
 商标分类
商标分类  商标转让
商标转让 
可调式的定位夹紧装置的制作方法
 2021-01-29 15:01:59|
2021-01-29 15:01:59| 184|
184| 起点商标网
起点商标网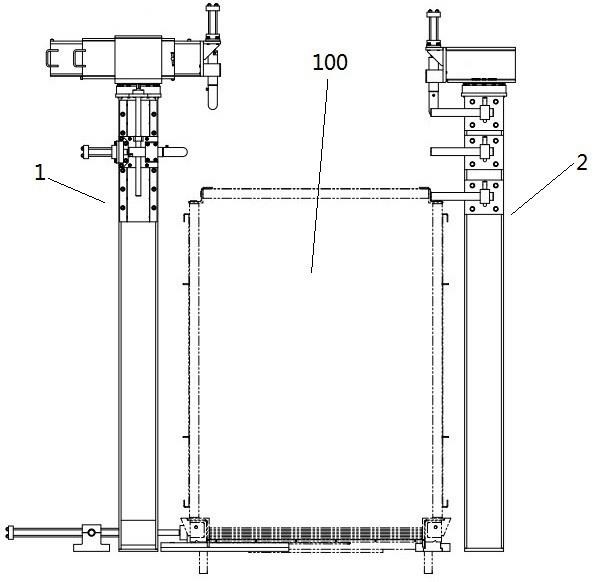
[0001]
本发明涉及登机桥通道安装技术领域,具体是指一种可调式的定位夹紧装置。
背景技术:
[0002]
旅客登机桥是机场用以连接候机厅与飞机之间的可移动升降的通道,旅客登机桥一端连接候机楼的某个登机口,另一端连接飞机舱门,旅客由对应登机口通过通道进入飞机,旅客登机桥既缩短了候机楼和飞机之间的距离,又让旅客免于日晒雨淋,极大的方便了旅客的登机,逐渐成为主流的登机方式,众所周知,登机桥通道设计为焊接机结构,一般将通道分为左、右侧桁架部件及顶、底部部件组合焊接而成,经检索,中国专利cn207508565u公开了一种用于登机桥通道单侧桁架的焊接工装,包括机架,所述机架上设置有用于搁置待焊接的工件的工作台,至少一组水平夹紧机构,所述水平夹紧机构设置于所述机架上且位于所述工作台的一侧,该水平夹紧机构能够沿着水平方向夹紧工件,至少一组垂直夹紧机构,所述垂直夹紧机构设置于所述机架上,该垂直夹紧机构能够沿着垂直方向夹紧工件,上述专利的不足是:上述专利只能对单侧的桁架进行定位夹紧,对于通道类工件无法使用,因为通道类工件需要对两侧桁架部件及顶、底部部件进行组合焊接,只定位单侧桁架是远远不够的,而且组合焊接时,通道每个部件都需要定位,部件多、焊接难度大,目前并没有合适的定位工具来定位,如何控制通道类工件在组焊过程中的焊接变形量,保证尺寸精度成为现有的技术难题。
技术实现要素:
[0003]
本发明的目的是为了解决现有技术不足,提供一种结构新颖、适用不同尺寸规格的通道类工件的定位夹紧、焊接方便、工作效率高、焊接精度高、焊接变形量可控的可调式的定位夹紧装置。
[0004]
为实现上述目的,本发明所采用的技术方案是:一种可调式的定位夹紧装置,包括焊接平台,其特征在于:所述焊接平台上间隔设有左定位挤压机构和右定位挤压机构,所述左定位挤压机构包括底部左侧顶紧机构、左侧侧边顶紧机构和顶部左侧下压机构,所述左侧侧边顶紧机构下端与底部左侧顶紧机构相连接,上端与顶部左侧下压机构相连接,所述左侧侧边顶紧机构和底部左侧顶紧机构分别与焊接平台连接,所述右定位挤压机构包括底部右侧定位机构、右侧侧边定位机构和顶部右侧下压机构,所述右侧侧边定位机构下方设有底部右侧定位机构,所述右侧侧边定位机构上端与顶部右侧下压机构连接,所述右侧侧边定位机构下端和底部右侧定位机构分别与焊接平台连接,所述底部右侧定位机构和底部左侧顶紧机构间隔相对,对焊接平台上工件的底部进行定位和夹紧,所述右侧侧边定位机构和左侧侧边顶紧机构间隔相对,对焊接平台上工件的两侧进行定位和夹紧,所述顶部右侧下压机构和顶部左侧下压机构间隔设置,对焊接平台上工件的顶部进行定位和压紧,以利于后续对通道类工件进行焊接,焊接精度高、焊接变形量可控。
[0005]
本发明所述右侧侧边定位机构包括右侧立柱、右侧安装座、固定块、右侧定位顶杆、定位销,所述右侧立柱下端与焊接平台固定连接,所述右侧立柱前面从上至下间隔设有右侧安装座,所述右侧安装座与右侧立柱固定连接,所述右侧安装座上固定设有固定块,所述固定块横向设有顶杆穿孔,所述固定块上端面设有销孔,所述顶杆穿孔和销孔相连通,所述右侧定位顶杆外壁设有定位销孔,所述右侧定位顶杆右端穿过固定块经定位销穿过销孔进入定位销孔内将右侧定位顶杆与固定块固定连接,所述右侧定位顶杆的左端形成自由定位端,以利于通过右侧定位顶杆的左端来抵住通道类工件的右侧面,方便后续的挤压,所述右侧立柱下端左侧设有底部右侧定位机构,所述底部右侧定位机构包括底部右侧定位座,所述底部右侧定位座包括底部支撑板和右侧限位板,所述底部支撑板中间或右侧设有右侧限位板,所述底部支撑板下端与焊接平台固定连接,上端与右侧限位板下端垂直固定连接,以利于通过底部支撑板上端面支撑工件的底部,右侧限位板来限位工件底部的右侧面,对工件底部右侧进行限位,所述右侧立柱上端设有顶部右侧下压机构,所述顶部右侧下压机构包括回转支承、右侧液缸安装座和右侧顶部下压液缸,所述右侧立柱上端经回转支承与右侧液缸安装座相连接,所述右侧液缸安装座一侧设有右侧顶部下压液缸,所述右侧顶部下压液缸的液缸座与右侧液缸安装座固定连接,所述右侧顶部下压液缸的活塞杆向下形成自由下压端,以利于通过右侧顶部下压液缸驱动活塞杆向下伸缩对焊接平台上工件的顶部进行下压。
[0006]
本发明所述左侧侧边顶紧机构包括左侧立柱、左侧安装座、调节丝杠、滑动支架、丝母座、凸台、轴承、侧面顶紧液缸和侧面支撑座,所述左侧立柱前面设有左侧安装座,所述左侧立柱下端与焊接平台固定连接,所述左侧立柱前方设有调节丝杠,所述左侧安装座与左侧立柱固定连接,所述左侧安装座上固定设有纵向导轨,所述左侧安装座上设有滑动支架,所述滑动支架与左侧安装座滑动连接,所述滑动支架上设有丝母座,所述丝母座与滑动支架固定连接,所述丝母座上方设有凸台,所述凸台与左侧安装座固定连接,所述调节丝杠一端经轴承与凸台相连接,另一端穿过丝母座并与丝母座螺纹连接,以利于通过旋转调节丝杠,带动丝母座上下移动,进而带动滑动支架上下移动,所述滑动支架上水平设有侧面顶紧液缸,所述滑动支架上固定设有侧面支撑座,所述侧面顶紧液缸与侧面支撑座固定连接,所述侧面顶紧液缸的活塞杆的左端形成自由挤压端,以利于通过侧面顶紧液缸的活塞杆来定位挤压工件的左侧面,所述左侧立柱下端设有底部左侧顶紧机构,所述左侧立柱下端设有活塞杆穿孔,所述底部左侧顶紧机构包括底部顶紧液缸、液缸支撑座、底部导轨支座和顶紧块,所述左侧立柱左侧设有液缸支撑座,左侧立柱右侧设有底部导轨支座,所述液缸支撑座和底部导轨支座分别与焊接平台固定连接,所述底部顶紧液缸置于液缸支撑座上并与液缸支撑座固定连接,所述底部顶紧液缸的活塞杆穿过左侧立柱的活塞杆穿孔与顶紧块固定连接,所述顶紧块下端置于底部导轨支座上,所述底部导轨支座上设有导轨,所述顶紧块与底部导轨支座滑动连接,以利于将通道类工件放置在底部导轨支座上,底部顶紧液缸通过活塞杆驱动顶紧块左右移动,用来对通道类工件底部左侧面定位和挤压,所述左侧立柱上端设有顶部左侧下压机构,所述顶部左侧下压机构包括回转支承、固定滑套、滑动滑套、滑动支座和左侧顶部下压液缸,所述左侧立柱上端设有固定滑套,所述固定滑套下端经回转支承与左侧立柱连接,所述固定滑套内横向设有滑动滑套,所述滑动滑套与固定滑套滑动连接,所述滑动滑套内横向设有滑动支座,所述滑动支座与滑动滑套滑动连接,所述滑动支
座一侧设有左侧顶部下压液缸,所述左侧顶部下压液缸的液缸座与滑动支座固定连接,所述左侧顶部下压液缸的活塞杆向下形成自由下压端,以利于通过左侧顶部下压液缸驱动活塞杆向下伸缩对焊接平台上工件的顶部进行下压。
[0007]
