
 商标分类
商标分类  商标转让
商标转让 
一种压力容器筒体制作工艺的制作方法
 2021-01-29 14:01:01|
2021-01-29 14:01:01| 282|
282| 起点商标网
起点商标网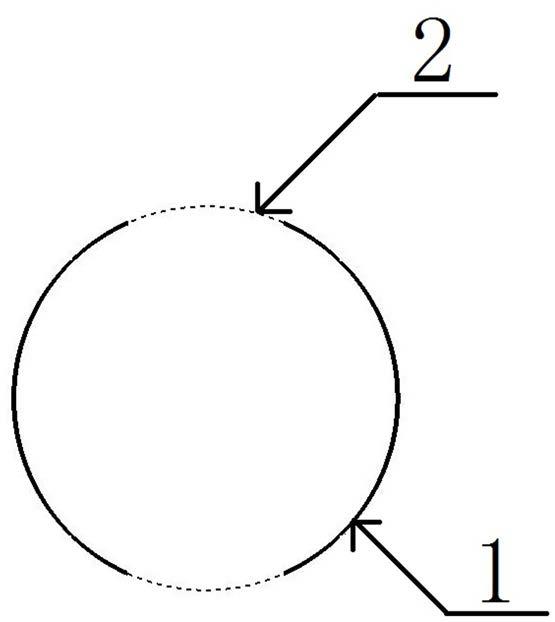
[0001]
本发明涉及一种压力容器筒体制作工艺。
背景技术:
[0002]
压力容器设备广泛应用于各行各业中,由钢板卷制而成的筒体是压力容器设备中重要的零部件之一。为了便于钢板圆筒上接管的安装、焊接,需要在筒体上进行相应的开孔。
[0003]
传统的作业模式下,筒体的生产过程包括钢板下料、喷砂、钢板卷制、纵缝焊接、筒体校圆、开孔画线、手动开孔、开孔打磨等工序。随着数控等离子切割、数控火焰切割等先进下料技术的应用,开孔作业流程得以简化,包括钢板预开孔下料、钢板卷制、纵缝焊接、筒体校圆等工序。
[0004]
预开孔下料是指通过三维软件将筒体三维模型进行展开,下料时由数控设备直接将开孔切出。预开孔下料具有简化筒体生产流程,提高生产效率,降低工人工作强度等优点,但预开孔后在钢板卷制的过程中开孔处产生局部范围的应力集中,特别是开孔直径较大时附近区域的结构连续性丧失,影响圆筒的强度和稳定性,导致筒体无法进行卷制或卷制后出现超差的不圆度。
[0005]
公告号为cn201618558u的中国实用新型专利公开了一种“薄壁压力容器大开孔补强结构”。公告号为cn203202482u的中国实用新型专利公开了“一种用于薄壁筒体与大直径密集排管焊接的防变形结构”。申请公布号为cn110871300a的中国发明专利申请公开了“大直径薄壁套筒的密集开孔方法及圆形防变形支撑”。这些公开技术解决上述超差不圆度的技术手段均为在开孔位置设置加固装置,普遍存在操作繁琐的缺陷。
[0006]
申请公布号为cn104889581a的中国发明专利申请公开了一种“用于薄壁筒体上密集接管焊接的防变形工艺”,其同样采用在开孔位置设置加固装置的技术手段,另外,其采用“筒体上开孔采用交叉间隔开孔,开孔切割时采用间断,局部形式”,前提是在筒体上进行开孔,开孔时筒体已经加工卷制完成,不仅操作繁琐,而且难于从根本上解决上述技术问题。
技术实现要素:
[0007]
本发明所要解决的技术问题是,提供一种压力容器筒体制作工艺,减少预开孔筒体钢板卷制时的应力集中,避免特殊情况下开孔导致筒体无法卷制或卷制后筒体不圆度过大的问题。
[0008]
本发明的技术方案如下:一种压力容器筒体制作工艺,其特征在于包括以下步骤:第一步、绘制轨迹线:在压力容器筒体平板料的正面绘制开孔外沿轨迹线,所述开孔外沿轨迹线由预割轨迹线和待割轨迹线组成,其中待割轨迹线为至少一对,每一对待割轨迹线的两条互相正对;对于非正交圆孔:还需要在待割轨迹线的内侧绘制辅助孔的辅助轨迹
线,并使辅助轨迹线最靠外的点与其对应的待割轨迹线的中心点相重合;第二步、预开孔:沿预割轨迹线切割,使开孔处板料与其周边紧依靠待割轨迹线部位连接;对于非正交圆孔沿辅助轨迹线切割开出辅助孔;第三步、喷砂:去除平板料表面氧化皮和铁锈;第四步、卷圆:将筒体平板料卷制成筒状;第五步、纵缝焊接;第六步、校圆;第七步、割筋:对于正交圆孔,沿预开孔形成的预割缝画圆形成二次切割线,然后沿二次切割线切割并除去开孔处板料;对于非正交圆孔,连接相邻预割缝以及辅助孔的最外侧画弧线作为二次切割线,然后沿二次切割线切割并除去开孔处板料。
[0009]
优选地,开孔外沿轨迹线设计方法:在三维软件中导入筒体三维模型进行展开并将展开后的模型导入排料cad软件。
[0010]
在满足开孔要求的前提下,辅助孔的尺寸尽量小。
[0011]
在第六步和第七部之间还可以设置探伤步骤。
[0012]
还可以包括割筋之后的打磨步骤。
[0013]
与现有技术相比,本发明的有益效果是:一、通过不完全切割可减轻筒体卷制时开孔处的应力集中,增加开孔处的结构强度及连续性,保证筒体卷制质量。
[0014]
二、本发明将下料、开孔两道工序合而为一,筒体加工整个流程得以简化,降低了后开孔(二次开孔)时的难度,并提高了筒体的清洁度。
附图说明
[0015]
图1为本发明实施例一筒体割筋前(正交孔)示意图。
[0016]
图2为本发明实施例二筒体割筋前(正交孔)示意图。
[0017]
图3为本发明实施例三筒体割筋前(偏心孔)示意图。
具体实施方式
[0018]
下面结合实施例及其附图进一步说明本发明。
[0019]
本发明压力容器筒体制作工艺实施例包括依次进行的如下步骤:第一步、绘制轨迹线:在压力容器筒体平板料的正面(即筒体外侧面)绘制开孔外沿轨迹线,所述开孔外沿轨迹线由预割轨迹线和待割轨迹线组成,其中待割轨迹线为至少一对(两条),每一对待割轨迹线的两条互相正对。对于正交圆孔:每一对待割轨迹线的两条互相正对是指,该两条轨迹线中点的连续过圆心。对于非正交圆孔:每一对待割轨迹线的两条互相正对是指,该两条轨迹线中点的连续过圆心且两条轨迹线在水平方向上的投影线段重合。另外,对于非正交圆孔:还需要在待割轨迹线的内侧绘制辅助孔的辅助轨迹线,并使辅助轨迹线最靠外的点与其对应的待割轨迹线的中心点相重合。辅助孔用于非对称孔不完全开孔连接处顶点位置确认。
[0020]
辅助孔的尺寸设计取决于板材厚度和切割设备精度,在满足开孔要求的前提下,辅助孔的尺寸尽量小。
[0021]
轨迹线设计手段举例:在三维软件中导入筒体三维模型进行展开并将展开后的模型导入排料cad软件。
[0022]
第二步、预开孔:沿预割轨迹线切割,使开孔处板料与其周边紧依靠待割轨迹线部位连接。
[0023]
对于非正交圆孔:沿辅助轨迹线切割开出辅助孔。
[0024]
第三步、喷砂:去除平板料表面氧化皮和铁锈。
[0025]
第四步、卷圆:将筒体平板料卷制成筒状。
[0026]
第五步、纵缝焊接。
[0027]
第六步、校圆。根据材料状况和加工工艺要求,校圆后还可以设置探伤步骤。
[0028]
第七步、割筋:如图1和图2,对于正交圆孔,沿预开孔形成的预割缝1画圆形成二次切割线2,然后沿二次切割线2切割并除去开孔处板料。
[0029]
如图3,对于非正交圆孔,连接相邻预割缝1以及辅助孔3的最外侧画弧线作为二次切割线2,然后沿二次切割线2切割并除去开孔处板料。
[0030]
第八步、打磨:对焊缝以及开口边沿进行打磨。
[0031]
实施例一如图1,本实施例涉及正交圆孔的开孔。
[0032]
预开孔时沿筒体圆周方向左右对称不完全切割。
[0033]
实施例二如图2,本实施例涉及另一正交圆孔的开孔。
[0034]
预开孔时沿筒体圆周方向上、下、左、右对称不完全切割。
[0035]
实施例三如图3,本实施例涉及非正交圆孔的开孔。
[0036]
预开孔时切割出用于偏心孔连接处顶点位置确认的辅助孔3。
[0037]
以下是以相同筒体规格和材质制作的两件开孔筒体的圆度对比例。
[0038]
表1中实施例为本发明正交孔不完全切割下料,对比实施例为正交孔完全切割下料。分别在三维软件里对筒体模型进行展开,并分别导入排料cad软件里。其中实施例开孔进行上、下对称不完全切割,保留总长度120mm;将对比实施例进行完全开孔。
[0039]
表1名称实施例对比实施例筒体直径800mm800mm筒体厚度10mm10mm筒体长度300mm300mm开孔直径φ150mmφ150mm开孔方式上、下对称不完全切割,总长度120mm完全切割下料后进行卷制、纵缝焊接、校圆。校圆后将实施例中连接处进行割除。
[0040]
然后采用标准卡板及塞尺测量开孔处及开孔周边筒体不圆度,测量结果如表2。
[0041]
表2名称实施例对比实施例
最大筒体不圆度/mm2.65.2由表2可见本发明在解决筒体不圆度问题方面效果突出。
[0042]
本发明工艺尤其适用于以下特殊位置和尺寸的筒体开孔:第一类,直径dn≥93mm的孔;第二类,距离筒体边缘或焊缝边缘200mm以内的孔径dn≥60mm的孔;第三类,相邻孔割缝最近距离小于100mm且孔径dn≥60mm的孔。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips