
 商标分类
商标分类  商标转让
商标转让 
一种用于医用钛合金材料叶轮激光焊接工装的制作方法
 2021-01-29 14:01:17|
2021-01-29 14:01:17| 214|
214| 起点商标网
起点商标网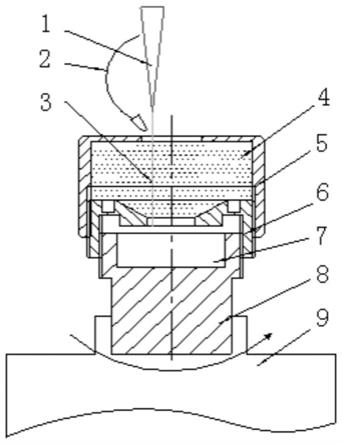
[0001]
本发明涉及一种用于医用钛合金材料叶轮激光焊接工装,属于精密加工技术领域。
背景技术:
[0002]
叶轮组件是磁液悬浮式血泵的核心组件,其质量的优劣是血泵功能实现与否的关键,叶轮材料为医用钛合金,结构上具有薄壁、空间斜面和深孔(槽)等。通过近几年的研制与攻关,编制并固化叶轮壳体及组件专用工艺规程,固化了相关加工参数,基本攻克了叶轮组件关键加工工艺技术,零件尺寸等形位指标和表面质量基本满足设计要求,产品进行了多轮次体外溶血和动物试验验证,溶血等指标达到了技术要求,血泵及叶轮组件表现良好,总体上取得了较好的效果,得到了各方的认可。
[0003]
随着血泵临床应用的日益临近,产品的稳定性及使用寿命等因素都对叶轮提出了更高的要求,如叶轮批次质量一致性,表面加工纹理控制、焊接部位质量和各沟槽、过渡面及各棱边圆滑过渡等。现阶段主要问题是叶轮组件在精细焊接工艺保障上还存在差距,叶轮组件焊缝质量还需要精细控制。以实现叶轮组件的高品质制造,使产品质量满足血泵溶血等指标要求,达到符合临床应用的目标。
技术实现要素:
[0004]
本发明解决的技术问题是:克服现有技术的不足,提出一种用于医用钛合金材料叶轮激光焊接工装,通过惰性气体存储空间可实现在低真空环境下的激光焊接,防止焊接过程,钛合金产生高温融化金属吸收氢和氧,从而形成气孔;另可实现焊接过程的高效散热,避免叶轮组件过度受热产生变形。
[0005]
本发明解决技术的方案是:
[0006]
一种用于医用钛合金材料叶轮激光焊接工装,包括储气筒、压盖、底座及吹气管,
[0007]
底座一端装夹在激光焊接机床上,底座另一端开有用于放置叶轮组件的槽实现叶轮组件的垫片与壳体之间的焊接;
[0008]
压盖为回转体结构,其内设置有用于压紧叶轮组件的凸台,在其上开有直径大于叶轮组件焊缝直径的通孔;
[0009]
储气筒为中空回转体结构,储气筒上端开有工作孔,工作孔直径大于叶轮组件焊缝直径;
[0010]
储气筒与压盖连接,储气筒与压盖之间形成储气空间,用于存储惰性气体,压盖与底座之间,储气筒与压盖之间均密封连接;
[0011]
连接在激光焊接机床上的吹气管位于工作孔上方,以一定角度和一定的流量向储气空间中吹惰性气体,以保护焊缝。
[0012]
进一步的,叶轮组件与槽间隙配合,配合间隙0.01-0.02mm。
[0013]
进一步的,叶轮组件为回转体结构,中间开有通孔,叶轮组件待焊接部位正面朝
上。
[0014]
进一步的,叶轮组件高于槽2-3mm。
[0015]
进一步的,压盖通孔直径大于叶轮组件焊缝直径2-3mm。
[0016]
进一步的,工作孔直径大于叶轮组件焊缝直径2-3mm。
[0017]
进一步的,吹气管相对于储气筒平面的角度为45
°-
60
°
。
[0018]
进一步的,吹气管以8-15ml/s流量进行吹气。
[0019]
进一步的,整个焊接工装为导热系数不低于110w(mk)-1
的有色金属。
[0020]
本发明与现有技术相比的有益效果是:
[0021]
(1)本发明通过惰性气体存储空间可实现在低真空环境下的激光焊接,防止焊接过程,钛合金产生高温融化金属吸收氢和氧,从而形成气孔;
[0022]
(2)本发明可实现焊接过程的高效散热,避免叶轮组件过度受热产生变形。
附图说明
[0023]
图1为本发明叶轮组件激光焊接示意图,其中1-激光镜头,2-吹气管,3-激光束,4-惰性气体,5-储气筒,6-压盖,7-叶轮组件,8-底座,9-机床。
具体实施方式
[0024]
下面结合实施例对本发明作进一步阐述。
[0025]
一种用于医用钛合金材料叶轮激光焊接工装,如图1所示,包括储气筒、压盖、底座及吹气管,
[0026]
底座一端装夹在激光焊接机床上,底座另一端开有用于放置叶轮组件的槽实现叶轮组件的垫片与壳体之间的焊接;
[0027]
压盖为回转体结构,其内设置有用于压紧叶轮组件的凸台,在其上开有直径大于叶轮组件焊缝直径的通孔;
[0028]
储气筒为中空回转体结构,储气筒上端开有工作孔,工作孔直径大于叶轮组件焊缝直径;
[0029]
储气筒与压盖连接,储气筒与压盖之间形成储气空间,用于存储惰性气体,压盖与底座之间,储气筒与压盖之间均密封连接;
[0030]
连接在激光焊接机床上的吹气管位于工作孔上方,以一定角度和一定的流量向储气空间中吹惰性气体,以保护焊缝。
[0031]
叶轮组件与槽间隙配合,配合间隙0.01-0.02mm。叶轮组件为回转体结构,中间开有通孔,叶轮组件待焊接部位正面朝上。叶轮组件高于槽2-3mm。
[0032]
压盖通孔直径大于叶轮组件焊缝直径2-3mm。工作孔直径大于叶轮组件焊缝直径2-3mm。吹气管相对于储气筒平面的角度为45
°-
60
°
。吹气管以8-15ml/s流量进行吹气。
[0033]
整个焊接工装为导热系数不低于110w(mk)-1
的有色金属。
[0034]
基于现有普通激光焊接设备,叶轮组件激光焊接采用开放式保护装置,即叶轮组件焊接时,暴露在大气环境中,由于焊接时随着温度的升高,钛合金会强烈的吸收氮、氢、氧,而产生焊接气孔。而气孔的存在会直接影响血泵溶血等指标,严重的会在患者体内形成血栓,威胁患者生命。
[0035]
本发明针对医用钛合金材料叶轮具有连续、无气孔、无缺陷的要求,设计了一套便于拆装、准确定位的工艺装备;该装备具有惰性气体存储空间,可实现在类似低真空环境下的激光焊接,防止焊接过程,由于钛合金在焊接时产生高温融化金属吸收氢和氧,从而形成气孔。此外,该装备还可实现焊接过程的高效散热,避免了叶轮组件过度受热产生的变形。
[0036]
本发明虽然已以较佳实施例公开如上,但其并不是用来限定本发明,任何本领域技术人员在不脱离本发明的精神和范围内,都可以利用上述揭示的方法和技术内容对本发明技术方案做出可能的变动和修改,因此,凡是未脱离本发明技术方案的内容,依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化及修饰,均属于本发明技术方案的保护范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 激光焊接

 热门咨询
热门咨询




tips