本发明所述左侧顶部下压液缸下端和右侧顶部下压液缸下端分别设有下压导向机构,所述下压导向机构包括液压支板、下压导向块、滑动轴承和下压压紧轴,所述滑动支座一侧间隔固定设有液压支板和下压导向块,所述右侧液缸安装座一侧间隔固定设有液压支板和下压导向块,所述右侧顶部下压液缸或左侧顶部下压液缸与液压支板固定连接,所述下压压紧轴上端穿过下压导向块与右侧顶部下压液缸或左侧顶部下压液缸的活塞杆下端固定连接,下压压紧轴经滑动轴承与下压导向块连接,所述下压压紧轴的下端形成自由下压端,以利于通过下压导线块为下压压紧轴导向,同时通过右侧顶部下压液缸或左侧顶部下压液缸的活塞杆带动下压压紧轴上下移动来实现对工件的顶部压紧。
[0008]
本发明所述滑动支架上设有左侧导向机构,所述左侧导向机构包括侧面导向块、滑动轴承和侧面压紧轴,所述侧面支撑座右方设有侧面导向块,所述侧面导向块与滑动支架固定连接,所述侧面导向块中间设有滑动轴承,所述侧面压紧轴一端与侧面顶紧液缸的活塞杆固定连接,另一端穿过侧面导向块置于立柱右侧,所述侧面压紧轴经滑动轴承与侧面导向块滑动连接,以利于通过导向块支撑并导向侧面压紧轴。
[0009]
本发明所述固定滑套和滑动滑套上分别设有锁紧机构,所述锁紧机构包括旋钮、螺杆和挡片,所述固定滑套外侧设有旋钮,所述固定滑套内壁和滑动滑套外壁之间设有挡片,所述滑动滑套一端外侧设有旋钮,所述滑动滑套内壁和滑动支座外壁之间设有挡片,所述螺杆一端与旋钮固定连接,另一端穿过固定滑套或滑动滑套与挡片固定连接,所述螺杆与固定滑套或滑动滑套螺纹连接,以利于当滑动滑套移动到合适位置时,旋转旋钮,使得垫片抵在滑动滑套外壁上将滑动滑套位置固定,当滑动支座移动到合适位置时,旋转旋钮,使得垫片抵在滑动支座外壁上将滑动支座位置固定,进而将左侧顶部下压液缸的位置固定。
[0010]
本发明所述滑动滑套左端外壁和右端外壁分别设有限位块,所述滑动支座左端外壁和右端外壁分别设有限位块,所述限位块与滑动滑套或滑动支座固定连接,以利于通过限位块限位滑动滑套和滑动支座左右移动的行程,防止滑动滑套滑出固定滑套、滑动支座滑出滑动滑套。
[0011]
本发明所述滑动滑套外壁一侧和滑动支座外壁一侧分别设有把手,所述把手与滑动滑套或滑动支座固定连接, 以利于通过拉动把手带动滑动滑套或滑动支座移动,进而改变左侧顶部下压液缸的位置。
[0012]
本发明由于采用上述结构,具有结构新颖、适用不同尺寸规格的通道类工件的定位夹紧、焊接方便、工作效率高、焊接精度高、焊接变形量可控等优点。
附图说明
[0013]
图1是本发明的结构示意图。
[0014]
图2是本发明的左视图。
[0015]
图3是本发明中左定位挤压机构的示意图。
[0016]
图4是本发明中图3的主视图。
[0017]
图5是本发明中顶部左侧下压机构的示意图。
[0018]
图6是本发明中左侧侧边顶紧机构的部分示意图。
[0019]
图7是本发明中底部左侧顶紧机构的示意图。
[0020]
图8是本发明中右定位挤压机构的示意图。
[0021]
图9是本发明中图8的主视图。
[0022]
图10是本发明中顶部右侧下压机构的示意图。
[0023]
图11是本发明中右侧侧边定位机构的部分示意图。
[0024]
附图标记:左定位挤压机构1,右定位挤压机构2,底部左侧顶紧机构3,左侧侧边顶紧机构4,顶部左侧下压机构5,底部右侧定位机构6,右侧侧边定位机构7,顶部右侧下压机构8,右侧立柱9,右侧安装座10,固定块11,右侧定位顶杆12,定位销13,底部右侧定位座14,底部支撑板15,右侧限位板16,回转支承17,右侧液缸安装座18,右侧顶部下压液缸19,左侧立柱20,左侧安装座21,调节丝杠22,滑动支架23,丝母座24,凸台25,侧面顶紧液缸26,侧面支撑座27,底部顶紧液缸28,液缸支撑座29,底部导轨支座30,顶紧块31,固定滑套32,滑动滑套33,滑动支座34,左侧顶部下压液缸35,下压导向机构36,液压支板37,下压导向块38,下压压紧轴39,左侧导向机构40,侧面导向块41,侧面压紧轴42,限位块43,把手44,锁紧机构45,旋钮46,工件100。
具体实施方式
[0025]
下面结合附图,对本发明的具体实施方式作进一步详细描述。
[0026]
一种可调式的定位夹紧装置,包括焊接平台,其特征在于:所述焊接平台上间隔设有左定位挤压机构1和右定位挤压机构2,所述左定位挤压机构1包括底部左侧顶紧机构3、左侧侧边顶紧机构4和顶部左侧下压机构5,所述左侧侧边顶紧机构4下端与底部左侧顶紧机构3相连接,上端与顶部左侧下压机构5相连接,所述左侧侧边顶紧机构4和底部左侧顶紧机构3分别与焊接平台连接,所述右定位挤压机构2包括底部右侧定位机构6、右侧侧边定位机构7和顶部右侧下压机构8,所述右侧侧边定位机构7下方设有底部右侧定位机构6,所述右侧侧边定位机构7上端与顶部右侧下压机构8连接,所述右侧侧边定位机构7下端和底部右侧定位机构6分别与焊接平台连接,所述底部右侧定位机构6和底部左侧顶紧机构3间隔相对,对焊接平台上工件100的底部进行定位和夹紧,所述右侧侧边定位机构7和左侧侧边顶紧机构4间隔相对,对焊接平台上工件100的两侧进行定位和夹紧,所述顶部右侧下压机构8和顶部左侧下压机构5间隔设置,对焊接平台上工件100的顶部进行定位和压紧,以利于后续对通道类工件进行焊接,焊接精度高、焊接变形量可控。
[0027]
本发明所述右侧侧边定位机构7包括右侧立柱9、右侧安装座10、固定块11、右侧定位顶杆12、定位销13,所述右侧立柱9下端与焊接平台固定连接,所述右侧立柱9前面从上至下间隔设有右侧安装座10,所述右侧安装座10与右侧立柱9固定连接,所述右侧安装座10上固定设有固定块11,所述固定块11横向设有顶杆穿孔,所述固定块11上端面设有销孔,所述顶杆穿孔和销孔相连通,所述右侧定位顶杆12外壁设有定位销孔,所述右侧定位顶杆12右端穿过固定块11经定位销13穿过销孔进入定位销孔内将右侧定位顶杆12与固定块11固定连接,所述右侧定位顶杆12的左端形成自由定位端,以利于通过右侧定位顶杆的左端来抵住通道类工件的右侧面,方便后续的挤压,所述右侧立柱9下端左侧设有底部右侧定位机构6,所述底部右侧定位机构6包括底部右侧定位座14,所述底部右侧定位座14包括底部支撑
板15和右侧限位板16,所述底部支撑板15中间或右侧设有右侧限位板16,所述底部支撑板15下端与焊接平台固定连接,上端与右侧限位板16下端垂直固定连接,以利于通过底部支撑板上端面支撑工件的底部,右侧限位板来限位工件底部的右侧面,对工件底部右侧进行限位,所述右侧立柱9上端设有顶部右侧下压机构8,所述顶部右侧下压机构8包括回转支承17、右侧液缸安装座18和右侧顶部下压液缸19,所述右侧立柱9上端经回转支承17与右侧液缸安装座18相连接,所述右侧液缸安装座18一侧设有右侧顶部下压液缸19,所述右侧顶部下压液缸19的液缸座与右侧液缸安装座18固定连接,所述右侧顶部下压液缸19的活塞杆向下形成自由下压端,以利于通过右侧顶部下压液缸驱动活塞杆向下伸缩对焊接平台上工件的顶部进行下压。
[0028]
本发明所述左侧侧边顶紧机构4包括左侧立柱20、左侧安装座21、调节丝杠22、滑动支架23、丝母座24、凸台25、轴承、侧面顶紧液缸26和侧面支撑座27,所述左侧立柱20前面设有左侧安装座21,所述左侧立柱20下端与焊接平台固定连接,所述左侧立柱20前方设有调节丝杠22,所述左侧安装座21与左侧立柱20固定连接,所述左侧安装座21上固定设有纵向导轨,所述左侧安装座21上设有滑动支架23,所述滑动支架23与左侧安装座21滑动连接,所述滑动支架23上设有丝母座24,所述丝母座24与滑动支架23固定连接,所述丝母座24上方设有凸台25,所述凸台25与左侧安装座21固定连接,所述调节丝杠22一端经轴承与凸台25相连接,另一端穿过丝母座24并与丝母座24螺纹连接,以利于通过旋转调节丝杠,带动丝母座上下移动,进而带动滑动支架上下移动,所述滑动支架23上水平设有侧面顶紧液缸26,所述滑动支架23上固定设有侧面支撑座27,所述侧面顶紧液缸26与侧面支撑座27固定连接,所述侧面顶紧液缸26的活塞杆的左端形成自由挤压端,以利于通过侧面顶紧液缸的活塞杆来定位挤压工件的左侧面,所述左侧立柱20下端设有底部左侧顶紧机构3,所述左侧立柱20下端设有活塞杆穿孔,所述底部左侧顶紧机构3包括底部顶紧液缸28、液缸支撑座29、底部导轨支座30和顶紧块31,所述左侧立柱20左侧设有液缸支撑座29,左侧立柱20右侧设有底部导轨支座30,所述液缸支撑座29和底部导轨支座30分别与焊接平台固定连接,所述底部顶紧液缸28置于液缸支撑座29上并与液缸支撑座29固定连接,所述底部顶紧液缸28的活塞杆穿过左侧立柱20的活塞杆穿孔与顶紧块31固定连接,所述顶紧块31下端置于底部导轨支座30上,所述底部导轨支座30上设有导轨,所述顶紧块31与底部导轨支座30滑动连接,以利于将通道类工件放置在底部导轨支座上,底部顶紧液缸通过活塞杆驱动顶紧块左右移动,用来对通道类工件底部左侧面定位和挤压,所述左侧立柱20上端设有顶部左侧下压机构5,所述顶部左侧下压机构5包括回转支承、固定滑套32、滑动滑套33、滑动支座34和左侧顶部下压液缸35,所述左侧立柱20上端设有固定滑套32,所述固定滑套32下端经回转支承17与左侧立柱20连接,所述固定滑套32内横向设有滑动滑套33,所述滑动滑套33与固定滑套32滑动连接,所述滑动滑套33内横向设有滑动支座34,所述滑动支座34与滑动滑套33滑动连接,所述滑动支座34一侧设有左侧顶部下压液缸35,所述左侧顶部下压液缸35的液缸座与滑动支座34固定连接,所述左侧顶部下压液缸35的活塞杆向下形成自由下压端,以利于通过左侧顶部下压液缸驱动活塞杆向下伸缩对焊接平台上工件的顶部进行下压。
[0029]
本发明所述左侧顶部下压液缸35下端和右侧顶部下压液缸19下端分别设有下压导向机构36,所述下压导向机构36包括液压支板37、下压导向块38、滑动轴承和下压压紧轴39,所述滑动支座34一侧间隔固定设有液压支板37和下压导向块38,所述右侧液缸安装座
18一侧间隔固定设有液压支板37和下压导向块38,所述右侧顶部下压液缸19或左侧顶部下压液缸35与液压支板37固定连接,所述下压压紧轴39上端穿过下压导向块38与右侧顶部下压液缸19或左侧顶部下压液缸35的活塞杆下端固定连接,下压压紧轴39经滑动轴承与下压导向块38连接,所述下压压紧轴39的下端形成自由下压端,以利于通过下压导线块为下压压紧轴导向,同时通过右侧顶部下压液缸或左侧顶部下压液缸的活塞杆带动下压压紧轴上下移动来实现对工件的顶部压紧。
[0030]
本发明所述滑动支架23上设有左侧导向机构40,所述左侧导向机构40包括侧面导向块41、滑动轴承和侧面压紧轴42,所述侧面支撑座27右方设有侧面导向块41,所述侧面导向块41与滑动支架23固定连接,所述侧面导向块41中间设有滑动轴承,所述侧面压紧轴42一端与侧面顶紧液缸26的活塞杆固定连接,另一端穿过侧面导向块41置于左侧立柱20右侧,所述侧面压紧轴42经滑动轴承与侧面导向块41滑动连接,以利于通过导向块支撑并导向侧面压紧轴。
[0031]
本发明所述固定滑套32和滑动滑套33上分别设有锁紧机构45,所述锁紧机构45包括旋钮46、螺杆和挡片,所述固定滑套32外侧设有旋钮46,所述固定滑套32内壁和滑动滑套33外壁之间设有挡片,所述滑动滑套33一端外侧设有旋钮46,所述滑动滑套33内壁和滑动支座34外壁之间设有挡片,所述螺杆一端与旋钮46固定连接,另一端穿过固定滑套32或滑动滑套33与挡片固定连接,所述螺杆与固定滑套32或滑动滑套33螺纹连接,以利于当滑动滑套移动到合适位置时,旋转旋钮,使得垫片抵在滑动滑套外壁上将滑动滑套位置固定,当滑动支座移动到合适位置时,旋转旋钮,使得垫片抵在滑动支座外壁上将滑动支座位置固定,进而将左侧顶部下压液缸的位置固定。
[0032]
本发明所述滑动滑套33左端外壁和右端外壁分别设有限位块43,所述滑动支座34左端外壁和右端外壁分别设有限位块43,所述限位块43与滑动滑套33或滑动支座34固定连接,以利于通过限位块限位滑动滑套和滑动支座左右移动的行程,防止滑动滑套滑出固定滑套、滑动支座滑出滑动滑套。
[0033]
本发明所述滑动滑套33外壁一侧和滑动支座34外壁一侧分别设有把手44,所述把手44与滑动滑套33或滑动支座34固定连接, 以利于通过拉动把手带动滑动滑套或滑动支座移动,进而改变左侧顶部下压液缸的位置。
[0034]
如附图1-附图11,在通道类工件的组焊过程中,本发明可实现不同尺寸规格工件的定位夹紧,使用前,将左定位挤压机构1中的各机构调整至反向的极限位置,将左定位挤压机构1中顶部左侧下压机构5的固定滑套32通过回转支承旋转,使得左侧顶部下压液缸35转到左侧立柱20的左侧,将右定位挤压机构2中顶部右侧下压机构8的右侧液缸安装座18旋转,使得右侧顶部下压液缸19转至右侧立柱9的右侧,防止后续组对过程中发生干涉,组对时,首先是通道类工件100的底部部件的定位夹紧:如附图1、附图8和附图9,根据通道类工件100的底部部件的宽度尺寸,调整底部左侧顶紧机构3和底部右侧定位机构6之间的间距,具体来说,首先将底板右侧定位座14通过螺钉、安装孔固定在焊接平台上,然后将通道类工件100的底部部件右端放在底部支撑板15上,通道类工件100的底部部件的右侧靠在右侧限位板16上,如附图3、附图4和附图7,然后将通道类工件100的底部部件左端放在底部左侧顶紧机构3的底部导轨支座30上,通道类工件100的底部部件的左侧靠在顶紧块31上,确保通道类工件100放置稳妥,并且顶紧块31可在底部顶紧液缸28的驱动下与底板右侧
定位座14配合夹紧通道类工件100的底部部件,以此将底部左侧顶紧机构3的底部导轨支座30和液缸支撑座29分别经螺钉、安装孔固定在焊接平台上,其次是通道类工件100的两侧部件的定位夹紧:如附图8、附图9和附图11,将右侧侧边定位机构7的右侧定位顶杆12抵在通道类工件右侧部件的外壁上,以此将右侧立柱9下端经螺钉、安装孔固定在焊接平台上,如附图3、附图4和附图6,将左侧侧边顶紧机构4的侧面压紧轴42抵在通道类工件左侧部件的外壁上,以此将左侧立柱20的下端经经螺钉、安装孔固定在焊接平台上,通过驱动侧面顶紧液缸26驱动侧面压紧轴42向右移动与右侧定位顶杆12配合定位夹紧通道类工件100的两侧部件,最后是通道类工件100的顶部部件的定位夹紧:如附图3、附图4和附图5,将顶部左侧下压机构5中的左侧顶部下压液缸35通过回转支承旋转至左侧立柱20的右侧,使得左侧顶部下压液缸35下端正对着通道类工件100的顶部部件,然后驱动左侧顶部下压液缸35,使得左侧顶部下压液缸35下端的下压压紧轴39抵在通道类工件100的顶部部件的外壁上即可,如附图8、附图9和附图10,然后将顶部右侧下压机构8的右侧顶部下压液缸19通过回转支承旋转至右侧立柱的左侧,旋转固定滑套32和滑动滑套33上的锁紧机构45的旋钮46,通过把手44拉动滑动滑套33和滑动支座34,调整滑动滑套33和滑动支座34的位置,使得右侧顶部下压液缸19下端正对着通道类工件100的顶部部件,然后锁紧旋钮46,通过驱动右侧顶部下压液缸19,使得右侧顶部下压液缸19下端的下压压紧轴39抵在通道类工件100的顶部部件的外壁上即可,如此就实现了通道类工件100底部部件、两侧部件和顶部部件的同步定位和夹紧;因为通道通常很长,故两侧的部件比较长,可根据需要在通道两侧设置多组左定位挤压机构1和右定位挤压机构2,通过底部顶部顶紧液缸28驱动顶紧块31和底部右侧定位座14配合定位夹紧通道类工件100的底部部件,通过侧面顶紧液缸26驱动侧面压紧轴42和右侧定位顶杆12配合定位夹紧通道类工件100的两侧部件,通过左侧顶部下压液缸35和右侧顶部下压液缸19驱动各自下端的下压压紧轴39与底部导轨支座30和底部支撑板15配合定位夹紧通道类工件100的顶部部件,如此完成整个通道类工件100各部分的定位夹紧,上述液缸上均设有控制启动开关,上述过程完成后,开始焊接各焊缝,焊接完成后,左侧顶部下压液缸35和右侧顶部下压液缸19驱动各自下端的下压压紧轴39上升,脱离通道类工件100的顶部部件外壁,然后通过回转支承将左侧顶部下压液缸35旋转到左侧立柱20的左侧,将右侧顶部下压液缸19旋转到右侧立柱9的右侧,侧面顶紧液缸26驱动侧面压紧轴42远离通道类工件100的左侧部件的外壁,底部顶部顶紧液缸28驱动顶紧块31远离通道类工件100的底部部件,将通道类工件100吊出工装,完成制作过程。
[0035]
如附图3、附图7和附图8,本发明中底部右侧定位座14、右侧立柱9、左侧立柱20、液缸支撑座29和底部导轨支座30上均设有安装孔,通过安装孔、螺钉与焊接平台固定连接,螺钉连接,拆装方便,可以根据通道类工件的尺寸来改变底部右侧定位座14和底部导轨支座30之间的距离,以及右侧立柱9和左侧立柱20之间的距离,从而实现对不同工件尺寸的定位夹紧,适用性广。
[0036]
本发明由于采用上述结构,具有结构新颖、适用不同尺寸规格的通道类工件的定位夹紧、焊接方便、工作效率高、焊接精度高、焊接变形量可控等优点。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 定位销

 热门咨询
热门咨询




tips