
 商标分类
商标分类  商标转让
商标转让 
滚刷装配线的制作方法
 2021-01-29 15:01:22|
2021-01-29 15:01:22| 248|
248| 起点商标网
起点商标网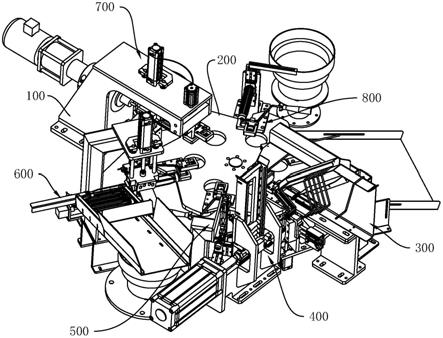
[0001]
本实用新型涉及装配技术领域,特别涉及滚刷装配线。
背景技术:
[0002]
滚刷是刷墙刷漆工序中常用的工具,其主要包括手柄、手柄轴、第一挡片、刷辊、第二挡片,手柄轴通过一体折弯形成有手柄部和转轴部,装配时,第一挡片、刷辊、第二挡片依次套入手柄转轴部,使刷辊套设在转轴部上并绕转轴部转动。滚筒在制造时通常需要借助人工对部件进行定位或装配,其效率较为低下,劳动强度较高。
技术实现要素:
[0003]
本实用新型旨在至少解决现有技术中存在的技术问题之一。
[0004]
本实用新型提供滚刷装配线,包括机架,所述机架上设有输送线、手柄轴上料机构、手柄装配机构、第一挡片装配机构、刷辊装配机构和第二挡片装配机构,所述手柄轴上料机构、手柄装配机构、第一挡片装配机构、刷辊装配机构、第二挡片装配机构沿所述输送线依次设置,所述输送线上设有手柄轴夹持机构。
[0005]
作为上述技术方案的一些子方案,所述手柄轴夹持机构包括:手柄轴定位块、手柄轴锁块和第一直线驱动装置,所述手柄轴定位块安装在所述输送线上,所述手柄轴定位块上设置有手柄轴定位槽,所述第一直线驱动装置驱动所述手柄轴锁块在所述手柄轴定位槽处横移,至少部分地封闭或敞开所述手柄轴定位槽的槽口。
[0006]
作为上述技术方案的一些子方案,所述手柄轴定位槽的槽口开口向上,所述手柄轴夹持机构还包括:压紧弹簧和第一导向块,所述第一导向块与所述手柄轴定位块连接,所述第一导向块上设有第一导向孔和第一安装槽,所述第一导向孔与所述第一安装槽连通,所述手柄轴锁块包括连接在一起的锁板和钩板,所述锁板与所述第一导向孔滑动连接,所述锁板的一端伸向所述手柄轴定位槽的上侧,所述锁板的另一端位于所述第一安装槽内,所述钩板连接在所述锁板位于所述第一安装槽的一侧,所述钩板向上伸出所述第一安装槽,所述压紧弹簧靠近所述手柄轴定位槽的一端与所述钩板抵接、另一端与所述第一安装槽的内壁抵接,使得所述钩板与所述第一安装槽的内壁保持抵接,并使锁板保持在所述手柄轴定位槽的上方;所述第一直线驱动装置驱动所述钩板远离所述手柄轴定位槽。
[0007]
作为上述技术方案的一些子方案,所述第一直线驱动装置安装在所述机架上。
[0008]
作为上述技术方案的一些子方案,所述手柄轴上料机构包括:手柄轴储料架和手柄轴上料组件;
[0009]
所述手柄轴储料架与所述机架固接,所述手柄轴储料架上形成有向下倾斜的手柄轴滑槽,所述手柄轴滑槽的下侧设有横向贯通的手柄轴顶出孔;
[0010]
手柄轴上料组件,所述手柄轴上料组件包括手柄轴顶料板和第二直线驱动装置,所述第二直线驱动装置与所述机架固接,所述第二直线驱动装置驱动所述手柄轴顶料板沿手柄轴顶出孔来回滑动。
[0011]
作为上述技术方案的一些子方案,所述手柄装配机构包括:手柄储料架和手柄上料组件;
[0012]
所述手柄储料架上设有竖向设置的手柄储料槽,所述手柄储料槽的下侧设有手柄顶出孔;
[0013]
所述手柄上料组件包括手柄顶料板和第第三直线驱动装置,所述第三直线驱动装置与所述机架固接,所述第三直线驱动装置驱动所述手柄顶料板沿手柄顶出孔来回滑动。
[0014]
作为上述技术方案的一些子方案,所述第一挡片装配机构包括:第一挡片顶升组件更为第一挡片推送组件;
[0015]
所述第一挡片顶升组件包括第一升降装置和第一挡片顶块,所述第一升降装置安装在所述机架上,所述第一升降装置与所述第一挡片顶块驱动连接,所述第一挡片顶块上设有第一挡片托槽;
[0016]
所述第一挡片推送组件包括:第一吹气头、第一挡片插柱和第四直线驱动装置;
[0017]
所述第一吹气头设置在所述第一挡片托槽背离所述输送线的一侧,所述第一吹气头上设有朝向所述第一挡片托槽设置的第一吹气口;
[0018]
所述第一挡片与所述第一吹气头固接,所述第一挡片插柱朝向所述第一挡片托槽设置;
[0019]
所述第四直线驱动装置与所述第一吹气头驱动连接,带动所述第一吹气头和所述第一挡片插柱朝着所述第一挡片托槽来回移动。
[0020]
作为上述技术方案的一些子方案,所述刷辊装配机构包括刷辊定位块和第五直线驱动装置,所述第五直线驱动装置安装在所述输送线上,所述第五直线驱动装置与所述刷辊定位块驱动连接,所述刷辊定位块上设置有刷辊定位槽,所述刷辊定位槽沿其长度方向贯通所述刷辊定位块,所述第五直线驱动装置驱动所述刷辊定位块沿所述刷辊定位槽来回移动靠近或远离所述手柄轴夹持机构。
[0021]
作为上述技术方案的一些子方案,所述刷辊装配机构还包括手柄轴支撑组件,所述手柄轴支撑组件包括:第二升降装置、第一升降座、第一支撑组件和第二支撑组件;
[0022]
所述第二升降装置安装在所述输送线上;
[0023]
所述第二升降装置与所述第一升降座驱动连接;
[0024]
所述第一支撑组件包括第六直线驱动装置和第一支撑块,所述第六直线驱动装置安装在所述第一升降座上,所述第六直线驱动装置与所述第一支撑块驱动连接;
[0025]
所述第二支撑组件包括第七直线驱动装置和第二支撑块,所述第七直线驱动装置安装在所述第一升降座上,所述第七直线驱动装置与所述第二支撑块驱动连接,所述第二支撑块与所述第一支撑块相向设置,所述第一支撑块和第二支撑块分别受第六直线驱动装置和第七直线驱动装置驱动相向移动。
[0026]
作为上述技术方案的一些子方案,所述第二挡片装配机构包括:第二挡片顶升组件、第二挡片推送组件、第九直线驱动装置和旋铆机;
[0027]
所述第二挡片顶升组件包括第三升降装置和第二挡片顶块,所述第三升降装置安装在所述机架上,所述第三升降装置与所述第二挡片顶块驱动连接,所述第二挡片顶块上设有第二挡片托槽;
[0028]
所述第二挡片推送组件包括:第一挡片推块、第二挡片插柱和第八直线驱动装置,
所述第一挡片推块设置在所述第二挡片托槽背离所述输送线的一侧;
[0029]
所述第二挡片插柱与所述第一挡片推块固接,所述第二挡片插柱伸向所述输送线;
[0030]
所述第八直线驱动装置与所述第一挡片推块驱动连接,带动所述第一挡片推块和所述第二挡片插柱朝着所述第二挡片托槽来回移动;
[0031]
所述第九直线驱动装置安装在所述机架上,所述第九直线驱动装置沿横向设置;
[0032]
所述第九直线驱动装置与所述旋铆机驱动连接,所述旋铆机包括旋转的旋铆头,所述旋铆头朝向所述输送线设置。
[0033]
本实用新型提供的滚刷装配线,至少具有如下有益效果:外设的手柄轴经手柄轴上料机构放入手柄轴夹持机构上,手柄轴夹持机构设置在输送线随输送线流动,依次经过手柄装配机构、第一挡片装配机构、刷辊装配机构、第二挡片装配机构和封盖装配机构以实现将手柄压入手柄轴、装入第一挡片、装入刷辊、装入第二挡片的工序,实现了自动化装配刷辊,提高了生产效率。
[0034]
本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
附图说明
[0035]
本实用新型的上述和/或附加的方面和优点从结合下面附图对实施例的描述中将变得明显和容易理解,其中:
[0036]
图1为滚刷的结构示意图;
[0037]
图2本实用新型实施例的结构示意图;
[0038]
图3为本实用新型的手柄轴上料机构和手柄装配机构的结构示意图;
[0039]
图4为本实用新型的第一挡片装配机构的结构示意图;
[0040]
图5为本实用新型的刷辊装配机构的结构示意图;
[0041]
图6为本实用新型的第二挡片装配机构的结构示意图。
[0042]
附图中:10-手柄体;20-手柄部;30-转轴部;40-第一挡片体;50-第一头;60-第二头;70-笼架;80-第二挡片体;90-封盖;
[0043]
100-机架;
[0044]
200-输送线;
[0045]
300-手柄轴上料机构;310-手柄轴储料架;320-第二直线驱动装置;330-手柄轴顶料板;
[0046]
400-手柄装配机构;410-手柄储料架;420-第三直线驱动装置;430-手柄顶料板;
[0047]
500-第一挡片装配机构;510-第一升降装置;520-第一挡片托块;530-第一吹气头;540-第一挡片插柱;550-第四直线驱动装置;
[0048]
600-刷辊装配机构;610-刷辊定位块;611-刷辊定位槽;620-第五直线驱动装置;630-第二升降装置;640-第一升降座;650-第六直线驱动装置;660-第一支撑块;670-第七直线驱动装置;680-第二支撑块;
[0049]
700-第二挡片装配机构;710-第三升降装置;720-第二挡片托块;730-第一挡片推块;740-第八直线驱动装置;750-第九直线驱动装置;760-旋铆机;761-旋铆头;
[0050]
800-手柄轴夹持机构;810-手柄轴定位块;811-手柄轴定位槽;820-手柄轴锁块;821-钩板;830-压紧弹簧;840-第一导向块。
具体实施方式
[0051]
下面详细描述本实用新型的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本实用新型,而不能理解为对本实用新型的限制。
[0052]
在本实用新型的描述中,需要理解的是,涉及到方位描述,例如上、下、前、后、左、右等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
[0053]
在本实用新型的描述中,若干的含义是不定量,多个的含义是两个以上,大于、小于、超过等理解为不包括本数,以上、以下、以内等理解为包括本数。如果有描述到第一、第二只是用于区分技术特征为目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量或者隐含指明所指示的技术特征的先后关系。另外,全文中出现的和/或,表示三个并列方案,例如,a和/或b表示a满足的方案、b满足的方案或者a和b同时满足的方案。
[0054]
本实用新型的描述中,如有含有多个并列特征的短句,其中的定语所限定的是最接近的一个特征,例如:设置在a上的b、c、与d连接的e,所表示的是b设置在a上,e与d连接,对c并不构成限定;但对于表示特征之间关系的定语,如“间隔设置”、“环形排布”等,不属于此类。定语前带有“均”字的,则表示是对该短句中所有特征的限定,如均设置在a上的b、c、d,则表示b、c和d均设置在a上。
[0055]
本实用新型的描述中,除非另有明确的限定,设置、安装、连接等词语应做广义理解,所属技术领域技术人员可以结合技术方案的具体内容合理确定上述词语在本实用新型中的具体含义。
[0056]
下面结合图1至图6对本实用新型的实施例作出说明。
[0057]
参照图1,其展示了滚刷的一个实例,滚刷包括手柄体10、手柄轴、第一挡片体40、刷辊、第二挡片体80和封盖90,该手柄轴包括一体成型的手柄部20和转轴部30,手柄体10与手柄部20压接;刷辊包括第一头50、笼架70和第二头60,第一头50和第二头60上均开设有与转轴部30配合的转动通孔,第一头50和第二头60通过笼架70连接,第一挡片、刷辊和第二挡片依次套入转轴部30,封盖90与刷辊第二头60上设置的沉孔压接。
[0058]
本实用新型提供滚刷装配线的实施例,其包括机架100,所述机架100上设有输送线200、手柄轴上料机构300、手柄装配机构400、第一挡片装配机构500、刷辊装配机构600和第二挡片装配机构700,所述手柄轴上料机构300、手柄装配机构400、第一挡片装配机构500、刷辊装配机构600、第二挡片装配机构700沿所述输送线200依次设置,所述输送线200上设有手柄轴夹持机构800。
[0059]
外设的手柄轴经手柄轴上料机构300放入手柄轴夹持机构800上,手柄轴夹持机构800设置在输送线200随输送线200流动,依次经过手柄装配机构400、第一挡片装配机构
500、刷辊装配机构600、第二挡片装配机构700和封盖90装配机构以实现将手柄压入手柄轴、装入第一挡片体40、装入刷辊、装入第二挡片体80的工序,实现了自动化装配刷辊,提高了生产效率。
[0060]
在本实施例中,输送线200为环形输送线200,该环形输送线200具体的包括安装在机架100或底面上凸轮分割器(图中未示出)以及受该凸轮分割器驱动的工作台。在其他实施例中,也可以其他形式驱动的环形输送线200或直线输送线200。
[0061]
具体的,所述手柄轴夹持机构800包括:手柄轴定位块810、手柄轴锁块820和第一直线驱动装置,所述手柄轴定位块810安装在所述输送线200上,在本实施例中即安装在工作台上,所述手柄轴定位块810上设置有手柄轴定位槽811,所述第一直线驱动装置驱动所述手柄轴锁块820在所述手柄轴定位槽811处横移,至少部分地封闭或敞开所述手柄轴定位槽811的槽口。在本实施例中,手柄轴锁块820部分地封闭手柄轴定位槽811的槽口,以定位放在手柄轴定位槽811内的手柄轴。手柄轴定位槽811具体的至少包括一处拐角,或者,包括两互不平行的槽段,以便实现对手柄轴在水平方向上的定位。通过设置手柄轴夹持机构800,实现了手柄轴能够在保持定位的状态下沿输送线200流动,便于后续工序进行处理。
[0062]
具体的,所述手柄轴定位槽811的槽口开口向上,所述手柄轴夹持机构800还包括:压紧弹簧830和第一导向块840,所述第一导向块840与所述手柄轴定位块810连接,所述第一导向块840上设有第一导向孔和第一安装槽,所述第一导向孔与所述第一安装槽连通,所述手柄轴锁块820包括连接在一起的锁板和钩板821,所述锁板与所述第一导向孔滑动连接,所述锁板的一端伸向所述手柄轴定位槽811的上侧,所述锁板的另一端位于所述第一安装槽内,所述钩板821连接在所述锁板位于所述第一安装槽的一侧,所述钩板821向上伸出所述第一安装槽,所述压紧弹簧830靠近所述手柄轴定位槽811的一端与所述钩板821抵接、另一端与所述第一安装槽的内壁抵接,使得所述钩板821与所述第一安装槽的内壁保持抵接,并使锁板保持在所述手柄轴定位槽811的上方;所述第一直线驱动装置驱动所述钩板821远离所述手柄轴定位槽811。当手柄轴放在手柄轴定位槽811内时,在没有外力施加的前提下,锁板在压紧弹簧830的作用下能够保持至少部分地覆盖在手柄轴定位槽811的上方,以手柄轴掉出。当需要取出手柄轴时,第一直线驱动装置能够通过带动钩板821克服压紧弹簧830的作用力来使得锁板移开手柄轴定位槽811,从而取出手柄轴。
[0063]
进一步的,所述第一直线驱动装置安装在所述机架100上。第一直线驱动装置安装在机架100上,配合环形输送线200实用,能够节省第一直线驱动装置的配置数量,第一直线驱动装置仅需配置在需要取放手柄轴的位置上,无需与手柄轴夹持机构800一一对应配置。具体的,在本实施例中,第一直线驱动装置的配置数量为两个,第一个第一直线驱动装置配置在手柄轴上料机构300对应的工位上,以驱动钩板821带动手柄轴锁块820敞开手柄轴定位槽811的槽口,使得手柄轴能够装入。第二个第一直线驱动装置设置在环形输送线200最下游的工位,即完成了滚刷装配线所具有的工序后斜下成品的工位,当第一直线驱动装置驱动钩板821带动手柄轴锁块820敞开手柄轴定位槽811的槽口,成品在自重的作用下即可掉出手柄轴定位槽811。
[0064]
进一步的,所述手柄轴上料机构300包括:手柄轴储料架310和手柄轴上料组件;
[0065]
所述手柄轴储料架310与所述机架100固接,所述手柄轴储料架310上形成有向下倾斜的手柄轴滑槽,所述手柄轴滑槽向下倾向于手柄轴定位槽811,所述手柄轴滑槽的下侧
设有横向贯通的手柄轴顶出孔;
[0066]
手柄轴上料组件,所述手柄轴上料组件包括手柄轴顶料板330和第二直线驱动装置320,所述第二直线驱动装置320与所述机架100固接,所述第二直线驱动装置320驱动所述手柄轴顶料板330沿手柄轴顶出孔来回滑动。
[0067]
通过设置该手柄轴上料机构300,手柄轴能够一次性较多地堆放在手柄轴滑槽内,减少人工添料的次数,节约人力成本。
[0068]
进一步的,所述手柄装配机构400包括:手柄储料架410和手柄上料组件;
[0069]
所述手柄储料架410上设有竖向设置的手柄储料槽,所述手柄储料槽的下侧设有手柄顶出孔;
[0070]
所述手柄上料组件包括手柄顶料板430和第三直线驱动装置420,所述第三直线驱动装置420与所述机架100固接,所述第三直线驱动装置420驱动所述手柄顶料板430沿手柄顶出孔来回滑动。
[0071]
通过设置该手柄上料机构,手柄体10能够一次性较多地堆放在手柄滑槽内,减少人工添料的次数,节约人力成本。
[0072]
进一步的,所述第一挡片装配机构500包括:第一挡片升降组件和第一挡片推送组件;
[0073]
所述第一挡片升降组件包括第一升降装置510和第一挡片托块520,所述第一升降装置510安装在所述机架100上,所述第一升降装置510与所述第一挡片托块520驱动连接,所述第一挡片托块520上设有第一挡片托槽;
[0074]
所述第一挡片推送组件包括:第一吹气头530、第一挡片插柱540和第四直线驱动装置550;
[0075]
所述第一吹气头530设置在所述第一挡片托槽背离所述输送线200的一侧,所述第一吹气头530上设有朝向所述第一挡片托槽设置的第一吹气口;
[0076]
所述第一挡片与所述第一吹气头530固接,所述第一挡片插柱540朝向所述第一挡片托槽设置;
[0077]
所述第四直线驱动装置550与所述第一吹气头530驱动连接,带动所述第一吹气头530和所述第一挡片插柱540朝着所述第一挡片托槽来回移动。
[0078]
第一挡片装配机构500用于使第一挡片装入手柄轴的转轴部30。具体的通过第四直线驱动装置550驱动第一挡片插柱540插入第一挡片体40后,横移至手柄轴的手柄部20并与之抵接,第一升降装置510驱动第一挡片托块520下移使得第一挡片体40能够穿入手柄部20,穿入之后,第一吹气头530从第一吹气口吹出气体,使第一挡片体40被吹向手柄部20远离第一吹气口的一侧,从而实现第一挡片体40的装配。采用吹气的方式吹入第一挡片体40,不易损伤第一挡片体40,并且当第一挡片体40插柱与转轴部30的同轴度误差较大时也能够将第一挡片体40吹入,具有运行高效稳定的优点。可以理解的,第一吹气头530与外设的吹起机构连接,以使得第一吹气口能够输出气压吹动第一挡片体40。
[0079]
在本实施例中,第一挡片装配机构500还包括振动盘和第一挡片滑槽体,第一挡片体40沿第一挡片滑槽体上设有的第一挡片滑槽向下滑落至第一挡片托槽,从而实现自动上料,减少人工添料的次数,节省人力成本。
[0080]
具体的,所述刷辊装配机构600包括刷辊定位块610和第五直线驱动装置620,所述
第五直线驱动装置620安装在所述输送线200上,所述第五直线驱动装置620与所述刷辊定位块610驱动连接,所述刷辊定位块610上设置有刷辊定位槽611,所述刷辊定位槽611沿其长度方向贯通所述刷辊定位块610,所述第五直线驱动装置620驱动所述刷辊定位块610沿所述刷辊定位槽611来回移动靠近或远离所述手柄轴夹持机构800。
[0081]
通过设置刷辊装配机构600,利用刷辊装配机构600将刷辊套在转轴部30上,以机械化的方式实现了自动装配刷辊与手柄轴,提高了装配效率。
[0082]
进一步的,所述刷辊装配机构600还包括手柄轴支撑组件,所述手柄轴支撑组件包括:第二升降装置630、第一升降座640、第一支撑组件和第二支撑组件;
[0083]
所述第二升降装置630安装在所述输送线200上;
[0084]
所述第二升降装置630与所述第一升降座640驱动连接;
[0085]
所述第一支撑组件包括第六直线驱动装置650和第一支撑块660,所述第六直线驱动装置650安装在所述第一升降座640上,所述第六直线驱动装置650与所述第一支撑块660驱动连接;
[0086]
所述第二支撑组件包括第七直线驱动装置670和第二支撑块680,所述第七直线驱动装置670安装在所述第一升降座640上,所述第七直线驱动装置670与所述第二支撑块680驱动连接,所述第二支撑块680与所述第一支撑块660相向设置,所述第一支撑块660和第二支撑块680分别受第六直线驱动装置650和第七直线驱动装置670驱动相向移动。
[0087]
手柄轴支撑组件用于在刷辊套入手柄轴时支撑转轴部30,防止转轴部30不能对准刷辊两端的轴孔导致装配失败。第二升降装置630带动第一支撑组件和第二支撑组件升降,从而能够在手柄轴夹持机构800需要移走时能够避让。使用时,第二升降装置630驱动第一支撑组件和第二支撑组件下移,使第一支撑块660和第二支撑块680下降至相应位置,然后第六直线驱动装置650和第七直线驱动装置670分别驱动第一支撑块660和第二支撑块680相向移动伸向转轴部30从而实现对转轴部30的夹紧。
[0088]
具体的,所述第二挡片装配机构700包括:第二挡片升降组件、第二挡片推送组件、第九直线驱动装置750和旋铆机760;
[0089]
所述第二挡片升降组件包括第三升降装置710和第二挡片托块720,所述第三升降装置710安装在所述机架100上,所述第三升降装置710与所述第二挡片托块720驱动连接,所述第二挡片托块720上设有第二挡片托槽;
[0090]
所述第二挡片推送组件包括:第一挡片推块730、第二挡片插柱和第八直线驱动装置740,所述第一挡片推块730设置在所述第二挡片托槽背离所述输送线200的一侧;
[0091]
所述第二挡片插柱与所述第一挡片推块730固接,所述第二挡片插柱伸向所述输送线200;
[0092]
所述第八直线驱动装置740与所述第一挡片推块730驱动连接,带动所述第一挡片推块730和所述第二挡片插柱朝着所述第二挡片托槽来回移动;
[0093]
所述第九直线驱动装置750安装在所述机架100上,所述第九直线驱动装置750沿横向设置;
[0094]
所述第九直线驱动装置750与所述旋铆机760驱动连接,所述旋铆机760包括旋转的旋铆头761,所述旋铆头761朝向所述输送线200设置。
[0095]
第二挡片装配机构700用于自动化地使第二挡片装入手柄轴的转轴部30并使第二
挡片与转轴部30铆接防止刷辊掉出。具体的通过第八直线驱动装置740驱动第二挡片插柱插入第二挡片体80后,横移至手柄轴的手柄部20并与之抵接,第二挡片体80滑至转轴部30处之后,第八直线驱动装置740复位,第九直线驱动装置750驱动旋铆机760向前伸出,并通过旋铆头761使第二挡片体80与转轴部30铆接在一起。
[0096]
在本实施例中,第二挡片装配机构700还包括振动盘和第二挡片滑槽体,第二挡片体80沿第二挡片滑槽体上设有的第二挡片滑槽向下滑落至第二挡片托槽,从而实现自动上料,减少人工添料的次数,节省人力成本。
[0097]
具体的,在本实施例中,第二挡片装配机构700还包括手柄轴支撑组件,以在旋铆头761加工第二挡片体80时对转轴部30起到支撑作用。
[0098]
此外,本实施例的滚刷装配线还包括封盖90压装机构,封盖90压装机构用于使封盖90与刷辊第二头60上设置的沉孔压接。在本实施例中,第一直线驱动装置、第二直线驱动装置320、第三直线驱动装置420、第四直线驱动装置550、第五直线驱动装置620、第六直线驱动装置650、第七直线驱动装置670、第八直线驱动装置740、第九直线驱动装置750、第一升降装置510、第二升降装置630和第三升降装置710均可以是气动推杆、电动推杆、液压推杆、线性模组、直线模组、丝杆机构等,其主要效果是提供直线运动的输出端。
[0099]
此外,本实施例的滚刷装配线还包括下料组件,下料组件设置在所述封盖90压装机构的下游,下料组件包括u形板,u形板设置在手柄夹持机构800的下方,u形板向下倾斜,当手柄夹持机构800的手柄轴锁块820受装配封盖90后的手柄在自重的作用下即可掉落至u形板上,完成卸料。
[0100]
本实用新型的滚刷装配线的工作过程如下:
[0101]
第一步:手柄轴预先放置在手柄轴滑槽处,第一直线驱动装置驱动钩板821带动手柄轴锁块820克服弹力敞开手柄轴定位槽811,第二直线驱动装置320驱动手柄轴顶料板330顶出,手柄轴顶料板330与位于手柄轴顶出孔处的手柄轴抵接,并将手柄轴推向手柄轴定位块810上的手柄轴定位槽811,实现手柄轴的上料,然后第一直线驱动装置复位,手柄轴锁块820在弹簧的作用下复位将手柄轴固定;
[0102]
第二步:凸轮分割器驱动工作台旋转,使手柄轴转至手柄装配机构400,手柄储料槽上预先放置有手柄体10,第三直线驱动装置420驱动手柄顶料板430伸出并将手柄体10从手柄顶出孔顶出并顶进手柄部20;
[0103]
第三步:凸轮分割器驱动工作台旋转,使手柄轴转至第一挡片装配机构500,第四直线驱动装置550驱动第一挡片插柱540插入第一挡片体40并横移至手柄轴的手柄部20并与之抵接,第一升降装置510驱动第一挡片托块520下移使得第一挡片体40能够穿入手柄部20,穿入之后,第一吹气头530从第一吹气口吹出气体,使第一挡片体40被吹向手柄部20远离第一吹气口的一侧,从而使第一挡片体40套入手柄部20。
[0104]
第四步:凸轮分割器驱动工作台旋转,使手柄轴转至刷辊装配机构600,第二升降装置630带动第一支撑组件和第二支撑组件向下移动,第一支撑块660和第二支撑块680受驱动相向移动夹紧转轴部30的中部,支撑转轴部30。然后,第五直线驱动装置620驱动刷辊的第一头50伸入转轴部30并推至转轴部30的中部,第一支撑块660和第二支撑块680受驱动相背移动,松开转轴部30使得刷辊的第一头50能够沿转轴部30继续推进至刷辊的第一头50经过了第一支撑块660和第二支撑块680的位置。再然后,第一支撑块660和第二支撑块680
受驱动向移动再次夹紧支撑转轴部30,然后第五直线驱动装置620驱动刷辊继续推进,使得刷辊的第二头60穿入转轴部30上。
[0105]
第五步:凸轮分割器驱动工作台旋转,使手柄轴转至第二挡片装配机构700,第八直线驱动装置740驱动第二挡片插柱插入第二挡片体80后,横移至手柄轴的手柄部20并与之抵接,第二挡片体80滑至转轴部30处之后,第八直线驱动装置740复位,第九直线驱动装置750驱动旋铆机760向前伸出,并通过旋铆头761使第二挡片体80与转轴部30铆接在一起;
[0106]
第六步:凸轮分割器驱动工作台旋转,使手柄轴转至封盖90压装机构,封盖90压装机构将封盖90与刷辊第二头60上设置的沉孔压接。
[0107]
第七步:凸轮分割器驱动工作台旋转,使手柄轴转至工作台上预设的下料工位,第一直线驱动装置驱动钩板821带动手柄轴锁块820克服弹力移动,敞开手柄轴定位槽811的槽口,使手柄轴掉落至u形板上。
[0108]
以上对本实用新型的较佳实施方式进行了具体说明,但本实用新型创造并不限于所述实施例,熟悉本领域的技术人员在不违背本实用新型精神的前提下还可作出各种的等同变型或替换,这些等同的变型或替换均包含在本实用新型创造权利要求所限定的范围内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签:

 热门咨询
热门咨询




tips