
 商标分类
商标分类  商标转让
商标转让 
一种螺柱变位焊接气动工装的制作方法
 2021-01-29 15:01:46|
2021-01-29 15:01:46| 237|
237| 起点商标网
起点商标网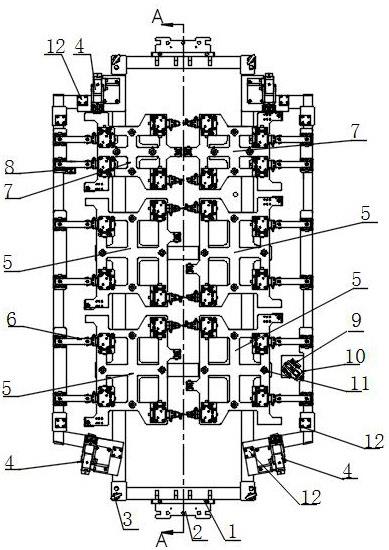
[0001]
本发明涉及焊接工装领域,尤其涉及一种螺柱变位焊接气动工装。
背景技术:
[0002]
用于汽车行业中的电池箱有六个电池模组,电池箱上需焊接螺柱,螺柱用于安装电池模组,单个模组上需要4个螺柱。现有技术焊接螺柱,采用手动焊接工装a和工装b,焊接时,先在电池箱上放入螺柱,工人再手动提起工装对准孔位装夹,插入导向销焊接。工装a重8kg,工装b重7kg,且焊接过程必须弯腰焊接,劳动强度大,焊接质量不稳定,工作效率低。
技术实现要素:
[0003]
本发明的目是解决上述技术问题,提供一种螺柱变位焊接气动工装。
[0004]
为了实现上述技术目的,达到上述的技术要求,本发明所采用的技术方案是:螺柱变位焊接气动工装,包括气路结构、机械结构,其特征在于:机械结构包括框架,所述的框架上前后两端设置有变位机连接板,框架左部从下至上依次连接有焊接a总成、焊接a总成和焊接b总成,所述焊接a总成和焊接b总成左部均连接有侧面气动压紧结构;所述焊接b总成上端框架上连接有端面气动压紧机构;所述后边的焊接a总成后面框架上连接有端面端面气动压紧机构;所述框架上还连接有若干个对工件限位的尼龙限位块;所述框架右面对称设置有焊接a总成、焊接b总成、端面气动压紧机构、侧面气动压紧结构;所述框架左面连接有对工件定位的主定位销,所述框架右面连接有对工件定位的滑动销结构;所述焊接a总成和焊接b总成上通过螺母连接有若干个导杆,导杆下部穿过框架;所述焊接b总成与焊接a总成结构相同,尺寸不同。
[0005]
优选的:所述焊接a总成包括定位板、衬套,所述定位板前后两侧分别连接有两个螺柱压紧机构,定位板前侧左端定位板下面连接有圆销结构,定位板后侧偏右下面连接有菱形销结构;所述螺柱压紧机构,包括与定位板相连接的底座,所述底座侧面竖向连接有迷你气缸qc和顶杆座,迷你气缸qc上端通过连接件a连接有顶杆,顶杆穿过顶杆座,便于顶紧需要焊接的螺柱,所述底座上还连接有手阀;所述菱形销结构包括与定位板相连接的气缸座b,气缸qb顶部通过连接件连接有菱形销;所述圆销结构包括与定位板相连接的气缸座c,气缸qb顶部通过连接件连接有圆销。
[0006]
优选的:所述端面气动压紧机构,包括与框架相连接的支撑座,所述支撑座侧面连接有气缸座a,气缸qa顶部连接有压爪座,压爪通过菱形销a与压爪座连接,所述压爪下面连接有铜块a。
[0007]
优选的:所述侧面气动压紧结构,包括与框架相连接的气缸qd,所述气缸qd顶部通过连接件c连接有压板,压板另一端通过螺钉连接有铜压头,铜压头上面与压板之间螺钉上套设有弹簧;优选的:所述铜压头设置在顶杆座上顶杆孔的正上方。
[0008]
优选的:所述框架左部最前面的侧面气动压紧结构中的气缸qd设置为右旋压紧气
缸,其余五个侧面气动压紧结构中的气缸qd设置为左旋压紧气缸;所述框架右部最前面的侧面气动压紧结构中的气缸qd设置为左旋压紧气缸,其余五个侧面气动压紧结构中的气缸qd设置为右旋压紧气缸。
[0009]
优选的:所述气路结构包括气源处理单元、第一管路、第一管路连接有端面压紧工件气路结构、侧面压紧工件气路结构、菱形销、圆销顶紧工件气路结构、顶紧螺柱气路结构。
[0010]
优选的:所述端面压紧工件气路结构,包括进口端与第一管路相通的减压阀,减压阀出口与三位五通电磁阀的进口相通,三位五通电磁阀出口连接有第二管路和第三管路,所述第二管路通过气管与若干个气缸qa的a腔相连接,气管上还连接有节流排气阀;所述第三管路通过气管与若干个气缸qa的b腔相连接,气管上还连接有节流排气阀;所述侧面压紧工件气路结构与端面压紧工件气路结构相同。
[0011]
优选的:所述菱形销、圆销顶紧工件气路结构,包括进口端与第一管路相连通的三位五通电磁阀,三位五通电磁阀出口连接有第六管路和第七管路,所述第六管路通过气管与若干个气缸qb的a腔相连接,气管上还连接 有节流排气阀;所述第七管路通过气管与若干个气缸qb的b腔相连接,气管上还连接有节流排气阀。
[0012]
优选的:所述顶紧螺柱气路结构,包括进口端与第一管路相连通的三位五通电磁阀,三位五通电磁阀出口连接有第八管路和第九管路,所述第八管路通过气管与若干个迷你气缸qc的a腔相连接,气管上还连接有手动阀;所述第九管路通过气管与若干个迷你气缸qc的b腔相连接,气管上还连接有手动阀。
[0013]
优选的:所述第一管路(15)、第二管路、第三管路、第四管路、第五管路、第六管路、第七管路、第八管路、第九管路及气管上套设有耐高温套管 ;所述气源处理单元、减压阀、三位五通电磁阀、手动阀、节流排气阀与程序控制器由导线相连。
[0014]
与传统结构相比,本发明的有益效果:结构新颖巧妙,通过气动工装压紧工件,自动化程度高,变位焊接,操作方便,大幅度降低了劳动强度,提高了工作效率和焊接质量,降低了生产成本。
附图说明
[0015]
图1为本发明结构示意图;图2为图1中a-a剖视图;图3为本发明中端面气动压紧机结构示意图;图4为本发明中焊接a总成结构示意图;图5为本发明中侧面气动压紧结构示意图;图6为本发明气路结构示意图;图7为本发明端面压紧工件气路结构;图8为本发明侧面压紧工件气路结构;图9为本发明菱形销、圆销顶紧工件气路结构;图10为本发明顶紧螺柱气路结构;在图中:1.框架,2. 变位机连接板,3. 吊环螺钉,4. 端面气动压紧机构,41.气缸qa,42.支撑座,43. 压爪座,44.压爪,45.压板,46.铜块a,47.菱形销a,48.气缸座a,5. 焊接a
总成,51.定位板,52.衬套,53.螺柱压紧机构,531.底座,532.顶杆座,533.顶杆,534.连接件a,535. 迷你气缸qc,536.手阀,54. 菱形销结构,541.限位销,542.气缸座b,543.气缸qb,544. 菱形销结构,55.圆销结构,552.连接件b,553.导套b,554.圆销,555.气缸座c,6.侧面气动压紧结构,61.气缸qd,62.连接件c,63.铜压头,64.螺母,65.弹簧,66.压板,67.螺钉,7. 焊接b总成,8.主定位销,9.圆柱销,10.滑动销结构,11.导杆,12.尼龙限位块,14.气源处理单元,141. 空气过滤器,142.减压器,143. 油雾器,15.第一管路,16.端面压紧工件气路结构,161.减压阀,162.三位五通电磁阀,163. 第二管路,164. 第三管路,165.节流排气阀, 17.侧面压紧工件气路结构,171. 第四管路,172. 第五管路,18.菱形销、圆销顶紧工件气路结构,181. 第六管路,182. 第七管路,19.顶紧螺柱气路结构,191. 第八管路,192. 第九管路。
具体实施方式
[0016]
下面对本发明发明作进一步说明。
[0017]
参照附图,一种螺柱变位焊接气动工装,包括气路结构、机械结构,其特征在于:机械结构包括框架1,所述的框架1上前后两端设置有变位机连接板2,框架1左部从下至上依次连接有焊接a总成5、焊接a总成5和焊接b总成7,所述焊接a总成5和焊接b总成7左部均连接有侧面气动压紧结构6;所述焊接b总成7上端框架1上连接有端面气动压紧机构4;所述后边的焊接a总成5后面框架1上连接有端面端面气动压紧机构4;所述框架1上还连接有若干个对工件限位的尼龙限位块12;所述框架1右面对称设置有焊接a总成5、焊接b总成7、端面气动压紧机构4、侧面气动压紧结构6;所述框架1左面连接有对工件定位的主定位销8,所述框架1右面连接有对工件定位的滑动销结构10;所述焊接a总成5和焊接b总成7上通过螺母连接有若干个导杆11,导杆11下部穿过框架1;所述焊接b总成7与焊接a总成5结构相同,尺寸不同。
[0018]
本优选实施例中,所述焊接a总成5包括定位板51、衬套52,所述定位板51前后两侧分别连接有两个螺柱压紧机构53,定位板51前侧左端定位板51下面连接有圆销结构55,定位板51后侧偏右下面连接有菱形销结构54;所述螺柱压紧机构53,包括与定位板51相连接的底座531,所述底座531侧面竖向连接有迷你气缸qc535和顶杆座532,迷你气缸qc535上端通过连接件a534连接有顶杆533,顶杆533穿过顶杆座532,便于顶紧需要焊接的螺柱,所述底座531上还连接有手阀536;所述菱形销结构54包括与定位板51相连接的气缸座b542,气缸qb543顶部通过连接件连接有菱形销544;所述圆销结构55包括与定位板51相连接的气缸座c555,气缸qb543顶部通过连接件连接有圆销554。
[0019]
本优选实施例中,所述端面气动压紧机构4,包括与框架1相连接的支撑座42,所述支撑座42侧面连接有气缸座a48,气缸qa41顶部连接有压爪座43,压爪44通过菱形销a47与压爪座43连接,所述压爪44下面连接有铜块a46。
[0020]
本优选实施例中,所述侧面气动压紧结构6,包括与框架1相连接的气缸qd61,所述气缸qd61顶部通过连接件c62连接有压板66,压板66另一端通过螺钉67连接有铜压头63,铜压头63上面与压板66之间螺钉67上套设有弹簧65;本优选实施例中,所述铜压头63设置在顶杆座532上顶杆孔的正上方。
[0021]
本优选实施例中,所述框架1左部最前面的侧面气动压紧结构6中的气缸qd61设置
为右旋压紧气缸,其余五个侧面气动压紧结构6中的气缸qd61设置为左旋压紧气缸;所述框架1右部最前面的侧面气动压紧结构6中的气缸qd61设置为左旋压紧气缸,其余五个侧面气动压紧结构6中的气缸qd61设置为右旋压紧气缸。
[0022]
本优选实施例中,所述气路结构包括气源处理单元14、第一管路15、第一管路15连接有端面压紧工件气路结构16、侧面压紧工件气路结构17、菱形销、圆销顶紧工件气路结构18、顶紧螺柱气路结构19。
[0023]
本优选实施例中,所述端面压紧工件气路结构16,包括进口端与第一管路15相通的减压阀161,减压阀161出口与三位五通电磁阀162的进口相通,三位五通电磁阀162出口连接有第二管路163和第三管路164,所述第二管路163通过气管与若干个气缸qa41的a腔相连接,气管上还连接有节流排气阀165;所述第三管路164通过气管与若干个气缸qa41的b腔相连接,气管上还连接有节流排气阀165;所述侧面压紧工件气路结构17与端面压紧工件气路结构16相同。
[0024]
本优选实施例中,所述菱形销、圆销顶紧工件气路结构18,包括进口端与第一管路15相连通的三位五通电磁阀162,三位五通电磁阀162出口连接有第六管路181和第七管路182,所述第六管路18通过气管与若干个气缸qb543的a腔相连接,气管上还连接 有节流排气阀165;所述第七管路182通过气管与若干个气缸qb543的b腔相连接,气管上还连接有节流排气阀165。
[0025]
本优选实施例中,所述顶紧螺柱气路结构19,包括进口端与第一管路15相连通的三位五通电磁阀162,三位五通电磁阀162出口连接有第八管路191和第九管路192,所述第八管路191通过气管与若干个迷你气缸qc535的a腔相连接,气管上还连接有手动阀193;所述第九管路192通过气管与若干个迷你气缸qc535的b腔相连接,气管上还连接有手动阀193。
[0026]
本优选实施例中,第一管路15、第二管路163、第三管路164、第四管路171、第五管路172、第六管路181、第七管路182、第八管路191、第九管路192及气管上套设有耐高温套管 ;所述气源处理单元14、减压阀161、三位五通电磁阀162、手动阀193、节流排气阀165与程序控制器由导线相连。
[0027]
本发明的焊接过程:1)摆放工件,在焊接a总成和焊接b总成的顶杆座532顶端顶孔内放入螺柱,将电池箱倒扣在焊接a总成和焊接b总成上,电池箱外周由尼龙限位块限位12,内圈由主定位销8和滑动销结构10定位;2)电池箱两端四个气缸qa41带动铜块a46压紧电池箱;3)电池箱箱内12个气缸qb543向上顶出,6个菱形销544和6 个圆销554 对电池箱箱底定位;4)24个迷你气缸qc535向上顶出,将螺柱贴紧在电池箱上;5)电池箱两侧12个气缸qd61 带动铜压头63压紧电池箱,铜压头63利于焊接过程散热;6)机器人对电池箱一端的螺柱焊接;7)变位机旋转,机器人对电池箱另一端的螺柱焊接;8)焊接完成后变位机旋转至初始位置,气缸qd松开,迷你气缸qc松开,气缸qb松开, 气
缸qa松开,一次焊接过程结束。
[0028]
本发明由程序控制各种阀和气缸动作,只需按下按钮,即可压紧工件、焊接。焊接a总成和焊接b总成上的手动阀具有自动和手动的功能,万一电池箱加工有误差,螺柱被卡住,拧一下手动阀,与手动阀相连的迷你气缸qc断气,即可手动调节螺柱位置,再夹紧螺柱。
[0029]
本发明的上述实施例,仅仅是清楚地说明本发明所做的举例,但不用来限制本发明的保护范围,所有等同的技术方案也属于本发明的范畴,本发明的专利保护范围应由各项权利要求限定。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 汽车总成

 热门咨询
热门咨询




tips