
 商标分类
商标分类  商标转让
商标转让 
流水线自动换模系统的制作方法
 2021-01-29 15:01:04|
2021-01-29 15:01:04| 279|
279| 起点商标网
起点商标网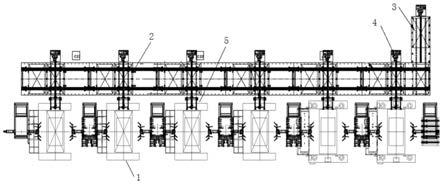
[0001]
本发明涉及冲床更换模具技术领域,特指一种流水线自动换模系统。
背景技术:
[0002]
现有的冲床加工过程中,常常会涉及到生产需要,而进行模具更换,冲床内原来加工的模具需要从冲床内拉出来,新的模具要重新放入冲床内,现有的模具更换,由于模具都是比较重的,所以需要耗费大量的人力,并且花费很多时间才能完成,对于配备很多冲床的工厂来说,模具更换是相当费时的,影响到后续加工生产,生产效率低。
[0003]
因此,基于上述现有的冲床更换模具的缺陷,需要对现有的冲床更换模具进行改进。
技术实现要素:
[0004]
本发明的目的在于针对现有技术的不足提供一种流水线自动换模系统,该流水线自动换模系统解决了现有的冲床更换模具所存在的:耗费大量的人力、花费很多时间、生产效率低等缺陷。
[0005]
为实现上述目的,本发明是通过以下技术方案实现的:流水线自动换模系统,冲床的侧面设置有倍速链,倍速链呈x向设置,倍速链安装于支架上,支架上安装有举模器,举模器正对冲床,举模器垂直于倍速链,倍速链的外侧安装有推拉机构,支架上安装有阻挡机构,阻挡机构。
[0006]
所述的倍速链具有连续的缓存位、换模位、备模位。
[0007]
所述的支架两侧安装有模具导向轮。
[0008]
所述的阻挡机构分别位于缓存位、换模位、备模位的两端。
[0009]
所述的冲床的侧面具有过渡桥,过渡桥垂直倍速链。
[0010]
所述的推拉机构安装于倍速链的外侧,推拉机构具有卷绕箱、轨道,轨道垂直倍速链并伸入冲床的工作台板内,卷绕箱安装于倍速链侧面,卷绕箱内成型有收集链条的曲线槽。
[0011]
本发明的有益效果在于:将模具放置于倍速链上,倍速链将模具移动到冲床的侧面,通过推拉机构将模具沿举模器移动到冲床内,从而实现快速换模,节约人力,节省时间,提高生产效率。
附图说明
[0012]
图1为本发明的原理示意图。
[0013]
图2为本发明的立体结构示意图。
[0014]
图3为图2的局部放大示意图。
[0015]
图4为图2的俯视结构示意图。
[0016]
图5为图2去掉模具时的俯视结构示意图。
[0017]
图6为本发明的工作台板示意图。
[0018]
图7为本发明的倍速链配合结构示意图。
[0019]
附图标记及说明:
[0020]
冲床1、倍速链2、模具装卸工位3、推拉机构4、过渡桥5、缓存位6、换模位7、备模位8、支架9、阻挡机构10、模具导向轮11、齿形链轮12、承托轮13、承重轮14、连接板15、直线槽16、模具导向块17、举模器18、模具19、轨道20。
具体实施方式
[0021]
下面结合附图对本发明作进一步的说明。
[0022]
见图1——图7,本发明流水线自动换模系统采用倍速链方案进行换模,模具19直接从模具装卸工位3经倍速链2流到冲床1位置,本系统可对接多台冲床1,且每台冲床1对应包含缓存位6、换模位7、备模位8、工作位(冲床内),可无限扩展冲床1的数量,不管生产线多长均可使用,可以在狭小的空间完成换模,模具19全部从一端依次输入生产线内,冲床1换下来的模具19亦依次输出至生产线的一端与模具立体库或其他设备对接,图1所示具有6台冲床1。
[0023]
本发明的冲床1的侧面设置有倍速链2,倍速链2呈x向设置,冲床1的侧面具有过渡桥5,过渡桥5垂直倍速链2,倍速链2具有连续的缓存位6、换模位7、备模位8,倍速链2安装于支架9上,支架9上安装有举模器18,举模器18正对冲床1,举模器18垂直于倍速链2,倍速链2的外侧安装有推拉机构4,推拉机构4驱动模具19沿举模器18移动到冲床1内、将模具19从冲床1内拉出;举模器18用于将模具19抬升离开原运动平面。
[0024]
本发明的倍速链2的一端对应模具装卸工位3,模具装卸工位3具有机械手,可以将模具移动到倍速链2上。
[0025]
本发明的倍速链2的另一端对应模具立体库,通过机械手将模具送入模具库内,或与其他设备对接,进行后续加工生产。
[0026]
本发明的支架9两侧安装有模具导向轮11,支架9上安装有阻挡机构10,阻挡机构10包括气缸和挡杆,气缸驱动挡杆上升而可以挡住模具19实现定位,阻挡机构10位于缓存位6、换模位7、备模位8的两端。
[0027]
本发明的推拉机构4安装于倍速链2的外侧,推拉机构4具有卷绕箱、轨道,轨道垂直倍速链2并伸入冲床1的工作台板内,卷绕箱安装于倍速链2侧面,卷绕箱内成型有收集链条的曲线槽。
[0028]
见图6,本发明的冲床1的工作台板上沿x向、y向均开设有直线槽16,y向直线槽16内安装有举模器18,举模器18垂直倍速链2,冲床1的工作台板两端安装有模具导向块17。
[0029]
见图7,本发明的倍速链2,包括齿形链轮12、承托轮13、承重轮14、连接板15,承重轮14的两侧均具有承托轮13,相邻的两个承重轮14的承托轮13之间通过连接板15连接,承托轮13活动卡入齿形链轮12。
[0030]
本发明提供一种自动换模方法,模具19被放置于倍速链2的一端,倍速链2将模具19沿直线移动到冲床1的侧面,阻挡机构10在模具19的两端升起,使模具19定位,举模器18升起,将模具19抬升离开倍速链2,通过设置于倍速链2侧面的推拉机构4将模具19移动到冲床1的工作台板上。
[0031]
更换完模具19后,举模器18下降、阻挡机构10下降。
[0032]
需要将模具19从冲床内拉出进行更换,阻挡机构10升起,举模器18升起,通过推拉机构4将模具19从冲床1的工作台板上拉到倍速链2配合的举模器18上,举模器18下降、阻挡机构10下降,倍速链2继续移动。
[0033]
当然,以上所述之实施例,只是本发明的较佳实例而已,并非限制本发明实施范围,故凡依本发明申请专利范围所述的构造、特征及原理所做的等效变化或修饰,均应包括于本发明申请专利范围内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips