
 商标分类
商标分类  商标转让
商标转让 
等静压加压装置、干袋式等静压机及等静压压制方法与流程
 2021-01-29 15:01:30|
2021-01-29 15:01:30| 254|
254| 起点商标网
起点商标网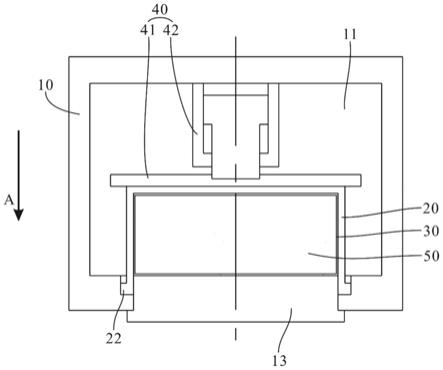
[0001]
本发明涉及等静压成型技术领域,尤其涉及一种等静压加压装置、干袋式等静压机及等静压压制方法。
背景技术:
[0002]
目前,等静压机在磁性材料、陶瓷、硬质合金、高温耐火材料、稀土永磁材料等方面具有广泛应用,等静压机使用油、水或气体等介质,将各向相同的压强作用于物体表面,可使成型工件密度高而均匀、烧结收缩均匀且便于加工;等静压机按照成型方式不同,可分为湿袋法和干袋法,其中,干袋法是将待成型粉末装入干袋中,干袋与高压腔之间密封,然后对干袋和高压腔之间的介质加压进而使粉末在干袋中成型,其中,该粉末可以直接装入干袋中,或者,该粉末先装入橡胶模具中,将橡胶模具放入干袋内。
[0003]
然而,发现,上述方案中,在压制片状或块状制品的干袋式等静压机中,该干袋或橡胶模具的厚度和硬度对压制产品造成影响。例如,当干袋或橡胶模具较厚、较硬时,压制产品的形状虽然较规整,但在卸荷阶段,该压制产品存在被干袋或橡胶模具与粉末压型之间的摩擦力拉断的风险;为了减小上述摩擦力的影响,当干袋或橡胶模具较薄、较软时,在加压压制阶段,该较薄较软的干袋或橡胶模具的形状又会在压强作用下呈现随机性,进而使得该粉末压型的形状呈现随机性。也就是说,现有的干袋式等静压机中,如何使用较薄较软的干袋或模具,又可以使压制产品的形状规整成为一个亟待解决的问题。
技术实现要素:
[0004]
本申请实施例提供一种等静压加压装置、干袋式等静压机及等静压压制方法,其中,该等静压加压装置包括高压腔体,该高压腔体具有高压处理室,在高压处理室内设有干袋单元和辅助成型件,其中,该高压腔体具有沿第一方向的第一端和第二端,该干袋单元的第一端装设于高压腔体的第一端,干袋单元用于装载待成型粉末,干袋单元和高压腔体之间用于装载等静压介质,然后,该辅助成型件用于抵接在干袋单元的第二端,并且,当该等静压介质对待成型粉末等静压加压时,该辅助成型件沿第一方向挤压干袋单元的第二端,从而使得待成型粉末等静压加压后呈预定的形状;
[0005]
也就是说,在等静压加压过程中,并且在待成型粉末失去流动性之前,本申请实施例中的辅助成型件通过挤压干袋单元使得待成型粉末被调整成目标压型的形状,减少了压制产品的形状呈现的随机性;从而解决了当干袋或橡胶模具较薄较软时导致的压制产品形状呈现随机性的技术问题,实现了减少压制产品的形状呈现的随机性,可以灵活调整待成型粉末压制的形状并且使压制产品不易断裂的技术效果。
[0006]
本申请实施例提供了一种等静压加压装置,所述等静压加压装置应用于等静压机,所述等静压加压装置包括:
[0007]
高压腔体,所述高压腔体具有沿第一方向的第一端和第二端,所述高压腔体内部形成高压处理室;
[0008]
干袋单元,所述干袋单元置于所述高压处理室,并且沿所述第一方向,所述干袋单元的第一端装设于所述高压腔体的第一端;
[0009]
辅助成型单元,所述辅助成型单元包括设于所述高压处理室的辅助成型件;
[0010]
其中,所述干袋单元用于装载待成型粉末,所述干袋单元和所述高压腔体之间用于装载等静压介质,并且,所述辅助成型件用于抵接所述干袋单元的第二端,以使在所述等静压介质对所述待成型粉末等静压加压时,所述辅助成型件沿所述第一方向挤压所述干袋单元的第二端。
[0011]
本公开实施例中,所述辅助成型单元包括动力单元,所述动力单元驱动所述辅助成型件沿所述第一方向伸缩,以使所述辅助成型件沿所述第一方向挤压所述干袋单元;其中,所述动力单元设于所述高压处理室内,或者,所述动力单元设于所述高压腔体外侧。
[0012]
本公开实施例中,所述辅助成型单元包括弹性件,所述弹性件的一端装设于所述高压处理室,所述弹性件的另一端连接所述辅助成型件,以使所述辅助成型件沿所述第一方向挤压所述干袋单元。
[0013]
本公开实施例中,所述高压腔体的第一端设有第一开口;对应所述第一开口,所述干袋单元的第一端设有第二开口,所述第二开口端部嵌入所述第一开口端部,以使所述干袋单元的第一端装设于所述高压腔体的第一端。
[0014]
本公开实施例中,所述高压腔体包括封板单元,所述封板单元用于封闭所述第一开口;所述待成型粉末从所述第一开口和所述第二开口装入所述干袋单元。
[0015]
本公开实施例中,所述等静压装置还包括:
[0016]
模具单元,所述模具单元内套于所述干袋单元,所述模具单元用于装载所述待成型粉末。
[0017]
本公开实施例中,所述辅助成型件上设有介质流通结构,以使在所述辅助成型件抵接于所述干袋单元的第二端时,所述等静压介质接触所述干袋单元的第二端。
[0018]
本公开实施例中,所述介质流通结构为渗透通孔;和/或,
[0019]
所述介质流通结构为凹凸状结构,所述凹凸状结构设于所述辅助成型件朝向所述干袋单元的一侧。
[0020]
本申请还公开一种干袋式等静压机,所述干袋式等静压机包括加压装置,所述加压装置为上述的等静压加压装置。
[0021]
本申请还公开一种等静压压制方法,所述等静压压制方法应用于如上述的等静压加压装置,其中,所述等静压压制方法包括:
[0022]
在对待成型粉末进行等静压加压时,控制辅助成型件抵接于干袋单元的第二端,并沿第一方向挤压所述干袋单元。
[0023]
本申请实施例中提供的一个或多个技术方案,至少具有如下技术效果或优点:
[0024]
本申请实施例中,该等静压加压装置包括高压腔体,该高压腔体具有高压处理室,在高压处理室内设有干袋单元和辅助成型件,其中,该高压腔体具有沿第一方向的第一端和第二端,该干袋单元的第一端装设于高压腔体的第一端,干袋单元用于装载待成型粉末,干袋单元和高压腔体之间用于装载等静压介质,然后,该辅助成型件用于抵接在干袋单元的第二端,并且,当该等静压介质对待成型粉末等静压加压时,该辅助成型件沿第一方向挤压干袋单元,从而使得待成型粉末等静压加压后呈预定的形状;也就是说,在等静压加压过
程中,并且在待成型粉末失去流动性之前,本申请实施例中的辅助成型件通过挤压干袋单元使得待成型粉末被调整成目标压型的形状,减少了压制产品的形状呈现的随机性;从而解决了当干袋或橡胶模具较薄较软时导致的压制产品形状呈现随机性的技术问题,实现了减少压制产品的形状呈现的随机性,可以灵活调整待成型粉末压制的形状并且使压制产品不易断裂的技术效果。
附图说明
[0025]
图1为现有技术中当干袋单元或模具单元较厚时,在卸荷阶段,压制产品断裂的一种结构示意图。
[0026]
图2为现有技术中当干袋单元或模具单元较厚时,在卸荷阶段,压制产品断裂的另一种结构示意图。
[0027]
图3为现有技术中当干袋单元或模具单元较薄时,压制产品被等静压加压后形状呈随机性的一种结构示意图。
[0028]
图4为本申请实施例中所述等静压加压装置的结构示意图。
[0029]
图5为本申请实施例中所述辅助成型件挤压所述干袋单元的结构示意图。
[0030]
图6为本申请实施例中所述辅助成型单元的另一种结构示意图。
[0031]
图7为本申请实施例中所述第一开口朝上的结构示意图。
[0032]
图8为本申请实施例中所述凹凸状结构的结构示意图。
[0033]
图9为本申请实施例中所述等静压压制方法的流程示意图。
[0034]
附图标记
[0035]
10-高压腔体,11-高压处理室,12-第一开口,13-封板单元,
[0036]
20-干袋单元,21-第二开口,22-安装凸缘,
[0037]
30-模具单元,
[0038]
40-辅助成型单元,41-辅助成型件,42-动力单元,43-弹性件,44-凹凸状结构,
[0039]
50-待成型粉末。
[0040]
a-第一方向。
具体实施方式
[0041]
为了更好的理解上述技术方案,下面将结合说明书附图以及具体的实施方式对上述技术方案进行详细的说明。
[0042]
概述
[0043]
干袋式等静压机通常包括高压腔体10,在该高压腔体10的高压处理室设有干袋单元20,在干袋单元和高压腔体之间装有等静压介质,该等静压介质可以为液体介质或气体介质,然后,待成型粉末直接装入干袋单元20,或者,待成型粉末首先装入模具单元,模具单元再装入干袋单元;再对高压腔体内的等静压介质加压进而使待成型粉末在干袋或模具单元中成型,从而完成等静压成型。
[0044]
然而,在实际应用中发现,该干袋单元或模具单元对压制产品的压制成功率造成影响;例如当该干袋单元或模具单元较厚较硬时,在卸荷阶段,参看图1、2,该压制产品存在被干袋单元或模具单元与粉末压型之间的摩擦力拉断的风险;或者,为了减小上述摩擦力
的影响,当干袋单元或模具单元较薄、较软时,在加压压制阶段,该较薄较软的干袋单元或模具单元的形状又会在等静压介质的作用下呈现随机性,例如参看图3,进而使得该粉末压型的形状呈现随机性。
[0045]
针对上述问题,本申请实施例公开了一种等静压加压装置,该等静压加压装置应用于等静压机,该等静压加压装置包括高压腔体10、干袋单元20和辅助成型单元40;其中,高压腔体10具有沿第一方向的第一端和第二端,高压腔体10内部形成高压处理室11;该干袋单元20置于该高压处理室11,并且沿第一方向,该干袋单元20的第一端装设于高压腔体10的第一端;该辅助成型单元40包括设于高压处理室11的辅助成型件41;其中,干袋单元20用于装载待成型粉末50,干袋单元20和高压腔体10之间用于装载等静压介质,并且,辅助成型件41用于抵接干袋单元20的第二端,以使在等静压介质对待成型粉末50等静压加压时,该辅助成型件41沿上述第一方向挤压干袋单元20的第二端。
[0046]
具体的,参看图4,该高压腔体的高压处理室内部设有等静压介质,该等静压介质可为液体介质或气体介质,然后,该干袋单元置于高压处理室,并且,该干袋单元的第一端装设于高压腔体的第一端,然后,沿第一方向(图4中a方向),在干袋单元的第二端设有辅助成型件,该辅助成型件用于抵接在干袋单元的第二端;这样,当高压腔体通过等静压介质对干袋内的待成型粉末等静压加压时,该辅助成型件沿第一方向挤压干袋单元的第二端。
[0047]
即,能够理解,等静压加压时并且在该待成型粉末失去流动性之前,该辅助成型件对干袋单元施加压力,施加的该压力可保证干袋单元内的待成型粉末呈预定的形状,然后,随着等静压过程的进行,待成型粉末即保持该预定的形状失去流动性并被等静压压制成型,从而能够减少由于干袋单元较薄时导致的压制产品形状呈现随机性的问题出现。
[0048]
本实施例中,该辅助成型件作用于干袋单元的时间是叠加在等静压加压过程中的;即,在等静压加压过程中、并且在待成型粉末由于等静压作用而失去流动性之前,该辅助成型件作用于干袋单元,并且干袋单元的第二端受到挤压从而能够辅助干袋内的待成型粉末呈预定的形状;然后,随着等静压过程的进行,在待成型粉末保持该预定形状的情况下,待成型粉末由于等静压作用逐渐失去流动性,最终待成型粉末保持该预定形状被等静压压制成型;可理解的,该辅助成型件可在等静压开始前作用于干袋单元,或者,该辅助成型件可略晚于等静压作用于干袋单元,再或者,该辅助成型件可与等静压过程同时作用于干袋单元。
[0049]
此外,可理解的,本实施例中,该干袋单元20装载待成型粉末50,该待成型粉末50可直接装载在干袋单元20内,或者,参看图4,该待成型粉末50可首先装入模具单元30,然后将该模具单元30内套于干袋单元20中。
[0050]
此外,可理解的,本实施例中,该辅助成型件例如为平板状,或者,根据实际需要,该辅助成型件呈一定弧度的曲面板状,再或者,根据实际需要,该辅助成型件还可为其它设定的形状。
[0051]
方便理解的,本实施例中,该干袋单元和高压腔体之间的空间用于装载等静压介质,即,在等静压开始前,需要在干袋单元和高压腔体之间注入等静压介质,然后,在不需要等静压加压期间,可以将等静压介质抽出;
[0052]
该干袋单元用于装载待成型粉末,其中,如上所述,该待成型粉末可以直接装入干袋单元,或者,该待成型粉末首先装入模具单元,然后将模具单元装入干袋单元;
[0053]
该辅助成型件用于抵接干袋单元的第二端,即,例如在等静压加压前,该辅助成型件与干袋单元的第二端不接触,然后,在等静压过程中,该辅助成型件沿上述第一方向靠向并抵接该干袋单元的第二端,从而挤压该干袋单元。
[0054]
本申请实施例中,该等静压加压装置包括高压腔体,该高压腔体具有高压处理室,在高压处理室内设有干袋单元和辅助成型件,其中,该高压腔体具有沿第一方向的第一端和第二端,该干袋单元的第一端装设于高压腔体的第一端,干袋单元用于装载待成型粉末,干袋单元和高压腔体之间用于装载等静压介质,然后,该辅助成型件用于抵接在干袋单元的第二端,并且,当该等静压介质对待成型粉末等静压加压时,该辅助成型件沿第一方向挤压干袋单元,从而使得待成型粉末等静压加压后呈预定的形状;也就是说,在等静压加压过程中,并且在待成型粉末失去流动性之前,本申请实施例中的辅助成型件通过挤压干袋单元使得待成型粉末被调整成目标压型的形状,减少了压制产品的形状呈现的随机性;从而解决了当干袋或橡胶模具较薄较软时导致的压制产品形状呈现随机性的技术问题,实现了减少压制产品的形状呈现的随机性,可以灵活调整待成型粉末压制的形状并且使压制产品不易断裂的技术效果。
[0055]
一种可能实施方式中,该辅助成型单元40包括动力单元42,动力单元42驱动辅助成型件41沿第一方向伸缩,以使辅助成型件41沿第一方向挤压干袋单元20;其中,该动力单元42设于高压处理室11,或者,该动力单元42设于高压腔体10外侧。
[0056]
本实施例中,该辅助成型单元为一种主动控制单元,具体的,参看图4、5,该辅助成型单元包括动力单元,该动力单元例如可为气缸、液缸或动力电机等,然后该动力单元连接辅助成型件,并驱动该辅助成型件沿第一方向伸缩移动,这样,通过对辅助成型件的主动控制即可使该辅助成型件用于抵接干袋单元的第二端。
[0057]
其中,该动力单元可设于高压处理室内部,如图4所示,或者,可理解的,该动力单元还可设在高压腔体外侧。
[0058]
其中,该动力单元驱动辅助成型件的伸缩可按照预定行程控制,该预定行程例如可为与时间或者高压处理室的内部压强二者中的任意一种或者任意两种相关的函数。
[0059]
一种可能实施方式中,该辅助成型单元40包括弹性件43,弹性件43的一端装设于高压处理室11,弹性件43的另一端连接辅助成型件41,以使辅助成型件41沿第一方向挤压干袋单元20。
[0060]
本实施例中,该辅助成型单元为一种被动控制单元,具体的,参看图6,该辅助成型单元包括弹性件,例如弹簧等,然后,该弹簧的一端设于高压处理室的内壁,该弹簧的另一端连接辅助成型件,并且,当干袋单元装入待成型粉末后,该辅助成型件抵接在干袋单元的第二端,该弹性件呈压缩状态,这样,通过弹性件的弹性力即可使该辅助成型件用于抵接干袋单元的第二端,进而对干袋单元施加挤压力的作用。
[0061]
可理解的,该弹性件还可连接有锁止机构,通过锁止机构的开闭来控制弹性件的弹性力作用于辅助成型件。
[0062]
一种可能实施方式中,该高压腔体10的第一端设有第一开口12;对应第一开口12,干袋单元20的第一端设有第二开口21,第二开口21端部嵌入第一开口12端部,以使干袋单元20的第一端装设于高压腔体10的第一端。
[0063]
参看图5,例如可在高压腔体第一端设置第一开口12,然后,干袋单元20第一端的
第二开口21嵌入该第一开口12端部,等静压介质介于干袋单元20和高压腔体10之间;这样,能够理解,可从该第一开口将待成型粉末或装载有待成型粉末的模具单元置于干袋单元内部,方便操作。
[0064]
本实施例中,该第二开口端部嵌入第一开口端部,并且,第二开口和第一开口之间应为密封设置,以防止干袋单元和高压腔体之间等静压介质的泄漏。
[0065]
一种可能实施方式中,该高压腔体10包括封板单元13,封板单元13用于封闭第一开口12;该第二开口21端部外翻有安装凸缘22或密封唇边,该安装凸缘22或密封唇边用于嵌入第一开口12;该待成型粉末50从第一开口12和第二开口21装入干袋单元20。
[0066]
本实施例中,参看图4,通过封板单元将该第一开口封闭,从而使得该高压处理室处于密封状态,这样,在对高压腔体进行加压时,通过内部等静压介质的各向同性传导,进而对干袋单元内部的待成型粉末等静压加压。
[0067]
本实施例中,该待成型粉末或装载待成型粉末的模具单元从第一开口和第二开口装入干袋单元;此外,可理解的,如图4、5所示,该第一开口可朝下设置,这样,该待成型粉末从高压腔体底端装入干袋单元,或者,如图7所示,该第一开口可朝上设置,这样,该待成型粉末从高压腔体顶端装入干袋单元;再或者,该第一开口还可朝左或右设置,即该高压腔体的第一端到第二端方向沿水平方向设置,该待成型粉末从高压腔体的左侧或右侧装入干袋单元。
[0068]
一种可能实施方式中,该辅助成型件41上设有介质流通结构,以使在辅助成型件41抵接于干袋单元20的第二端时,该等静压介质接触干袋单元20的第二端。
[0069]
本实施例中,由于辅助成型件抵接于干袋单元的第二端,此时,为了保证等静压介质与干袋单元各处的充分接触和对干袋单元各向同性的等静压加压,该辅助成型件上设有介质流通结构,方便理解的,在辅助成型件抵接干袋单元的第二端时,该介质流通结构可使等静压介质接触干袋单元的第二端。
[0070]
一种可能实施方式中,该介质流通结构为渗透通孔;和/或,该介质流通结构为凹凸状结构44,该凹凸状结构44设于辅助成型件41朝向干袋单元20的一侧。
[0071]
具体的,在一种可能方式中,该辅助成型件设有渗透通孔,该渗透通孔例如可沿第一方向贯通辅助成型件,这样可使等静压介质接触干袋单元的第二端;或者,在另一种可能方式中,能够理解的,参看图8,该辅助成型件41朝向干袋单元20的一侧设有凹凸状结构44,该凹凸状结构44能够使等静压介质接触干袋单元20的第二端。
[0072]
本申请实施例还提供一种干袋式等静压机,该干袋式等静压机包括加压装置,该加压装置为上述的等静压加压装置。
[0073]
本申请实施例还提供一种等静压压制方法,该等静压压制方法应用于如上述的等静压加压装置,其中,参看图9,所述等静压压制方法包括:
[0074]
在对待成型粉末进行等静压加压时,控制辅助成型件抵接于干袋单元的第二端,并沿第一方向挤压所述干袋单元。
[0075]
以上结合具体实施例描述了本申请的基本原理,但是,需要指出的是,在本申请中提及的优点、优势、效果等仅是示例而非限制,不能认为这些优点、优势、效果等是本申请的各个实施例必须具备的。另外,上述公开的具体细节仅是为了示例的作用和便于理解的作用,而非限制,上述细节并不限制本申请为必须采用上述具体的细节来实现。
[0076]
本申请中涉及的器件、装置、设备、系统的方框图仅作为例示性的例子并且不意图要求或暗示必须按照方框图示出的方式进行连接、布置、配置。如本领域技术人员将认识到的,可以按任意方式连接、布置、配置这些器件、装置、设备、系统。诸如“包括”、“包含”、“具有”等等的词语是开放性词汇,指“包括但不限于”,且可与其互换使用。这里所使用的词汇“或”和“和”指词汇“和/或”,且可与其互换使用,除非上下文明确指示不是如此。这里所使用的词汇“诸如”指词组“诸如但不限于”,且可与其互换使用。
[0077]
还需要指出的是,在本申请的装置、设备和方法中,各部件或各步骤是可以分解和/或重新组合的。这些分解和/或重新组合应视为本申请的等效方案。
[0078]
提供所公开的方面的以上描述以使本领域的任何技术人员能够做出或者使用本申请。对这些方面的各种修改对于本领域技术人员而言是非常显而易见的,并且在此定义的一般原理可以应用于其他方面而不脱离本申请的范围。因此,本申请不意图被限制到在此示出的方面,而是按照与在此公开的原理和新颖的特征一致的最宽范围。
[0079]
为了例示和描述的目的已经给出了以上描述。此外,此描述不意图将本申请的实施例限制在此公开的形式。尽管以上已经讨论了多个示例方面和实施例,但是本领域技术人员将认识到其某些变型、修改、改变、添加和子组合均应包含在本发明保护的范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签:

 热门咨询
热门咨询




tips