
 商标分类
商标分类  商标转让
商标转让 
一种大型热强钛合金锻件的加工方法与流程
 2021-01-29 15:01:28|
2021-01-29 15:01:28| 375|
375| 起点商标网
起点商标网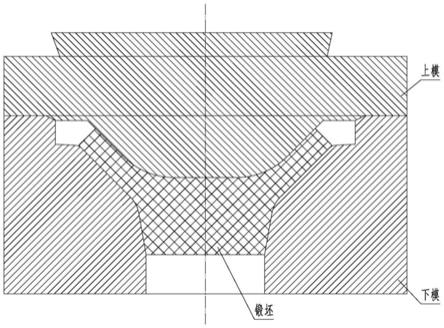
[0001]
本发明属于钛合金制备加工技术领域,具体涉及一种大型热强钛合金锻件的加工方法。
背景技术:
[0002]
全球钛材市场的最大用户始终属于航空工业,钛材行业的周期性轮回也与航空工业的发展状况密切相关。目前,发达国家的航空工业用钛材产量占钛材总产量的50%;其中,美国和俄罗斯等国家航空工业钛材需求量占比甚至超过70%。因此,钛也被人们冠以“空中金属”、“天之骄子”的美名。
[0003]
近年来,飞机上越来越多的大型承力构件也开始大量采用钛合金材料,以达到减重和提高效益的目的,这些大型承力构件的形状越来越复杂,投影面积也越来越大,但多数大型承力构件为保证高强高韧高淬透性的特点,一般都采用mo当量较高的(α+β)型钛合金,或者采用亚稳定β型钛合金,而关于大型热强钛合金承力构件的应用很少;但是近年来,随着新型飞机的研制,航空用钛合金材料体系不断升级换代,不但要求钛合金具有较高的强度和塑性,同时还要耐高温,这就对大型热强钛合金承力构件提出了新的需求,大型承力构件都以锻件为主,而热强钛合金的塑性差,热加工温度窗口窄,热加工过程中很容易开裂,所以热强钛合金大型锻件一般都采用模锻或者等温锻造,这就需要采用高强耐热钢制造模具,由于锻造温度高导致模具寿命较短,模具成本显著增加,对一些形状较简单的热强钛合金锻件来说,会导致其制造成本大幅度提高。
技术实现要素:
[0004]
为了解决现有技术中存在的上述问题,本发明提供了一种大型热强钛合金锻件的加工方法。本发明要解决的技术问题通过以下技术方案实现:
[0005]
一种大型热强钛合金锻件的加工方法,包括:
[0006]
步骤1:采用真空自耗熔炼得到钛合金铸锭;
[0007]
步骤2:在所述热强钛合金铸锭表面涂刷抗氧化防护涂层,待涂层干燥后对所述钛合金铸锭进行加热,加热温度为(α+β)
→
β相变点以上100~150℃,保温120~300min后,将锭坯出炉,从开炉门到将锭坯转移到锻造机上的时间≤90s;然后进行开坯锻造,保证所述锭坯的变形量为20%~60%,得到第一钛合金锻坯,并将所述第一钛合金锻坯加工成高径比为1.5~3.0的第一圆柱形锻坯;
[0008]
步骤3:对所述第一圆柱形锻坯进行加热,加热温度为(α+β)
→
β相变点以上30~50℃,保温120~300min后,进行多火次镦粗和拔长,保证坯料β相区总变形量大于70%,得到第二钛合金锻坯,并将第二钛合金锻坯加工成高径比为1.5~3.0的第二圆柱形锻坯;
[0009]
步骤4:对第二圆柱形锻坯进行加热,加热温度为(α+β)
→
β相变点以下20~60℃,保温200~400min后,进行多火次镦粗和拔长,保证坯料两相区总变形量大于90%,得到第三钛合金锻坯,并将所述第三钛合金锻坯锻制成方坯;
[0010]
步骤5:对所述方坯进行加热,加热温度为(α+β)
→
β相变点以下20~60℃,保温150~360min后,经错位锻造制成台阶状胎模锻坯;
[0011]
步骤6:对所述台阶状胎模锻坯进行机械加工,去除表面裂纹和折叠等缺陷后在其表面涂刷润滑保温涂层,待涂层干燥后进行加热,加热温度为(α+β)
→
β相变点以下20~60℃,保温100~240min后,将所述台阶状胎模锻坯出炉并放置于胎模锻模具中进行终锻成型,得到半成品热强钛合金锻件;其中,从开炉门到将锻坯转移到胎模锻模具上的时间≤90s;胎模锻成型时上模具的下压速度≤50mm/s;
[0012]
步骤7:对所述热强钛合金锻件进行双重退火,退火条件为:将所述半成品热强钛合金锻件加热到900~970℃,保温1~3h后,然后冷却至500~600℃,再保温1~3h,最后冷却至室温,得到成品热强钛合金锻件。
[0013]
进一步地,方坯的错位锻造过程包括:
[0014]
步骤5.1:将待锻造的方坯一端放置于上锤头和下锤头之间;上锤头的右端位于刻口上方;其中,上锤头的宽度为400mm,下锤头的宽度为600mm;
[0015]
步骤5.2:利用上锤头给方坯上表面施加压力,使得坯料上表面有一定向下的位移,位移量为30~60mm;
[0016]
步骤5.3:然后将坯料翻转180
°
,使得原先方坯的上下表面进行翻转,然后利用上锤头对翻转后的方坯上表面施加压力,使得翻转后的方坯上表面有一定的位移,位移量为20~50mm;
[0017]
步骤5.4:对翻转后的方坯上表面继续施加压力,达到一定的位移后,位移量为30~60mm,然后挪动下锤头的位置,使得下锤头与方坯下表面的接触面积更大;
[0018]
步骤5.5:继续利用上锤头对方坯上表面施加压力,位移量为30~60mm,从而完成方坯一端的错位锻造过程;
[0019]
步骤5.6:将方坯的另一端置于上锤头和下锤头之间,重复步骤5.1~5.5的过程,完成整个方坯的错位锻造过程。
[0020]
进一步地,所述钛合金铸锭的规格为φ620mm~φ1040mm,铸锭重量为3~10吨;所述方坯的规格为:宽度为420~450mm,高度为340~390mm,长度为1900~2300mm。
[0021]
本发明的有益效果:
[0022]
1、本发明不但得到了性能优异的热强钛合金锻件,而且大大降低了热强钛合金的锻件的制造成本;
[0023]
2、本发明以自由锻制坯保证锻件的组织和性能,以自由锻预成型加胎膜锻终锻成型的工艺路线,可有效降低大型模锻产品的生产难度;自由锻压机配合结构简单的胎模具也大大降低了锻件的生产成本和生产设备的刚需门槛,对热强钛合金大型锻件在航空、航天、兵器和舰船等领域的应用和推广具有重要意义。
[0024]
以下将结合附图及实施例对本发明做进一步详细说明。
附图说明
[0025]
图1为本发明实施例制成的台阶状胎膜锻坯;
[0026]
图2(a)为本发明实施例错位锻造的示意图;
[0027]
图2(b)为图2(a)的下一步锻造过程示意图;
[0028]
图2(c)为图2(b)的下一步锻造过程示意图;
[0029]
图2(d)为图2(c)的下一步锻造过程示意图;
[0030]
图2(e)是图2(d)的下一步锻造过程示意图;
[0031]
图3为机加工后的台阶状胎模锻坯;
[0032]
图4为胎模锻成型锻件的结构示意图;
[0033]
图5为经过胎模锻模具中成型的热强钛合金锻件;
[0034]
图6为经过双重退火后的锻件取样图;
[0035]
图7为高倍组织及力学性能取样位置示意图;
[0036]
图8为tc11钛合金锻件低倍组织图;
[0037]
图9(a)为图7中a区的组织照片;
[0038]
图9(b)为图7中b区的组织照片;
[0039]
图9(c)为图7中c区的组织照片。
具体实施方式
[0040]
下面结合具体实施例对本发明做进一步详细的描述,但本发明的实施方式不限于此。
[0041]
本发明实施例提供了一种大型热强钛合金的加工方法,该热强钛合金适用于牌号为ta15、ta32、ta33、ta35、tc8、tc25g、tc11、tc31的两相热强性钛合金,本发明实施例以tc11钛合金为例进行说明。
[0042]
一种航空结构件用的tc11大型热强钛合金的加工方法具体包括以下步骤:
[0043]
步骤1:采用3次真空自耗熔炼得到tc11钛合金铸锭,得到铸锭的规格为φ696mm,单重为3.9吨,进行三次真空自耗熔炼能够使铸锭的成分均匀性好。
[0044]
步骤2:在tc11钛合金铸锭表面涂刷一层抗氧化防护涂层,该涂层为北京天力创玻璃科技开发有限公司生产的型号为tb-1200的玻璃涂层,待涂层干燥后将tc11钛合金铸锭在天然气炉中加热到1150℃并保温240min后,使用无轨操作机将锭坯出炉,从开炉门到将锭坯转移到锻造机上的时间为60s,保证始锻温度;然后采用100mn的油压快锻机进行开坯锻造,并在开坯锻造过程中保证锻坯的变形量为50%,从而得到第一钛合金锻坯;开坯锻造完成后,将得到的第一钛合金锻坯制成高径比为2.5的第一圆柱形锻坯。
[0045]
步骤3:将第一圆柱形锻坯在电阻炉中加热到1050~1080℃,保温240min后,将第一圆柱形锻坯出炉,从开炉门到将第一圆柱形锻坯转移到锻造机上的时间为60s,保证始锻温度;采用100mn油压快锻机进行多火次反复镦粗和拔长变形,保证圆柱形β相区总变形量大于70%,得到第二钛合金锻坯,并将第二钛合金锻坯加工高径比为2.5的第二圆柱形锻坯。
[0046]
步骤2和步骤3的目的是为了使得锻坯在反复的镦粗和拔长过程进行变形,进而使得晶粒细化,增强了其性能,由于在对热强钛合金铸锭进行锻造变形过程中,变形量多大的话,会使得锻坯容易开裂,因此,将整个变形过程分成两次进行。
[0047]
步骤4:将第二圆柱形锻坯再次在电阻炉中加热到970℃,保温360min后,将第二圆柱形锻坯出炉,从开炉门到将第二圆柱形锻坯转移到锻造机上的时间为60s,保证始锻温度;采用100mn的油压快锻机进行多火次反复镦拔变形,保证坯料两相区的总变形量大于
90%,得到第二钛合金锻坯,并将第二钛合金锻坯制成宽度为420~450mm,高度为340~390mm,长度为1900~2300mm的方坯。
[0048]
步骤4中,在两相区内对锻坯进行镦粗和拔长使其发生变形,随着变形量的增大,可以改变析出相α相的形态大小和分布,从而得到等轴组织。
[0049]
步骤5:对方坯表面进行全方位打磨处理,消除锻造裂纹和折叠等缺陷,然后采用锯床进行锯切下料,根据锻件单重,下料长度为800~1100mm,锯切面切斜程度应不大于3mm;然后对下料后的方坯使用电阻炉加热,加热温度为970℃,保温360min后,然后用无轨操作机出炉,从开炉门到将方坯转移到锻造机上的时间为60s,保证始锻温度;再采用25~100mn油压快锻机经刻口、错位锻造、较平工序锻制成台阶状胎模锻坯,如图1所示。
[0050]
其中,请参见图2(a)~2(e),错位锻造是采用400mm宽的上锤头和600mm宽的下锤头相互配合的方法来实现的,并视情况翻转坯料的上下面,以保证坯料靠近上下锤头的两部分金属流动相对均匀,避免端头由于上下面金属流动不均匀而产生“倒梯形”。
[0051]
错位锻造的过程包括:
[0052]
步骤5.1:将待锻造的方坯一端放置于上锤头和下锤头之间;上锤头的右端位于方坯的刻口上方且上锤头和下锤头的中心线不在一条直线上;
[0053]
步骤5.2:利用上锤头给方坯上表面施加压力,使得坯料上表面有一定向下的位移,位移量为30~60mm;
[0054]
步骤5.3:然后将坯料翻转180
°
,使得原先方坯的上下表面进行翻转,然后利用上锤头对翻转后的方坯上表面施加压力,使得翻转后的方坯上表面有一定的位移,位移量为20~50mm;
[0055]
步骤5.4:对翻转后的方坯上表面继续施加压力,达到一定的位移后,位移量为30~60mm,然后挪动下锤头的位置,使得下锤头与方坯下表面的接触面积更大;
[0056]
步骤5.5:继续利用上锤头对方坯上表面施加压力,位移量为30~60mm,从而完成方坯一端的错位锻造过程;
[0057]
步骤5.6:将方坯的另一端置于上锤头和下锤头之间,重复步骤5.1~5.5的过程,完成整个方坯的错位锻造过程;方坯两端的位移量均为150~200mm,该位移量包括下锤头对方坯造成的位移量。
[0058]
步骤6:对台阶状胎模锻坯进行机械加工,去除表面裂纹和折叠等缺陷,并按照图纸要求保证机加械加工后的坯料形状,如图3所示,其中,坯料表面粗糙ra≤3.2μm,并采用接触法对胎模锻坯料进行探伤,探伤级别为b级,探伤合格后对胎模锻坯进行涂层,涂层为bjd-2专用玻璃润滑剂,涂刷后自然风干,风干时间不小于24h。
[0059]
步骤7:对步骤6得到的锻坯在电阻炉进行加热,加热温度为970℃,保温时间为150min,再使用无轨操作机将坯料出炉并放置于胎模锻模具中;胎模锻模具成型锻件的结构如图4所示,采用100mn油压快锻机进行终锻成型锻造,其中,从开炉门到锻坯转移到胎模锻模具上的时间为60s,胎模锻成型时上模下压速度为30mm/s,使坯料两个翅翼变形至与上下胎模的两个斜面完全接触后停止下压;同时为了避免锻件成型后反弹,上模下压到位后应保持至少50s再泄压脱模,即得到尺寸满足要求的航空结构用大型tc11半成品热强钛合金锻件,如图5所示。
[0060]
需要说明的是,胎模锻适用于结构简单的大型锻件,其成本较低,操作灵活、生产
效率高。
[0061]
步骤8:将得到的tc11热强钛合金锻件进行双重退火,退火条件为:将tc11热强钛合金锻件加热到910℃,保温1.5h,然后冷却至530℃,并保温6h,最后冷至室温,得到尺寸和性能均符合要求的成品热强钛合金锻件。
[0062]
其中,炉冷、空冷、水冷的冷却方式均可。
[0063]
双重退火可以使得锻件的强度和韧性更好,进一步提高了锻件的性能。
[0064]
该锻件制备完成后,进行下一步机械加工,得到适用于实际生产要求的产品。
[0065]
请参见图6和图7,对热处理后的tc11热强钛合金锻件沿中心线切开后对其切面进行横向低倍组织的力学性能检测、并对切开后的tc11翅翼部位的a、b、c进行取样进行高倍组织的力学性能检验。
[0066]
需要说明的是,图6中锻件中间的孔是热处理时为了使锻件受热均匀设置的,其对后续锻件的使用不受影响。
[0067]
锻件切面的横向低倍组织如图8所示,其横向低倍组织未见任何异常缺陷,组织细小均匀,各个部位均为模糊晶,在变形剧烈区变形流线完整连续,无切断痕迹。
[0068]
a、b、c三个位置的高倍组织如图9(a)~9(c)所示,a、b、c三个位置l(纵向)、st(短横向)和lt(长横向)方向的组织均为等轴组织,组织细小均匀;α相等轴化程度高,均匀的分布在β转变基体上,不存在连续的网状α组织,从而使得制得的钛合金具有较好的塑性,图中,a为l向;b为lt向;c为st向。
[0069]
分别从图7中a、b、c区取不同方向的试样进行力学性能测试,结果如表1所示。
[0070]
表1 a、b、c区的力学性能测试结果
[0071][0072]
由此可见,一般航空用热强钛合金锻件的抗拉强度rm为930~1130mpa,断后伸长率a要求在l向≥8%,在lt方向和st方向均≥7%,本发明得到的热强钛合金锻件均满足要求。
[0073]
以上内容是结合具体的优选实施方式对本发明所作的进一步详细说明,不能认定本发明的具体实施只局限于这些说明。对于本发明所属技术领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干简单推演或替换,都应当视为属于本发明的保护范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips