
 商标分类
商标分类  商标转让
商标转让 
PCCP插口试压孔自动钻孔攻丝一体机及其使用方法与流程
 2021-01-29 15:01:20|
2021-01-29 15:01:20| 290|
290| 起点商标网
起点商标网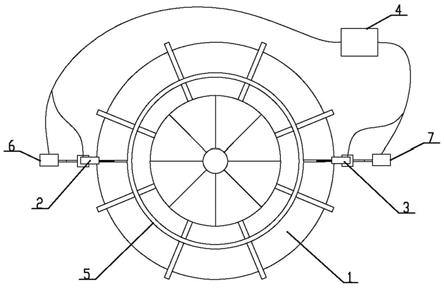
pccp插口试压孔自动钻孔攻丝一体机及其使用方法
技术领域
[0001]
本发明的pccp插口试压孔自动钻孔攻丝一体机及其使用方法属于pccp插口加工工具领域。
背景技术:
[0002]
pccp插口钢圈涨圆完成后,采用人工操作桥式起重机将插口钢圈吊至台钻工位,人工用悬臂吊将钢圈立起放置台钻上钻第一个孔,然后将插口钢圈旋转180
°
钻第二个孔,完成后人工用悬臂吊将插口钢圈放倒,人工操作桥式起重机将插口钢圈吊至存放区,采用人工用丝锥对两个孔攻丝。这种加工方法存在如下不足:在转孔时,插口钢圈是由悬臂吊吊起,插口钢圈的轴线平行于水平面,悬臂吊吊着插口钢圈进行钻孔,插口钢圈稳定性差,对工人要求高,钻孔难度较大;同时,悬臂吊吊着插口钢圈钻完第一个孔后,还要将插口钢圈旋转180
°
,进行第二个钢圈的钻孔作业,操作较为繁琐,工作效率低,加工精度不好把握;另一方面,插口钢圈在台钻上先钻孔,然后将插口钢圈平放在存放区手工进行攻丝,在这个过程中插口钢圈要移动位置和变换放置方法,钻孔和攻丝分开进行,工作效率低,人工成本高。
技术实现要素:
[0003]
本发明的目的在于提出固定牢固、稳定性好、加工难度小、加工精度高、操作便捷、工作效率高的pccp插口试压孔自动钻孔攻丝一体机及其使用方法。
[0004]
本发明的第一个目的是这样实现的:pccp插口试压孔自动钻孔攻丝一体机,包括涨圆机、第一自动钻孔攻丝一体机、第二自动钻孔攻丝一体机和控制器,涨圆机水平放置,涨圆机上固定安装有插口钢圈,在插口钢圈的两侧分别设置有用于驱动第一自动钻孔攻丝一体机沿径向前后移动的第一驱动机构、用于驱动第二自动钻孔攻丝一体机沿径向前后移动的第二驱动机构,第一驱动机构的轴线和第二驱动机构的轴线重合并穿过涨圆机的圆心,第一自动钻孔攻丝一体机的结构和第二自动钻孔攻丝的结构相同,第一自动钻孔攻丝一体机包括电钻本体、钻孔攻丝复合丝锥,钻孔攻丝复合丝锥包括前部钻头段和后部丝锥段,前部钻头段的后端与后部丝锥段的前端固定连接成一体,电钻本体的卡口夹持住后部丝锥段的后部,前部钻头段朝向插口钢圈的外壁,第一驱动机构、第二驱动机构、电钻本体分别通过电缆连接至控制器上。
[0005]
进一步的,第一驱动机构包括步进电机、丝杠、与丝杠配合形成丝杠螺母副的滑块螺母,步进电机的动力输出轴与丝杠固定连接,滑块螺母安装在丝杠上与丝杠形成丝杠螺母副,电钻本体固定安装在滑块螺母上;第二驱动机构包括步进电机、丝杠、与丝杠配合形成丝杠螺母副的滑块螺母,步进电机的动力输出轴与丝杠固定连接,滑块螺母安装在丝杠上与丝杠形成丝杠螺母副,电钻本体固定安装在滑块螺母上,步进电机分别通过电缆连接至控制器上。
[0006]
本发明的第二个目的是这样实现的:pccp插口试压孔自动钻孔攻丝一体机的使用
方法,按照下述步骤执行:步骤一,在涨圆机上进行插口钢圈的涨圆操作,插口钢圈留在涨圆机上;步骤二,通过控制器同时启动第一自动钻孔攻丝一体机、第二自动钻孔攻丝一体机;步骤三,控制器控制第一自动钻孔攻丝一体机、第二自动钻孔攻丝一体机按照第一转速正转,前部钻头段进行钻孔作业;步骤四,指定的钻孔时间结束后,控制器控制第一自动钻孔攻丝一体机、第二自动钻孔攻丝一体机按照第二转速正转,前部钻头段空转,后部丝锥段进行攻丝作业;步骤五,指定的攻丝时间结束后,控制器控制第一自动钻孔攻丝一体机、第二自动钻孔攻丝一体机按照第三转速反转,后部丝锥段退丝,前部钻头段空转;步骤六,指定的退丝时间结束后,控制器控制第一自动钻孔攻丝一体机、第二自动钻孔攻丝一体机按照第四转速反转,后部丝锥段空转,前部钻头段空转,完成退转。
[0007]
进一步的,还包括步骤七,人工操作桥式起重机将插口钢圈吊至存放区。
[0008]
进一步的,第一转速为600-1000r/min,第二转速为250-400r/min,第三转速为250-300r/min,第四转速为300-400r/min。
[0009]
由于实行上述技术方案,本发明提供的pccp插口试压孔自动钻孔攻丝一体机,插口钢圈在涨圆机上完成涨圆工序以后,直接将插口钢圈在涨圆机上进行试压孔的钻孔和攻丝操作,同时将钻孔和攻丝整合在一起,一步完成,大大简化了插口钢圈的试压孔加工工序,提高了插口钢圈试压孔加工稳定性、安全性,同时也提高了加工质量和生产效率,具有很好的经济效益和社会效益。
附图说明
[0010]
本发明的具体结构由以下的附图和实施例给出:图1是pccp插口试压孔自动钻孔攻丝一体机的俯视结构示意图;图2是第一驱动机构和第一自动钻孔攻丝一体机的俯视结构示意图;图3是第一驱动机构的俯视结构示意图;图4是第一自动钻孔攻丝一体机的俯视结构示意图。
[0011]
图例:1、涨圆机,2、第一自动钻孔攻丝一体机,3、第二自动钻孔攻丝一体机,4、控制器,5、插口钢圈,6、第一驱动机构,7、第二驱动机构,8、电钻本体,9、后部丝锥段,10、前部钻头段,11、步进电机,12、丝杠,13、滑块螺母。
具体实施方式
[0012]
本发明不受下述实施例的限制,可根据本发明的技术方案与实际情况来确定具体的实施方式。
[0013]
实施例:如图1所示,pccp插口试压孔自动钻孔攻丝一体机,包括pccp插口试压孔自动钻孔攻丝一体机,包括涨圆机1、第一自动钻孔攻丝一体机2、第二自动钻孔攻丝一体机3和控制器4,涨圆机水平放置,涨圆机上固定安装有插口钢圈5,在插口钢圈5的两侧分别设置有用于驱动第一自动钻孔攻丝一体机2沿径向前后移动的第一驱动机构6、用于驱动第二自动钻孔攻丝一体机3沿径向前后移动的第二驱动机构7,第一驱动机构6的轴线和第二驱动机构7的轴线重合并穿过涨圆机的圆心,第一自动钻孔攻丝一体机2的结构和第二自动钻孔攻丝的结构相同,第一自动钻孔攻丝一体机2包括电钻本体8、钻孔攻丝复合丝锥,钻孔攻
丝复合丝锥包括前部钻头段10和后部丝锥段9,前部钻头段10的后端与后部丝锥段9的前端固定连接成一体,电钻本体8的卡口夹持住后部丝锥段9的后部,前部钻头段10朝向插口钢圈5的外壁,第一驱动机构6、第二驱动机构7、电钻本体8分别通过电缆连接至控制器4上。本发明提供的pccp插口试压孔自动钻孔攻丝一体机,插口钢圈5在涨圆机上完成涨圆工序以后,直接将插口钢圈5在涨圆机上进行试压孔的钻孔和攻丝操作,同时将钻孔和攻丝整合在一起,一步完成,大大简化了插口钢圈5的试压孔加工工序,提高了插口钢圈5试压孔加工稳定性、安全性,同时也提高了加工质量和生产效率,具有很好的经济效益和社会效益。
[0014]
第一驱动机构6包括步进电机11、丝杠12、与丝杠12配合形成丝杠螺母副的滑块螺母13,步进电机11的动力输出轴与丝杠12固定连接,滑块螺母13安装在丝杠12上与丝杠形成丝杠螺母副,电钻本体8固定安装在滑块螺母13上;第二驱动机构7包括步进电机11、丝杠12、与丝杠12配合形成丝杠螺母副的滑块螺母13,步进电机11的动力输出轴与丝杠12固定连接,滑块螺母13安装在丝杠12上与丝杠12形成丝杠螺母副,电钻本体8固定安装在滑块螺母13上,步进电机11分别通过电缆连接至控制器4上。
[0015]
步进电机11转动带动丝杠12转动,丝杠12转动可以驱动滑块螺母13沿丝杠12移动,滑块螺母13带动电钻本体8向前移动,电钻本体8驱动钻孔攻丝复合丝锥转动,前部钻头段10在插口钢圈5上钻孔,紧接着后部丝锥段9对钻好的孔进行攻丝操作,钻孔攻丝完成后,电钻本体8反转,将钻孔攻丝复合丝锥退出。
[0016]
pccp插口试压孔自动钻孔攻丝一体机的使用方法,按照下述步骤执行:步骤一,在涨圆机上进行插口钢圈5的涨圆操作,插口钢圈5留在涨圆机上;步骤二,通过控制器4同时启动第一自动钻孔攻丝一体机2、第二自动钻孔攻丝一体机3;步骤三,控制器4控制第一自动钻孔攻丝一体机2、第二自动钻孔攻丝一体机3按照600-1000r/min的第一转速正转,前部钻头段10进行钻孔作业;步骤四,指定的钻孔时间结束后,控制器4控制第一自动钻孔攻丝一体机2、第二自动钻孔攻丝一体机3按照250-400r/min的第二转速正转,前部钻头段10空转,后部丝锥段9进行攻丝作业;步骤五,指定的攻丝时间结束后,控制器4控制第一自动钻孔攻丝一体机2、第二自动钻孔攻丝一体机3按照250-300 r/min的第三转速反转,后部丝锥段9退丝,前部钻头段10空转;步骤六,指定的退丝时间结束后,控制器4控制第一自动钻孔攻丝一体机2、第二自动钻孔攻丝一体机3按照300-400r/min的第四转速反转,后部丝锥段9空转,前部钻头段10空转,完成退转;步骤七,人工操作桥式起重机将插口钢圈5吊至存放区。
[0017]
插扣钢圈涨圆完成后,启动对称安装的第一自动钻孔攻丝一体机2、第二自动钻孔攻丝一体机3,自动进行前行、钻孔、攻丝、退出回至原位,人工操作桥式起重机将插口钢圈5吊至存放区。
[0018]
上述说明仅仅是为清楚地说明本发明所作的举例,而并非是对本发明的实施方式的限定。凡是属于本发明的技术方案所引申出的显而易见的变化或变动仍处于本发明的保护范围之列。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips