
 商标分类
商标分类  商标转让
商标转让 
一种刹车片用三角卡簧具有同步定位折弯的加工生产设备的制作方法
 2021-01-29 15:01:44|
2021-01-29 15:01:44| 291|
291| 起点商标网
起点商标网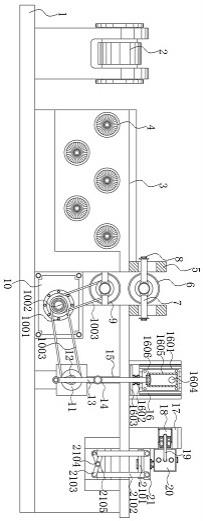
[0001]
本发明涉及刹车片技术领域,具体为一种刹车片用三角卡簧具有同步定位折弯的加工生产设备。
背景技术:
[0002]
汽车刹车片也叫汽车刹车皮,是指固定在与车轮旋转的制动鼓或制动盘上的摩擦材料,其中的摩擦衬片及摩擦衬块承受外来压力,产生摩擦作用从而达到车辆减速的目的,刹车片卡簧的作用主要是起到提示作用,比较保险,当刹车片快用完的时候这个卡簧就回去刹车盘接触,磨得刹车盘发出吱吱声,从而提示你刹车片的摩擦块快没有了需要对齐进行跟换,刹车片松了有安全隐患,建议及时更换。
[0003]
市场上刹车片固定卡簧有着非常多的品种,根据不同的需求有着不同的形状与结构,而这种三角卡簧可不是三角形状的卡簧,而是一块方形薄片上的三个表面折叠弯曲有卡脚,而在加工过程中则是逐一单边操作,对齐进行折弯,而在折弯完成后需要将半成品的卡簧收集起来,转移到冲孔设备中,从而对方形薄片的中心点进行穿孔,从而大多需要人工操作,且操作步较多不便捷,因此,我们提供了一种刹车片用三角卡簧具有同步定位折弯的加工生产设备。
技术实现要素:
[0004]
针对现有技术的不足,本发明提供了一种刹车片用三角卡簧具有同步定位折弯的加工生产设备,解决了上述背景技术中提出的在加工过程中则是逐一单边操作,对齐进行折弯,而在折弯完成后需要将半成品的卡簧收集起来,转移到冲孔设备中,从而对方形薄片的中心点进行穿孔,从而大多需要人工操作,且操作步较多不便捷等问题。
[0005]
为实现以上目的,本发明通过以下技术方案予以实现:一种刹车片用三角卡簧具有同步定位折弯的加工生产设备,包括底部支架和支撑架,所述底座支架的左侧上方安装有插座,所述支撑架的上方表面右侧安装有支撑块,且支撑块的两壁内侧设置压持滚轮,所述压持滚轮的垂直线下方安装有传送滚轮,且传送滚轮的一侧端部与传动组件相连接,所述支撑架的内腔中心线右侧设置有从动轮,且从动轮的中心轴上连接有曲柄,所述曲柄的一端设置有推杆,且推杆的上方端部垂直连接于冲型组件内腔中,所述冲型组件的右侧安装有支撑板,且支撑板的内腔顶部设置有双轴气压缸,所述双轴气压缸的两侧表面对称安装有连接管,且连接管的一端连接于气缸的两侧,所述气缸的底部设置有折叠组件。
[0006]
优选的,所述支撑块呈两块相对立至于支撑架的表面之间为焊接固定连接,且支撑架的左侧内腔中呈横向上下交错对称安装有滚轮组,所述支撑块的底部和支撑架之间横向水平设置有提条铁片导流槽,其导流槽宽度与高于和铁片宽度高毒性相吻合。
[0007]
优选的,所述压持滚轮的两侧中心轴对称安装有支撑横杆,且支撑横杆呈c字形结构两侧支杆横向水平横穿支撑块的调节槽中,所述支撑横杆的纵向垂直杆体中部外侧安装有调节螺母,且压持滚轮通过支撑横杆与调节螺母之间构成可上下调节结构。
[0008]
优选的,所述传动组件包括控制电机、同步轮和同步带,且控制电机的输出端上安装有同步轮,所述同步轮的上方设置有同步带。
[0009]
优选的,所述同步轮呈两个纵向设置于控制电机的输出端上,且同步轮的上方各设置有一条同步带与传送滚轮和从动轮之间相连接,所述传送滚轮和从动轮分别通过同步带和同步轮与控制电机之间构成可同步旋转结构。
[0010]
优选的,所述推杆呈两段式结构,其连接处通过固定插销相固定于滑块的表面,且滑块的底部嵌入设置于限位滑槽的内腔中,所述限位滑槽呈垂直结构设置于支撑架的内壁中,且推杆通过限位滑槽和曲柄与从动轮之间构成可连续推送结构。
[0011]
优选的,所述冲型组件包括气筒、活塞杆、冲型板、导流管、增压筒和活塞头,所述气筒的内腔垂直设置有活塞杆,且活塞杆的底部固定安装有冲型板,所述气筒的内腔上方设置有导流管,且导流管的一端横穿增压筒的顶部,所述增压筒的内腔中设置有活塞头。
[0012]
优选的,所述活塞头的顶部与推杆的顶部端部之间为卡合固定连接,且冲型板呈方形结构底部表面设置有卡环平面造型结构条,所述导流管两端分别与气筒与增压筒之间为紧密固定连接,且冲型板通过气筒与活塞头和推杆之间构成可下冲结构。
[0013]
优选的,所述折叠组件包括上夹块、连接杆、折叠杆、中心轴、下夹块、冲头、凸钮、调节组件和折弯板,所述上夹块的两侧表面对称设置有连接杆,且连接杆的底部设置有折叠杆,所述折叠杆的交叉连接处安装有中心轴,且折叠杆的两端与下夹块的两侧相连接,所述上夹块的底部中心线设置有冲头,且上夹块的外侧表面设置有凸钮,所述凸钮的底部横穿上夹块的内部连接有调节组件,且调节组件的一端与折弯板相连接。
[0014]
优选的,所述上夹块与下夹块之间为垂直对称结构,且上夹块与下夹块两侧夹块呈相互啮合状,所述中心轴的一端横穿折叠杆嵌入于支撑架的内部中,且下夹块的两侧与折叠杆之间为活动连接,所述下夹块通过折叠杆和连接杆与上夹块之间构成可开合结构。
[0015]
本发明提供了一种刹车片用三角卡簧具有同步定位折弯的加工生产设备,具备以下有益效果:1.本发明通过将冲型组件和折叠组件设置于支撑架的右侧表面,通过冲型组件的设置,从而便于对铁片的表面冲压出卡簧的平面形状结构,避免折叠组件对铁片进行折叠时铁片连接在一起造成折叠失败,同时通过折叠组件的上夹块和下夹块的设置,便于对铁片卡簧的卡脚进行折弯,同时将冲头设置于上夹块的底部,从而便于在对卡簧折弯的同时对其方形底部进行冲孔,从而避免在卡簧加工后转移到别的设备中对卡簧进行冲孔,从而有利于形成自动化加工减少人力成本。
[0016]
2.本发明通过将支撑架的左侧内腔设置有滚轮组,通过滚轮组横向上下交错设置,从而便于拉动铁片穿过滚轮组进入到支撑块下方的导流槽中,从而有利于铁片卷通过滚轮组将贴片拉平进入到压持滚轮和传送滚轮之间的间隙中,并且将支撑横杆对称设置于压持滚轮的两侧,通过支撑横杆c字形结构的设置,便于支撑横杆两端横穿支撑块两侧设置的调节槽中,同时通过调节螺母的设置,便于通过旋转调节螺母对压持滚轮进行调节,从而有利于调节贴片表面的压力。
[0017]
3.本发明通过将传送滚轮和从动轮分别与传送组件相连接,通过将两个同步轮纵向设置于控制电机的输出端上,从而便于带动同步轮同步旋转,同时通过同步轮和同步带的设置,从而便于分别对传送滚轮和从动轮进行操控,从而有利于使传送滚轮和从动轮的
转速保持一致,使冲型组件配合传送滚轮的速度对铁片表面进行冲型。
[0018]
4.本发明通过将将活塞头与推杆之间相连接,通过将活塞头设置于增压筒的内腔中,从而便于活塞头在增压筒的内腔中向上移动时,将气体通过导流管传递到气筒中,从而通过气筒的气压变化对活塞杆开始下压,从而使活塞杆带动冲型板开始向下移动,从而有利于对铁片的表面尽心压下冲出卡簧平面结构形状。
[0019]
5.本发明通过将连接杆上下两端分别与上夹块和折叠杆之间相连接,通过上夹块和连接杆的设置,从而便于对折叠杆一端产生一个向下的作用,同时通过中心轴的设置,从而便于折叠杆以中心轴为中心折叠时对下夹块产生一个向上的作用力,使上夹块与下夹块之间开始闭合,从而有利于对铁片支脚进行折弯。
附图说明
[0020]
图1为本发明一种刹车片用三角卡簧具有同步定位折弯的加工生产设备正面顺时针旋转九十度结构示意图;图2为本发明一种刹车片用三角卡簧具有同步定位折弯的加工生产设备俯视顺时针旋转九十度结构示意图;图3为本发明一种刹车片用三角卡簧具有同步定位折弯的加工生产设备支撑块立体结构示意图;图4为本发明一种刹车片用三角卡簧具有同步定位折弯的加工生产设备冲型组件内部体结构示意图;图5为本发明一种刹车片用三角卡簧具有同步定位折弯的加工生产设备折叠组件侧面结构示意图;图6为本发明一种刹车片用三角卡簧具有同步定位折弯的加工生产设备卡簧结构示意图。
[0021]
图中:1、底部支架;2、插座;3、支撑架;4、滚轮组;5、支撑块;6、压持滚轮;7、支撑横杆;8、调节螺母;9、传送滚轮;10、传动组件;1001、控制电机;1002、同步轮;1003、同步带;11、从动轮;12、曲柄;13、推杆;14、滑块;15、限位滑槽;16、冲型组件;1601、气筒;1602、活塞杆;1603、冲型板;1604、导流管;1605、增压筒;1606、活塞头;17、支撑板;18、双轴气压缸;19、连接管;20、气缸;21、折叠组件;2101、上夹块;2102、连接杆;2103、折叠杆;2104、中心轴;2105、下夹块;2106、冲头;2107、凸钮;2108、调节组件;2109、折弯板。
具体实施方式
[0022]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
[0023]
在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上;术语“上”、“下”、“左”、“右”、“内”、“外”、“前端”、“后端”、“头部”、“尾部”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制,此外,术语“第一”、“第二”、“第三”等仅用于描述目的,而不能理解为指示或暗示相对重要性。
[0024]
在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
[0025]
请参阅图1至图6,本发明提供一种技术方案:一种刹车片用三角卡簧具有同步定位折弯的加工生产设备,包括底部支架1,底座支架1的左侧上方安装有插座2,支撑架3的上方表面右侧安装有支撑块5,支撑块5呈两块相对立至于支撑架3的表面之间为焊接固定连接,且支撑架3的左侧内腔中呈横向上下交错对称安装有滚轮组4,支撑块5的底部和支撑架3之间横向水平设置有提条铁片导流槽,其导流槽宽度与高于和铁片宽度高毒性相吻合,这样这设置的作用是通过将支撑架3的左侧内腔设置有滚轮组4,通过滚轮组4横向上下交错设置,从而便于拉动铁片穿过滚轮组4进入到支撑块5下方的导流槽中,从而有利于铁片卷通过滚轮组4将贴片拉平进入到压持滚轮6和传送滚轮9之间的间隙中。
[0026]
且支撑块5的两壁内侧设置压持滚轮6,压持滚轮6的两侧中心轴对称安装有支撑横杆7,且支撑横杆7呈c字形结构两侧支杆横向水平横穿支撑块5的调节槽中,支撑横杆7的纵向垂直杆体中部外侧安装有调节螺母8,且压持滚轮6通过支撑横杆7与调节螺母8之间构成可上下调节结构,这样设置的作用是通过将支撑横杆7对称设置于压持滚轮6的两侧,通过支撑横杆7c字形结构的设置,便于支撑横杆7两端横穿支撑块5两侧设置的调节槽中,同时通过调节螺母8的设置,便于通过旋转调节螺母8对压持滚轮6进行调节,从而有利于调节贴片表面的压力。
[0027]
压持滚轮6的垂直线下方安装有传送滚轮9,且传送滚轮9的一侧端部与传动组件10相连接,传动组件10包括控制电机1001、同步轮1002和同步带1003,且控制电机1001的输出端上安装有同步轮1002,同步轮1002的上方设置有同步带1003,同步轮1002呈两个纵向设置于控制电机1001的输出端上,且同步轮1002的上方各设置有一条同步带1003与传送滚轮9和从动轮11之间相连接,传送滚轮9和从动轮11分别通过同步带1003和同步轮1002与控制电机1001之间构成可同步旋转结构,这样设置的作用是通过将两个同步轮1002纵向设置于控制电机1001的输出端上,通过两个同步轮1002和同步带1003的设置,从而便于分别对传送滚轮9和从动轮11进行操控,从而有利于使传送滚轮9和从动轮11的转速保持一致。
[0028]
支撑架3的内腔中心线右侧设置有从动轮11,且从动轮11的中心轴上连接有曲柄12,曲柄12的一端设置有推杆13,推杆13呈两段式结构,其连接处通过固定插销相固定于滑块14的表面,且滑块14的底部嵌入设置于限位滑槽15的内腔中,限位滑槽15呈垂直结构设置于支撑架3的内壁中,且推杆13通过限位滑槽15和曲柄12与从动轮11之间构成可连续推送结构,这样设置的作用是通过将推杆13两段化设置,通过将推杆13底部与曲柄12的设置,从而便于曲柄12旋转时带动推杆13向上移动,同时通过滑块14和限位滑槽15的设置,从而便于保持推杆13呈垂直上下运动。
[0029]
且推杆13的上方端部垂直连接于冲型组件16内腔中,气筒1601的内腔垂直设置有活塞杆1602,且活塞杆1602的底部固定安装有冲型板1603,气筒1601的内腔上方设置有导流管1604,且导流管1604的一端横穿增压筒1605的顶部,增压筒1605的内腔中设置有活塞头1606,活塞头1606的顶部与推杆13的顶部端部之间为卡合固定连接,且冲型板1603呈方形结构底部表面设置有卡环平面造型结构条,导流管1604两端分别与气筒1601与增压筒
1605之间为紧密固定连接,且冲型板1603通过气筒1601与活塞头1606和推杆13之间构成可下冲结构,这样设置的作用是通过将活塞头1606与推杆13之间相连接,通过将活塞头1606设置于增压筒1605的内腔中,从而便于活塞头1606在增压筒1605的内腔中向上移动时,将气体通过导流管1604传递到气筒1601中,从而通过气筒1601的气压变化对活塞杆1602开始下压,从而使活塞杆1602带动冲型板1603开始向下移动,从而有利于对铁片的表面尽心压下冲出卡簧平面结构形状。
[0030]
冲型组件16的右侧安装有支撑板17,且支撑板17的内腔顶部设置有双轴气压缸18,双轴气压缸18的两侧表面对称安装有连接管19,且连接管19的一端连接于气缸20的两侧,气缸20的底部设置有折叠组件21,上夹块2101的两侧表面对称设置有连接杆2102,且连接杆2102的底部设置有折叠杆2103,折叠杆2103的交叉连接处安装有中心轴2104,且折叠杆2103的两端与下夹块2105的两侧相连接,上夹块2101的底部中心线设置有冲头2106,且上夹块2101的外侧表面设置有凸钮2107,凸钮2107的底部横穿上夹块2101的内部连接有调节组件2108,且调节组件2108的一端与折弯板2109相连接,上夹块2101与下夹块2105之间为垂直对称结构,且上夹块2101与下夹块2105两侧夹块呈相互啮合状,中心轴2104的一端横穿折叠杆2103嵌入于支撑架3的内部中,且下夹块2105的两侧与折叠杆2103之间为活动连接,下夹块2105通过折叠杆2103和连接杆2102与上夹块2101之间构成可开合结构,这样设置的作用是通过将连接杆2102上下两端分别与上夹块2101和折叠杆2103之间相连接,通过上夹块2101和连接杆2102的设置,从而便于对折叠杆2103一端产生一个向下的作用,同时通过中心轴2104的设置,从而便于折叠杆2103以中心轴2104为中心折叠时对下夹块2105产生一个向上的作用力,使上夹块2101与下夹块2105之间开始闭合,从而有利于对铁片支脚进行折弯。
[0031]
综上所述该一种刹车片用三角卡簧具有同步定位折弯的加工生产设备,使用时先将铁片卷插入插座2中,随后拉动铁片穿过滚轮组4进入到支撑块5下方的导流槽中,随后通过旋转调节螺母8使压持滚轮6通过支撑横杆7对铁片的压力进行调节,这是传送滚轮9便通过传动组件10提供的动力输出开始旋转,将贴片传递到冲型组件16的下方,这时从动轮11通过传动组件10带动曲柄12开始旋转,而推杆13则跟随曲柄12顺着限位滑槽15开始垂直上下运动,这样便带动活塞头1606在增压筒1605中上下移动,使气体顺着导流管1604进入到气筒1601的内腔中使活塞杆1602带动冲型板1603对铁片的表面冲出卡簧平面形状,当冲形完成后铁片进入到折叠组件21之间,通过双轴气压缸18对气缸20内冲压时起上夹块2101开始下降,这是下夹块2105则通过折叠杆2103和连接杆2102的设置,使其折叠杆2103受到连接杆2102产生的压力时,使折叠杆2103围绕中心轴2104开始旋转带动下夹块2105向上升起,从而上夹块2101和下夹块2105的开始闭合对卡簧进行折弯,同时通过凸钮2107和调节组件2108的设置,从而便于卡簧卡脚按压凸钮2107使,带动调节组件2108使折弯板2109向内折叠,从而使卡簧卡脚弯折呈u字形结构,当卡簧加工完成后随着铁片移出支撑架3的表面,这样便完成了一种刹车片用三角卡簧具有同步定位折弯的加工生产设备的生产过程。
[0032]
以上所述仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips