
 商标分类
商标分类  商标转让
商标转让 
装脚轮机的制作方法
 2021-01-29 15:01:12|
2021-01-29 15:01:12| 246|
246| 起点商标网
起点商标网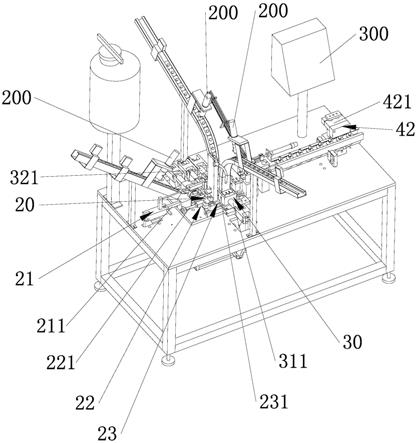
[0001]
本发明涉及一种用来安装脚轮的机器。
背景技术:
[0002]
我们知道,脚轮的组装,基本上都是包括将横芯装入到轮架,将轮片装到横芯上、和将卡簧装到轮架上这三个工位。当前,这三个工位的安装工作,以及其它的辅助工作(如在装入轮架之前的轮架固定定位、横芯的错位推出等)都是气缸或液压推动来进行的,这样不仅噪音较大,而且这些动力源易受多种因素影响而导致不太稳定,于是有时会出现安装不到位的情况,导致所生产出来的脚轮质量不太可靠;另外,气缸容易损坏,更换频繁的话会影响到生产效率。
[0003]
为此,本申请人对当前的装脚轮机进行了改进,开发出了一种全部用凸轮驱动来定位夹紧、安装每个工位的新型脚轮安装设备。
技术实现要素:
[0004]
本发明的目的在于克服现有技术的不足,提供了一种结构更合理,所组装出来的脚轮质量可靠的装脚轮机,其维护成本较小。
[0005]
为了解决上述存在的技术问题,本发明采用下述技术方案:一种装脚轮机,包括机台,装在该机台上的装横芯装置、装轮片装置和装卡簧装置,驱动这些组装装置的安装驱动部分,以及轮架送料装置、横芯送料装置、轮片送料装置和卡簧送料装置;所述的轮架送料装置、横芯送料装置、轮片送料装置和卡簧送料装置均包括振动盘、落料槽;所述装横芯装置包括轮架推入环节、横芯错位环节和插入横芯环节;所述装轮片装置包括同时装左、右压轮片环节;所述装卡簧装置包括预插入卡簧环节和卡簧压到位环节,其中:所述的安装驱动部分包括驱动电机,由该驱动电机驱动的传动主轴,安装在该传动主轴上的轮架推入与横芯错位共用凸轮、横送轮架凸轮、轮架固定凸轮、装横芯与左压轮片共用凸轮、装右压轮片凸轮、卡簧插入凸轮、压卡簧凸轮,以及与上述凸轮一一对应连接的轮架推入与横芯错位共用连杆机构、横送轮架连杆机构、轮架固定连杆机构、装横芯与左压轮片共用连杆机构、装右压轮片连杆机构、卡簧插入连杆机构、压卡簧连杆机构;所述轮架推入与横芯错位共用连杆机构的联动输出端作用在该轮架推入环节的轮架推杆和横芯错位环节的横芯错位推杆上;所述横送轮架连杆机构将轮架轨道中最前面的那个轮架横送到正对该轮架推入环节的轮架推杆;所述装横芯与左压轮片共用连杆机构的联动输出端作用在插入横芯环节的横芯推杆和装左压轮片环节的左压轮片推件上;所述装右压轮片连杆机构的联动输出端作用在该装右压轮片环节的右压轮片推件上;所述卡簧插入连杆机构带动预插入卡簧环节的预插入升降台插入到脚轮架的卡簧孔中;所述压卡簧连杆机构带动卡簧压到位环节的压到位升降台将卡簧压入到脚轮架的卡簧孔中。
[0006]
在对上述装脚轮机的改进方案中,所述驱动电机的电机轴上设有扭力限制器,其通过链轮和链条与该传动主轴连接。
[0007]
与现有技术相比,本发明的有益效果:由于安装驱动部分包括驱动电机,由该驱动电机驱动的传动主轴,安装在该传动主轴上的轮架推入与横芯错位共用凸轮、横送轮架凸轮、装横芯与左压轮片共用凸轮、装右压轮片凸轮、卡簧插入凸轮、压卡簧凸轮,以及与上述凸轮一一对应连接的轮架推入与横芯错位共用连杆机构、横送轮架连杆机构、装横芯与左压轮片共用连杆机构、装右压轮片连杆机构、卡簧插入连杆机构、压卡簧连杆机构,于是,驱动这些组装装置的安装驱动部分均采用凸轮和连杆的方式来实现,并且,所有凸轮安装在同一条传动主轴上,这样不仅使整台机器的结构更紧凑,而且凸轮传动的动力源远比气压源或液压源稳定,也不易损坏,进而使安装出来的每个脚轮质量可靠和减少维护成本,因此本发明的结构更合理。
[0008]
下面结合附图与具体实施方式对本发明作进一步的详细描述:【附图说明】图1 是本发明实施例的立体示意图一;图2 是本发明实施例的立体示意图二(在未装上轮架送料装置、横芯送料装置、轮片送料装置和卡簧送料装置的振动盘等时);图3 是本发明实施例的主体工作部分的立体示意图一;图4 是本发明实施例的主体工作部分的立体示意图二;图5 是本发明实施例的主体工作部分的立体示意图三;图6 是图3的局部i的放大图。
[0009]
【具体实施方式】本发明为一种装脚轮机,如图1至6所示,包括机台10,装在该机台10上的装横芯装置20、装轮片装置30和装卡簧装置40,驱动这些组装装置的安装驱动部分90,以及轮架送料装置50、横芯送料装置60、轮片送料装置70和卡簧送料装置80,其中:所述的轮架送料装置50、横芯送料装置60、轮片送料装置70和卡簧送料装置80均包括振动盘、落料槽,如图1所示,而且,轮片送料装置70通常有两套,分别送左、右轮片到机台上 ,这些结构跟现阶段的装脚轮机一样;另外,所述装横芯装置20、装轮片装置30和装卡簧装置40也跟现阶段常见的半自动或辅助式安装脚轮机的相应结构基本一致,如:所述装横芯装置20包括轮架推入环节21、横芯错位环节22和插入横芯环节23,前两者是使待安装轮架的芯孔和错位出来的横芯处于同一轴线上,这样插入横芯环节才能将横芯插入到轮架的芯孔中;所述装轮片装置30包括同时装左、右压轮片环节31、32;所述装卡簧装置40包括预插入卡簧环节41和卡簧压到位环节42。所不同的是,驱动这些组装装置的安装驱动部分均采用凸轮和连杆的方式来实现,并且,所有凸轮安装在同一条传动主轴上,以使结构更紧凑,生产成本更低,具体地:所述的安装驱动部分90包括驱动电机91,由该驱动电机91驱动的传动主轴92,安装在该传动主轴92上的轮架推入与横芯错位共用凸轮93、横送轮架凸轮94、轮架固定凸轮95、装横芯与左压轮片共用凸轮96、装右压轮片凸轮97、卡簧插入凸轮98、压卡簧凸轮99,以及与上述凸轮一一对应连接的轮架推入与横芯错位共用连杆机构100、横送轮架连杆机构101、轮架固定连杆机构102、装横芯与左压轮片共用连杆机构103、装右压轮片连杆机构104、卡簧插入连杆机构105、压卡簧连杆机构106;所述轮架推入与横芯错位共用连杆机构100的联动输出端作用在该轮架推入环节21的轮架推杆211和横芯错位环节22的横芯错位推杆221
上,在此,这联动输出端与轮架推杆211连接的同时,在联动输出端上设有横柱1001来作用在横芯错位推杆221上,如图2所示;所述横送轮架连杆机构101将轮架轨道中最前面的那个轮架横送到正对该轮架推入环节21的轮架推杆211,以供轮架推杆211将轮架直送到装横芯装置20的装横芯工位,所述装横芯与左压轮片共用连杆机构103的联动输出端作用在插入横芯环节23的横芯推杆231和装左压轮片环节31的左压轮片推件311上;所述装右压轮片连杆机构104的联动输出端作用在该装右压轮片环节32的右压轮片推件321上;所述卡簧插入连杆机构105带动预插入卡簧环节41的预插入升降台411插入到脚轮架的卡簧孔中;所述压卡簧连杆机构106带动卡簧压到位环节42的压到位升降台421将卡簧压入到脚轮架的卡簧孔中。
[0010]
本发明在工作来组装脚轮时,一方面,轮架送料装置50、横芯送料装置60、轮片送料装置70和卡簧送料装置80同时工作,来将轮架、横芯、轮片和卡簧分别排列好后送往机台的对应位置;另一方面,安装驱动部分工作,通过驱动电机91带动传动主轴92及其上的全部凸轮(轮架推入与横芯错位共用凸轮93、横送轮架凸轮94、装横芯与左压轮片共用凸轮96、装右压轮片凸轮97、卡簧插入凸轮98、压卡簧凸轮99)在轴线上旋转,利用各凸轮在旋转时驱动对应的连杆同步或错开时间工作,就可以进行下面的组装工作了:1)、横送轮架凸轮94使横送轮架连杆机构101往复地运动,来将最下层的那个待安装轮架横向送出到对应轮架推入环节21的轮架推杆211位置处;2)、轮架推入与横芯错位共用凸轮93使轮架推入与横芯错位共用连杆机构100往复摆动,从而使轮架推入环节21的轮架推杆211和横芯错位环节22的横芯错位推杆221工作,来将最前端的待安装轮架推出和最下层的那个横芯错位地移开后,进入到插入横芯环节23的工位上;3)、轮架固定凸轮95使轮架固定连杆机构102往复摆动来固定待装横芯的轮架和松开刚装上横芯的轮架;当固定好待装横芯的轮架时,就可以装入横芯了;4)、装横芯与左压轮片共用凸轮96使装横芯与左压轮片共用连杆机构103往复摆动,这时,一方面,插入横芯环节23的横芯推杆231将横芯插入到轮架的横芯孔中;另一方面,装左压轮片环节31的左压轮片推件311来将左压轮片套在横芯的左端上;5)、装右压轮片凸轮97使装右压轮片连杆机构104往复摆动,于是装右压轮片环节32的右压轮片推件321将右压轮片套在横芯的右端上,在实际生产时,左、右压轮片是同时套在横芯的左、右两端上的;6)、卡簧插入凸轮98使卡簧插入连杆机构105往复摆动后带动预插入卡簧环节41的预插入升降台411下降后,就可以将卡簧插入到脚轮架的卡簧孔中;7)、压卡簧凸轮99使压卡簧连杆机构106往复运动后,带动卡簧压到位环节42的压到位升降台421将卡簧压入到脚轮架的卡簧孔中。
[0011]
本发明的传动主轴每转动一圈,就可以对对应工位上的脚轮进行对应环节的安装,于是连续不断的工作后,就可以安装出一个个脚轮成品。
[0012]
可以看出,由于安装驱动部分包括驱动电机91,由该驱动电机91驱动的传动主轴92,安装在该传动主轴92上的轮架推入与横芯错位共用凸轮93、横送轮架凸轮94、轮架固定凸轮95、装横芯与左压轮片共用凸轮96、装右压轮片凸轮97、卡簧插入凸轮98、压卡簧凸轮99,以及与上述凸轮一一对应连接的轮架推入与横芯错位共用连杆机构100、横送轮架连杆
机构101、轮架固定连杆机构102、装横芯与左压轮片共用连杆机构103、装右压轮片连杆机构104、卡簧插入连杆机构105、压卡簧连杆机构106,于是,驱动这些组装装置的安装驱动部分均采用凸轮和连杆的方式来实现,并且,所有凸轮安装在同一条传动主轴上,这样不仅使整台机器的结构更紧凑,而且凸轮传动的动力源远比气压源或液压源稳定,也不易损坏,进而使安装出来的每个脚轮质量可靠和减少维护成本,因此本发明的结构更合理。
[0013]
轮架推入与横芯错位共用连杆机构100、横送轮架连杆机构101、轮架固定连杆机构102、装横芯与左压轮片共用连杆机构103、装右压轮片连杆机构104、卡簧插入连杆机构105、压卡簧连杆机构106在图3至图6中已清楚表达。
[0014]
优选地,如图4所示,所述驱动电机的电机轴上设有扭力限制器911,其通过链轮和链条(图中未示出)与该传动主轴连接,这样可避免当电机的扭力过大时造成组装环节的部件的损坏。
[0015]
在本实施例中,如图1、2所示,在所述轮架送料装置50、横芯送料装置60、轮片送料装置70和卡簧送料装置80的落料槽上均设有加润滑油装置200,使各自输送的零部件在组装之前添加润滑油,以提高脚轮的性能和寿命。
[0016]
脚轮在组装生产时,如图2所示,通过操作触摸控制屏300来实现自动化或点动生产。
[0017]
尽管参照上面实施例详细说明了本发明,但是通过本公开对于本领域技术人员显而易见的是,在不脱离所述的权利要求限定的本发明的原理及精神范围的情况下,可对本发明做出各种变化或修改。因此,本公开实施例的详细描述仅用来解释,而不是用来限制本发明,而是由权利要求的内容限定保护的范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips