
 商标分类
商标分类  商标转让
商标转让 
一种双线管螺纹切削用螺纹梳刀的制作方法
 2021-01-29 14:01:38|
2021-01-29 14:01:38| 226|
226| 起点商标网
起点商标网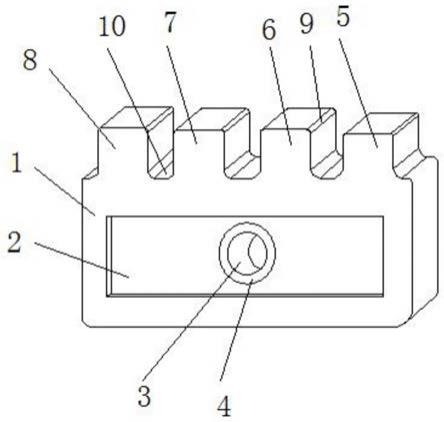
[0001]
本发明涉及石油管道技术领域,具体为一种双线管螺纹切削用螺纹梳刀。
背景技术:
[0002]
在石油天然气钻采行业,作为油气井主体结构的油井管及相关附件,其所组成的管柱是由很多支单根管子用螺纹连接而成的。作为管柱最薄弱环节的螺纹接头的加工质量,直接关乎油气井的施工及服役安全,即使是一个螺纹接头出现问题亦可能造成不可估量的重大损失。现有技术对油井管单线螺纹的加工均使用单齿或多齿螺纹梳刀进行成型切削,以保证加工效率与加工精度。无论是单齿或多齿梳刀,现有螺纹梳刀的一个显著特征是仅有一个与待加工螺纹牙形完全吻合的成型切削齿或称精车齿,对于多齿梳刀除一个成型切削齿外其余均为粗车切削齿。螺纹加工过程中粗车切削齿负责材料切除并为精车留有一定的加工余量,成型切削齿负责螺纹牙形最后的精确切削。因此在生产上非常需要一种双线管螺纹切削用螺纹梳刀,但现有的螺纹梳刀还有一些不足。
[0003]
现有技术存在以下缺陷或问题:
[0004]
1、现有的螺纹梳刀在使用时,采用多线螺纹的分线加工法虽然从原理上可以实现双线管螺纹的加工,但由于螺纹的两条螺旋线是分工序两次切削,不仅加工效率低,而且螺纹的加工精度亦不能得到有效保证,特别是螺纹两条螺纹之间的衔接区域很难做到平滑过渡,螺纹表面会出现明显的划痕或台肩等质量缺陷,不太实用;
[0005]
2、现有的螺纹梳刀在使用时,由于管螺纹一般需要经过多次重复切削来最终完成螺纹完整牙形的加工,用现有多齿梳刀加工双线螺纹时,由于螺纹梳刀相邻的两个切削齿会参与不同螺旋线的切削,这会造成第一次走刀切削工序结束后经分线再进行下一螺旋线的切削工序时,与螺纹梳刀精车齿相邻的粗车齿会进入到上一切削工序梳刀精车齿所切过的螺纹牙槽。从而造成粗车齿无材料可切的现象,这不仅造成螺纹加工切削余量分配的混乱以及切削载荷的大幅度波动,螺纹加工的尺寸精度与表面质量更是无从保证。
技术实现要素:
[0006]
本发明的目的在于针对现有技术的不足之处,提供一种双线管螺纹切削用螺纹梳刀,使一种双线管螺纹切削用螺纹梳刀可以解决现有的螺纹梳刀无法对有双线螺纹管精准切割,加工效率低,刀齿反复切割到一条螺纹内导致精度不准的问题。
[0007]
为实现上述目的,本发明提供如下技术方案:一种双线管螺纹切削用螺纹梳刀,包括螺纹梳刀本体,所述螺纹梳刀本体为矩形方块,所述螺纹梳刀本体较宽的两侧中心位置设有安装固定凹槽,所述安装固定凹槽中心位置设有通孔,所述通孔外侧两端设有磁力环,所述螺纹梳刀本体上端一侧固定连接有一号刀头,所述一号刀头一侧设有刀头缝,所述刀头缝远离一号刀头的一侧设有二号刀头,所述二号刀头远离一号刀头的一侧设有三号刀头,所述三号刀头远离二号刀头的一侧设有四号刀头。
[0008]
作为本发明的优选技术方案,所述一号刀头靠近二号刀头的一侧设有刀头缝,所
述二号刀头两侧均设有刀头缝,所述三号刀头两侧均设有刀头缝,所述四号刀头靠近三号刀头的一侧设有刀头缝。
[0009]
作为本发明的优选技术方案,所述一号刀头、二号刀头、三号刀头与四号刀头均固定连接于螺纹梳刀本体上端。
[0010]
作为本发明的优选技术方案,所述安装固定凹槽共有两个,所述通孔贯穿安装固定凹槽中心位置。
[0011]
作为本发明的优选技术方案,所述磁力环共有两个。
[0012]
作为本发明的优选技术方案,所述一号刀头、二号刀头、三号刀头与四号刀头上端两侧均设有圆弧转折。
[0013]
作为本发明的优选技术方案,所述螺纹梳刀本体四角位置均设有圆弧转折。
[0014]
作为本发明的优选技术方案,所述刀头缝两端均设有圆弧转折。
[0015]
作为本发明的优选技术方案,所述四号刀头高度高于三号刀头高度高于二号刀头高度高于一号刀头高度。
[0016]
作为本发明的优选技术方案,所述四号刀头宽度宽于三号刀头宽度宽于二号刀头宽度宽于一号刀头宽度。
[0017]
与现有技术相比,本发明提供了一种双线管螺纹切削用螺纹梳刀,具备以下有益效果:
[0018]
1、该一种双线管螺纹切削用螺纹梳刀,通过设置不同高度与宽度的刀头,使得该一种双线管螺纹切削用螺纹梳刀在使用时可以通过小刀头再依次递进到大刀头,逐层切割,使经过刀头的双线管螺纹可以一次性切割到位,精准度更高,提升了生产效率,更加实用;
[0019]
2、该一种双线管螺纹切削用螺纹梳刀,通过设置安装固定凹槽与磁力环,使得该一种双线管螺纹切削用螺纹梳刀在使用时可以通过安装固定凹槽将螺纹梳刀本体固定在设备上,通过磁力环使安装杆进入通孔更加方便,不会出现不易对准的情况,安装更加顺手,非常方便。
附图说明
[0020]
图1为本发明立体结构示意图;
[0021]
图2为本发明立面结构示意图;
[0022]
图3为本发明侧视透视结构示意图;
[0023]
图4为本发明顶视结构示意图。
[0024]
图中:1、螺纹梳刀本体;2、安装固定凹槽;3、通孔;4、磁力环;5、一号刀头;6、二号刀头;7、三号刀头;8、四号刀头;9、圆弧转折;10、刀头缝。
具体实施方式
[0025]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0026]
请参阅图1-4,本实施方案中:一种双线管螺纹切削用螺纹梳刀,包括螺纹梳刀本体1,螺纹梳刀本体1为矩形方块,螺纹梳刀本体1较宽的两侧中心位置设有安装固定凹槽2,安装固定凹槽2中心位置设有通孔3,通孔3外侧两端设有磁力环4,螺纹梳刀本体1上端一侧固定连接有一号刀头5,一号刀头5一侧设有刀头缝10,刀头缝10远离一号刀头5的一侧设有二号刀头6,二号刀头6远离一号刀头5的一侧设有三号刀头7,三号刀头7远离二号刀头6的一侧设有四号刀头8。
[0027]
本实施例中,一号刀头5靠近二号刀头6的一侧设有刀头缝10,二号刀头6两侧均设有刀头缝10,三号刀头7两侧均设有刀头缝10,四号刀头8靠近三号刀头7的一侧设有刀头缝10,通过刀头缝10使刀头可以给双线螺纹管留下螺纹,一号刀头5、二号刀头6、三号刀头7与四号刀头8均固定连接于螺纹梳刀本体1上端,与螺纹梳刀本体1成为一个整体,安装固定凹槽2共有两个,通孔3贯穿安装固定凹槽2中心位置,双向固定螺纹梳刀本体1,切割更稳定,磁力环4共有两个,安装时插入通孔3更加方便,一号刀头5、二号刀头6、三号刀头7与四号刀头8上端两侧均设有圆弧转折9,使双线螺纹管成品更加圆滑,螺纹梳刀本体1四角位置均设有圆弧转折9,使螺纹梳刀本体1安装时不会割手,刀头缝10两端均设有圆弧转折9,使双线螺纹管成品更加圆滑,四号刀头8高度高于三号刀头7高度高于二号刀头6高度高于一号刀头5高度,四号刀头8宽度宽于三号刀头7宽度宽于二号刀头6宽度宽于一号刀头5宽度,使双线螺纹管依次经过四号刀头8、三号刀头7、二号刀头6与一号刀头5,切割更加精细,一次性切割到位。
[0028]
本发明的工作原理及使用流程:首先将该一种双线管螺纹切削用螺纹梳刀安装至双线螺纹管切割设备,打开电源,使双线螺纹管依次经过四号刀头8、三号刀头7、二号刀头6与一号刀头5,切割更加精细,一次性切割到位,该一种双线管螺纹切削用螺纹梳刀,通过设置不同高度与宽度的刀头,使得该一种双线管螺纹切削用螺纹梳刀在使用时可以通过小刀头再依次递进到大刀头,逐层切割,使经过刀头的双线管螺纹可以一次性切割到位,精准度更高,提升了生产效率,更加实用,通过设置安装固定凹槽2与磁力环4,使得该一种双线管螺纹切削用螺纹梳刀在使用时可以通过安装固定凹槽2将螺纹梳刀本体1固定在设备上,通过磁力环4使安装杆进入通孔3更加方便,不会出现不易对准的情况,安装更加顺手,非常方便。
[0029]
最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips