
 商标分类
商标分类  商标转让
商标转让 
一种内置式环缝焊接自动温控装置及控制系统的制作方法
 2021-01-29 15:01:21|
2021-01-29 15:01:21| 221|
221| 起点商标网
起点商标网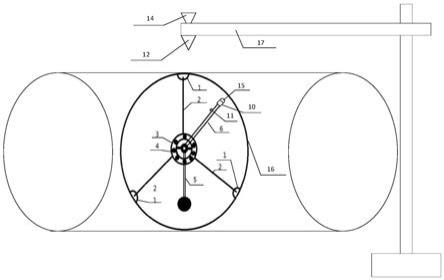
[0001]
本发明涉及一种内置式环缝焊接自动温控装置,属于石化容器智能制造领域。
背景技术:
[0002]
石化容器生产过程中焊前预热、焊接后热作为环缝焊接的主要参数,其预热、后热效果的优劣直接影响到产品的最终质量。目前我公司石化产品环缝焊接加热方式较为原始,由于焊接过程中筒体需要不停的转动,所以只能在筒体下部安放散烧喷嘴直接进行炙烤,且加热位置只能处于焊接位置的对面,造成的这种现象的结果是:
[0003]
1:热能利用率低,散烧喷嘴与焊接位置距离较远,焊缝加热并旋转到焊接位置时约60
--
70%的热量将散逸到空气中,造成大量的能源浪费。
[0004]
2:缺少温度自动控制功能,操作者在施焊过程中对焊接过程中的预热及层间温度没有直观的显示,温度控制方式非常原始。
[0005]
3:不具有自动延迟熄火功能,焊接结束后的后热过程缺少自动控制,需要操作者对整个后热过程进行监控。
[0006]
4:不具备远端控制功能,无法在开工前对产品提前进行预热,使产品整体制造效率较低。
[0007]
5:造成空气污染,加热过程中未燃尽的燃烧介质随着热气流上升,对自动焊操作者身体健康产生危害。
[0008]
6:不具备自动点火及熄火保护功能,目前点火方式皆为手工点火且设备管路上缺少燃气泄漏自动安全防护装置,生产或非生产过程中存在一定的安全隐患。
技术实现要素:
[0009]
本发明的目的是为了解决上述现有技术存在的问题,进而提供一种内置式环缝焊接自动温控装置。
[0010]
本发明的目的是通过以下技术方案实现的:
[0011]
一种内置式环缝焊接自动温控装置,包括固定环、铰链、轴承外圈、轴承内圈、垂摆装置、燃烧喷嘴支撑臂,固定环间隔相同的角度均匀分布在筒体内壁环缝附近,并通过焊接方式固定在距环缝边缘200
---
400mm处,轴承外圈与轴承内圈是一组滚珠轴承环内环和外环,固定环与轴承外圈通过铰链连接,轴承外圈与轴承内圈固定在筒体的中心位置,垂摆装置通过垂摆装置的直臂与轴承内圈进行固定,工作过程中轴承内圈跟随垂摆装置进行周向运动其运动方向与工件旋转方向相反,燃烧喷嘴支撑臂与垂摆装置之间形成钝角并通过螺栓固定在轴承内圈上。
[0012]
本发明一种内置式环缝焊接自动温控装置,所述固定环数量3个为一组,以120
°
间隔均匀分布在距筒体内壁环缝边缘200
---
400mm附近。
[0013]
本发明一种内置式环缝焊接自动温控装置,所述铰链共计3根,铰链长度可以任意调节,保证轴承外圈和轴承内圈在筒体内部中心区域。
[0014]
本发明一种内置式环缝焊接自动温控装置,所述内置式环缝焊接自动温控装置还包括燃烧喷嘴,燃烧介质通道伸入筒体内部并固定在燃烧喷嘴支撑臂上,燃烧介质通道连接的燃烧喷嘴固定在燃烧喷嘴支撑臂的顶端,燃烧喷嘴支撑臂能够根据工况自由伸缩,燃烧喷嘴距离筒体内壁的垂直距离为80~130mm。
[0015]
本发明一种内置式环缝焊接自动温控装置,所述燃烧喷嘴支撑臂与垂摆装置之间形成钝角的最优角度为135
°
和225
°
。
[0016]
本发明一种内置式环缝焊接自动温控装置,所述垂摆装置的重量保证工作过程中垂摆装置始终垂直向下。
[0017]
一种内置式环缝焊接自动温控装置的控制系统,所述控制系统包括上位机、可编程逻辑控制器、快关阀、高能点火器、紫外火焰检测器、红外在线温度检测器、电动调节阀和燃烧介质智能感应器,
[0018]
控制系统主体为外置式电控柜体,上位机、可编程逻辑控制器安装在柜体内,燃烧介质智能感应器和红外在线温度检测器设置在焊机活动支臂上,快关阀、电动调节阀设置在燃烧介质通道上,高能点火器设置在燃烧喷嘴支撑臂的顶端,燃烧介质通过燃烧介质通道连接先后到达快关阀、电动调节阀和高能点火器;
[0019]
上位机通过数据网络接收授权人远程发布的指令传送给可编程逻辑控制器,上位机同时还接受紫外火焰检测器、红外在线温度检测器、燃烧介质智能感应器反馈的数据信息;可编程逻辑控制器接收通过上位机发布的指令,并根据接收到的指令控制快关阀、电动调节阀和高能点火器;快关阀根据可编程逻辑控制器指令,执行将燃烧介质通道进行开合的指令;高能点火器接收可编程逻辑控制器的指令在燃烧喷口处点火燃烧介质;紫外火焰检测器在高能点火器执行可编程逻辑控制器的点火指令时自动侦测燃烧喷口是否点火成功,并不间断的将工作过程中燃烧喷口是否为持续工作状态传至上位机;红外在线温度检测器进行实时温度测量并将测量数据上传至上位机;电动调节阀根据可编程逻辑控制器发布的指令控制燃烧介质的流量;燃烧介质智能感应器对介质传送全区域进行实时监测,并将监测数据传至上位机。
[0020]
本发明一种内置式环缝焊接自动温控装置的控制系统,所述燃烧介质为天然气。
[0021]
本发明一种内置式环缝焊接自动温控装置及控制系统,有益效果为:
[0022]
1:本发明焊接设备能源利用率在原有基础上可以提高30%以上,每年将节省相当大一部分燃烧介质使用成本;
[0023]
2:本发明采用自动化控制,在开工前或收工后都可以自动运行,为下道工序生产提前做好生产准备,进一步提高产品生产效率;
[0024]
3:本发明具有智能检测系统,如发现燃气管线存在泄露会自动关闭截止阀并示警,保证生产或非生产过程中燃气使用安全;
[0025]
4:本发明注重清洁环保等技术方面的改进,未完全燃烧或附属有害气体沿筒体内部排至两端,为焊接操作容器者的身体健康提供进一步保障;
[0026]
5:本发明为石化环缝焊接温度控制提供了可靠的保障同时,在节能、环保、安全保障方面也都起到不可或缺的作用。
附图说明
[0027]
图1为本发明一种内置式环缝焊接自动温控装置及控制系统的主视图。
[0028]
图2为本发明一种内置式环缝焊接自动温控装置及控制系统的侧视图。
[0029]
图3为本发明一种内置式环缝焊接自动温控装置及控制系统的控制部分的框图。
[0030]
图4为本发明一种内置式环缝焊接自动温控装置及控制系统中plc及控制部分供电接线图。
[0031]
图5为本发明一种内置式环缝焊接自动温控装置及控制系统的电动调节阀的接线图。
[0032]
图6为本发明一种内置式环缝焊接自动温控装置及控制系统的高能点火器的接线图。
[0033]
图7为本发明一种内置式环缝焊接自动温控装置及控制系统的控制部分接线图。
[0034]
图8为本发明一种内置式环缝焊接自动温控装置及控制系统的快关阀接线图。
[0035]
图中附图标记有:1为固定环;2为铰链;3为轴承外圈;4为轴承内圈;5为垂摆装置;6为燃烧喷嘴支撑臂;7为上位机;8为可编程逻辑控制器;9为快关阀;10为高能点火器;11为紫外火焰检测器;12为红外在线温度检测器;13为电动调节阀;14为燃烧介质智能感应器;15为燃烧喷嘴;16为环缝;17为焊接活动支臂;18为燃烧介质管道。
具体实施方式
[0036]
下面将结合附图对本发明做进一步的详细说明:本实施例在以本发明技术方案为前提下进行实施,给出了详细的实施方式,但本发明的保护范围不限于下述实施例。
[0037]
实施例一:如图1-8所示,本实施例所涉及的一种内置式环缝焊接自动温控装置,系统组件包括:
[0038]
燃烧喷嘴固定装置主要是起连接与支撑的作用。如附图1所示燃烧喷嘴固定装置由固定环、铰链、轴承外圈、轴承内圈、垂摆装置、燃烧喷嘴支撑臂,共计六部分组成。
[0039]
固定环数量3个为一组,以120
°
间隔均匀分布在筒体内壁环缝附近。采用焊接方式形成燃烧喷嘴固定装置整体与被焊接件的有效连接。当焊接完成后,拆除固定环即可将整个装置拆除。
[0040]
铰链共计3根,用于连接固定环与轴承外圈,铰链长度可以任意调节,以确保燃烧喷嘴固定装置能够适应任意直径产品焊接过程的温控。三个铰链控制轴承外圈和轴承内圈在筒内的中间区域。
[0041]
轴承内圈与轴承外圈是一组滚珠轴承环内环和外环既能够进行相对运动又可以将各组件进行有效连接。
[0042]
垂摆装置通过垂直端与轴承内圈进行固定。轴承内圈跟随垂摆装置进行周向运动。垂摆装置始终垂直地面,垂摆装置和燃烧喷嘴支臂之间的角度是固定的,燃烧喷嘴的位置始终与地面相对静止。
[0043]
燃烧喷嘴支撑臂,用于固定燃烧喷嘴以及高能点火器。燃烧喷嘴和高能点火器固定在燃烧喷嘴支撑臂的端点处,燃烧喷嘴支撑臂能够根据工况自由伸缩,调节燃烧喷嘴与筒体内壁之前的距离为80~130mm。
[0044]
上位机负责数据库的生成,建立设备整体构架、通过数据网络(fbox)接受被授权
人远程发布的指令,并将指令发送到可编程逻辑控制器(plc),上位机通过数据网络(fbox)接收紫外火焰检测器、红外在线温度检测器、燃烧介质智能感应器反馈的数据信息,并根据相关反馈信息自动发出下一步指令。目前上位机设置工况最多可以同时控制8组固定装置,如果更改上位机主程序可扩充至控制16个固定装置,即可以同时控制多组固定装置。
[0045]
可编程逻辑控制器(plc)作为中继控制器,接受并执行上位机的指令,将指令转化成工作命令。控制快关阀的启闭、根据上位机指令调整电动调节阀的工作状态。
[0046]
快关阀接受可编程逻辑控制器(plc)指令,执行将燃烧介质通道进行开、合的指令。
[0047]
高能点火器接受可编程逻辑控制器(plc)指令将燃烧喷口处的燃烧介质点燃。
[0048]
紫外火焰检测器在高能点火器执行可编程逻辑控制器(plc)的点火指令时自动侦测燃烧喷口是否点火成功,并不间断的将工作过程中燃烧喷口是否为持续工作状态传至并将相关信息上位机。
[0049]
红外在线温度检测器进行实时温度测量将测量数据上传至上位机。
[0050]
电动调节阀根据上位机发布的指令,控制燃烧介质的流量以达到对火焰大小进行有效控制的目的。
[0051]
工作过程中燃烧介质智能感应器对介质传送全区域进行实时监测,并将监测数据传至上位机。
[0052]
实施例二:如图1-8所示,本实施例所涉及的一种内置式环缝焊接自动温控装置及控制系统,具体安装及使用方法:将固定环以120
°
的间隔焊接或通过螺栓固定在筒体内部,固定环距离筒体的环缝一定距离,将轴承外圈与固定环通过铰链连接,并控制轴承外圈在筒体内部的中心区域,在焊接时,筒体的旋转方向与燃烧喷嘴支撑臂的转动方向相反,燃烧喷嘴支撑臂始终与垂直平面为钝角,即燃烧喷嘴与焊接活动支臂的相对位置不变。在上位机上输入工作指令,设备进入自动控制阶段。
[0053]
自动工控阶段的具体控制过程为:
[0054]
plc接到上位机的点火指令后,开始执行点火程序。开启快关阀后待机,plc接收上位机传来的燃烧介质智能感应器的感应结果。如空气中有燃烧介质散逸情况则关闭快关阀门,报错示警。
[0055]
若空气中没有燃烧介质散逸情况则继续执行点火命令,开启电动调节阀至最大后发布指令,高能点火器点火。同时plc接受上位机传回的紫外火焰检测器感应结果,如点火成功plc自动进入温控程序。点火失败plc重复上述点火程序3次,如点火仍不成功,关闭所有阀门,plc报错。
[0056]
plc接受上位机传回的红外在线温度检测器温度数据,温度上升到标定数值后,plc命令电动调节阀调整燃烧介质流量用以控制火焰大小,并保证温度持续平稳至焊接结束,最终能达到对筒体焊接温度能够自动控制的目的。
[0057]
本装置适用于产品环缝自动焊接,自动焊根据焊接工艺进行生产,焊接工艺要求焊接预热温度达到150℃以上才允许焊接,焊接过程中焊缝层间温度保持在200~300℃以内,焊接中断或焊接结束时需要进行后热消氢处理要求温度300~400℃保温2~3小时。以上温度根据材质不同、厚度不同略有差异。但主体预热、保温、后热的三个过程缺一不可。
[0058]
以上所述,仅为本发明较佳的具体实施方式,这些具体实施方式都是基于本发明
整体构思下的不同实现方式,而且本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应该以权利要求书的保护范围为准。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips