
 商标分类
商标分类  商标转让
商标转让 
一种用于铝合金构件的激光成形工艺方法与流程
 2021-01-29 15:01:59|
2021-01-29 15:01:59| 202|
202| 起点商标网
起点商标网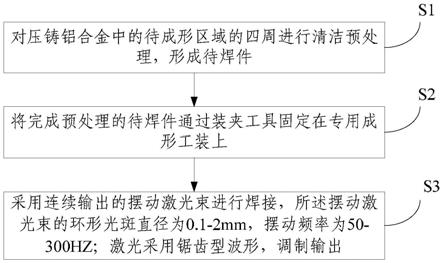
[0001]
本发明涉及激光成形技术领域,尤其涉及一种用于铝合金构件的激光成形工艺方法。
背景技术:
[0002]
压铸铝合金具有强度高、良好的耐蚀、导电导热及铸造和加工等性能,被广泛应用于汽车、通讯电子、家用电器、工程建设和航空航天等领域中。在工业制造中,许多结构需要进行连接,其中成形技术应用颇为广泛。而铸造铝合金的成形工艺一直以来因其自身铸造缺陷始终难以获得性能良好的焊缝。
[0003]
因铝合金对激光的吸收率偏低,成形时需要输出较大的功率方可突破临界阈值,形成小孔效应,实现深熔焊。但是激光成形形成的小孔内部处于一种不稳定振动状态,小孔和熔池的流动非常剧烈,小孔内部的金属蒸汽向外喷发引起小孔开口处的蒸气涡流,将保护气氩气卷入小孔底部,随着小孔向前移动,熔池的快速凝固,气体来不及逸出便形成气泡遗留在焊缝中。铸造铝合金的组织又比轧制铝合金组织疏松,存在较多的缩孔缩松,致密度较低,更加剧了小孔的不稳定性。在激光成形中加入了摆动,使光束以特定的轨迹按照一定频率沿成形方向往复运动,增加了光束作用于铝合金的辐照时间,使焊缝整个区域在极短的时间内发生了多次重熔,相对延长了成形熔池液态金属停留时间,同时也增加了成形部位单位面积的热输入,减小了焊缝的深宽比,为气泡的逸出提供了较多的时间。对于铸造铝合金这种特殊材质,单一的激光成形形成的小孔具有较大的深宽比特点,当遇到组织内部存在的缺陷时会影响小孔内部的压力,引发更大的缺陷甚至炸孔。
技术实现要素:
[0004]
(一)要解决的技术问题本发明提供了一种用于铝合金构件的激光成形方法,以克服现有技术中采用单一的激光成形方式容易形成较大深宽比的小孔,当遇到组织内部存在缺陷时会影响小孔内部的压力,引发更大的问题甚至炸孔等缺陷。
[0005] (二)技术方案为解决上述问题,本发明提供一种用于铝合金构件的激光成形方法,包括:步骤s1、对压铸铝合金中的待成形区域的四周进行清洁预处理,形成待焊件;步骤s2、将完成预处理的待焊件通过装夹工具固定在专用成形工装上;步骤s3、采用连续输出的摆动激光束进行焊接,其中,焊接时,所述摆动激光束的环形光斑直径为0.1-2mm,摆动频率为50-300hz;激光采用锯齿型波形,调制输出。
[0006]
优选地,还包括步骤s4、采用机械手对成形部位进行轨迹示教,确认无误后施焊。
[0007]
优选地,所述激光的参数包括:功率缓升时间为50-200 ms;激光功率缓降时间为100-500 ms;波峰输出功率为800-2000 w;波谷输出功率为500-1000 w;波峰至波谷时间间隔为10-20ms。
[0008]
优选地,所述对压铸铝合金中的待成形区域的四周进行清洁预处理包括:对压铸铝合金中的待成形区域的四周进行机械打磨,去除表面氧化层,采用丙酮清洗去除表面脏迹。
[0009]
优选地,所述预处理在2个小时内完成。
[0010]
优选地,所述摆动激光束的环形光斑直径为0.1mm,摆动频率为100hz。
[0011]
优选地,所述激光的参数包括:功率缓升时间为150 ms;激光功率缓降时间为200 ms;波峰输出功率为1500w;波谷输出功率为800 w;波峰至波谷时间间隔为15ms。
[0012]
(三)有益效果本发明提供的用于铝合金构件的激光成形工艺方法,通过采用激光摆动成形的模式大大降低了成形缺陷的产生。使激光以环形的摆动模式进行成形,增加了激光与熔池的作用时间,使部分焊缝反复重熔,通过控制摆动幅度和频率减缓了焊缝熔池的冷却速度,使熔池中固有的气体以及焊缝四周卷入的气体有足够的时间逸出,同时激光束的摆动导致小孔随之转动,对熔池形成一种搅拌作用,加大了熔池对流,促进了气体逸出,提高了小孔稳定性,最大程度确保铝合金成形的出品率。
附图说明
[0013]
图1为本发明实施例用于铝合金构件的激光成形工艺方法流程图;图2为本发明实施例中激光调制输出波形、功率和时间的关系示意图。
具体实施方式
[0014]
下面结合附图及实施例对本发明进行详细说明如下。
[0015]
如图1-2所示,本发明提供一种用于铝合金构件的激光成形工艺方法,包括:步骤s1、对压铸铝合金中的待成形区域的四周进行清洁预处理,形成待焊件。
[0016]
本步骤中,对压铸铝合金中的待成形区域的四周进行清洁预处理包括:对压铸铝合金中的待成形区域的四周进行机械打磨,去除表面氧化层,采用丙酮清洗去除表面脏迹。
[0017]
其中,预处理在2个小时内完成。由于因为铝及合金化学活泼性很强,极易形成氧化皮,而氧化皮具有吸附水分的能力,其中又多具有难溶物质,加之铝导热性强,成形时极易造成不熔合现象。
[0018]
步骤s2、将完成预处理的待焊件通过装夹工具固定在专用成形工装上;步骤s3、采用连续输出的摆动激光束进行焊接,其中,焊接时,所述摆动激光束的环形光斑直径为0.1-2mm,摆动频率为50-300hz;激光采用锯齿型波形,调制输出。
[0019]
其中,呈锯齿形波形的激光功率缓升时间为50-200 ms;激光功率缓降时间为100-500 ms;波峰输出功率为800-2000 w;波谷输出功率为500-1000 w;波峰至波谷时间间隔为10-20ms。
[0020]
步骤s4、采用机械手对成形部位进行轨迹示教,确认无误后施焊。
[0021]
为了达到较优的效果,所述摆动激光束的环形光斑直径为0.1mm,摆动频率为100hz,功率缓升时间为150 ms;激光功率缓降时间为200 ms;波峰输出功率为1500w;波谷输出功率为800 w;波峰至波谷时间间隔为15ms。
[0022]
下面描述一下该铝合金构件的激光成形工艺方法的操作流程:首先要求操作人在全程操作中必须穿戴防护手套,口罩和眼镜。
[0023]
然后将压铸铝合金盖板及腔体固定在专用成形工装上,使用快速夹具压紧器对工件进行固定。先对水道连接部位1-7进行施焊。1-7成形结束后,对水道四周进行施焊。
[0024]
本发明实施例提供的铝合金构件的激光成形工艺方法通过摆动成形的多次试验对比,采用环形路径的光束优化了压铸铝合金成形工艺,简化了压铸铝合金因成形缺陷而进行的各种修补工作。
[0025]
通过激光调制和摆动光束的优良结合,大大降低了压铸铝合金成形内部缺陷的产生,提高了接头性能。
[0026]
以上实施方式仅用于说明本发明,而并非对本发明的限制,有关技术领域的普通技术人员,在不脱离本发明的精神和范围的情况下,还可以做出各种变化和变型,因此所有等同的技术方案也属于本发明的范畴,本发明的专利保护范围应由权利要求限定。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
 热门咨询
热门咨询




tips