
[0018]
图1为本发明波导电子束焊接工装的截面示意图。
[0019]
图2为波导的结构示意图。
[0020]
图3为本发明焊接工装定位板结构俯视图。
[0021]
图4为本发明焊接工装引弧板结构俯视图。
[0022]
图5为本发明焊接工装压板一结构俯视图。
[0023]
图6为本发明焊接工装压条一结构俯视图。
[0024]
图7为本发明焊接工装压板二结构俯视图。
[0025]
图8为本发明焊接工装压条二结构俯视图。
[0026]
结合附图,本发明实施例中附图标记如下:
[0027]
1、定位板;2波导管;3、引弧板;4、压板一;5、压条一;6、固定块;7、压板二;8、压条二。
具体实施方式
[0028]
为了便于理解本发明,下面将参照相关附图对本发明进行更全面的描述。附图中给出了本发明的较佳实施方式。但是,本发明可以以许多不同的形式来实现,并不限于本文所描述的实施方式。相反地,提供这些实施方式的目的是使对本发明的公开内容理解的更加透彻全面。
[0029]
一种波导电子束焊接工装包括定位板1、引弧板3、压条一5、压条二8、压板一4、压板二7;其中,定位板1放置于工作平台上,所述定位板1上设置有3个放置波导管2的凹槽,因而可同时焊接3件波导;波导管2的凹槽底部还设置有小凹槽,所述小凹槽实现波导管2的下表面与固定块二的焊接;所述波导管2与所述固定块6均为殷钢4j36材料,定位板1为铝板2a12材料;所述固定块6安装于波导管上的凹槽处,所述引弧板3放置于所述固定块6上,装配后固定块6上表面的高度高于引弧板的上表面;所述压条一5设置于固定块6的上表面;所述压板一4、所述压板二7放置在所述引弧板3上;压条一5的上表面高于压板一4和压板二7,压条二8放置于压条一5的上表面。
[0030]
所述定位板1上设置有40-m6深10的螺纹孔。
[0031]
所述波导管上的凹槽与所述固定块6的装配间隙
±
0.05mm。
[0032]
所述压条一5设置有5-m4的螺纹孔,可同时压紧5个所述固定块6。
[0033]
所述压板一和所述压板二通过螺钉与所述定位板1连接,从而压紧所述引弧板3。
[0034]
所述引弧板3为紫铜材料。
[0035]
所述压板一4和所述压板二7上表面平齐且设置有过孔φ6.5,压板一、压板二均为
不锈钢2cr13材料。
[0036]
所述压条二8与所述定位板1通过m6螺钉连接,从而压紧所述压条一5。
[0037]
具体工作原理:定位板1用于工件及焊接工装的定位,固定块6与波导管通过紧配合连接,引弧板3可实现电子束的引弧,压板一4通过螺钉将引弧板3与定位板1相连接,压板二7通过螺钉与定位板1连接,通过压板一、压板二共同作用实现引弧板与定位板的连接,压条一将固定块固定在波导管上,压条二实现将压条一与定位板的连接。
[0038]
本发明提供了一种波导电子束焊接工装,可有效解决波导管焊接的质量和效率问题。采用电子束焊接不仅焊接强度好,几乎无变形,且没有钎料流入波导管内部。一次装夹,可实现三根波导的焊接,提高了加工效率。定位板的材料选择密度较小的铝合金材料,可避免磕碰波导管而产生废品。本发明的工装设备,安装调试效率高,同时紧固性能好,压条一上设置有卡槽,可以实现压紧与定位双重作用,在加工过程中能够很好地保证波导与工装之间相对固定,提升加工质量。
[0039]
以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
[0040]
以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips