
 商标分类
商标分类  商标转让
商标转让 
大型泵体内壁孔加工工艺及其加工装置的制作方法
 2021-01-29 14:01:03|
2021-01-29 14:01:03| 256|
256| 起点商标网
起点商标网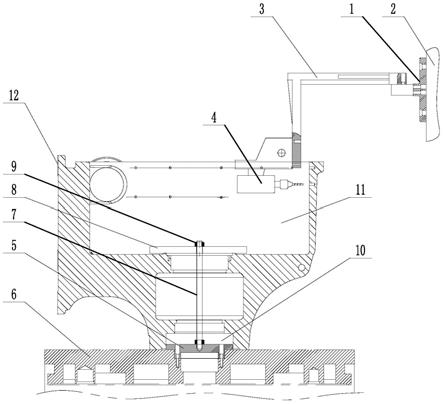
[0001]
本发明涉及一种大型泵体内壁孔加工工艺及其加工装置,属于机械加工技术领域。
背景技术:
[0002]
目前在大型泵体的加工生产中,需要在泵体壳体内壁加工螺纹盲孔。传统工艺采用大型卧式加工中心加工,配合辅助工作台的分度定位,实现待加工孔的周向定位和轴向定位,通过附加角度头钻孔至要求深度,最后手动攻丝完成产品。该方法加工时,需占用大型精密设备(大型卧式加工中心)造成设备浪费,生产成本高。另外大型卧式加工中心生产投资成本高,操作复杂,维护费用高。
技术实现要素:
[0003]
本发明的目的在于提出一种大型泵体内壁孔加工工艺及其加工装置,利用镗铣床配合分度工作台即可完成大型泵体内壁孔的加工。
[0004]
本发明所述的大型泵体内壁孔加工工艺包括以下步骤:
[0005]
s1、固定分度工作台,将分度工作台找正后固定在镗铣床工作台上;
[0006]
s2、固定钻孔机构,将钻孔机构找正后固定在镗铣床平面盘上;
[0007]
s3、确定初始孔,在泵体内壁划线,确定初始孔的轴向位置;
[0008]
s4、固定泵体,通过定位机构固定泵体小端内孔,并找正泵体大端内孔中心;
[0009]
s5、钻初始孔,调节镗铣床主轴,使钻孔机构与初始孔对正,钻初始孔;
[0010]
s6、利用分度工作台的角度定位,依次旋转并钻取剩余钻孔;
[0011]
s7、手工攻丝至要求深度,清理毛刺。
[0012]
找正泵体大端内孔中心时,通过泵体底脚面对正。
[0013]
本发明所述的大型泵体内壁孔加工装置,包括钻孔机构和定位机构,所述钻孔机构包括连接板,与镗铣床平面盘固定连接;固定于连接板一侧的直角臂;以及水平固定于直角臂下部的钻机;所述定位机构包括定位盘,固定于分度工作台中心;固定于定位盘中心的螺纹杆;以及固定于螺纹杆顶部的压紧机构。
[0014]
定位盘可通过螺栓固定在分度工作台定位中心,定位盘外径与泵体小端内孔的内径相适应。
[0015]
优选的,所述压紧机构包括压板以及与所述螺纹杆适配的紧固螺母,所述螺纹杆一端竖直贯穿压板并通过紧固螺母紧固。
[0016]
压板可采用圆形压板,使用时螺纹杆穿过泵体小端内孔,压板压在泵体小端内孔顶部,通过紧固螺母使压板与泵体小端内孔压紧。
[0017]
本发明的有益效果是:利用镗铣床配合分度工作台完成大型泵体内壁孔的加工,本发明操作简便,定位准确,设备投资少,泵体生产效率及成品率高。
附图说明
[0018]
图1是一种实施例结构示意图;
[0019]
图中:1、连接板;2、镗铣床平面盘;3、直角臂;4、钻机;5、定位盘;6、分度工作台;7、螺纹杆;8、压板;9、紧固螺母;10、泵体小端内孔;11、泵体大端内孔;12、泵体底脚面。
具体实施方式
[0020]
下面结合附图对本发明作进一步说明。
[0021]
如图1所示,本发明所述的大型泵体内壁孔加工工艺包括以下步骤:
[0022]
s1、固定分度工作台,将分度工作台找正后固定在镗铣床工作台上;
[0023]
s2、固定钻孔机构,将钻孔机构找正后固定在镗铣床平面盘上;
[0024]
s3、确定初始孔,在泵体内壁划线,确定初始孔的轴向位置;
[0025]
s4、固定泵体,通过定位机构固定泵体小端内孔,并找正泵体大端内孔中心;
[0026]
s5、钻初始孔,调节镗铣床主轴,使钻孔机构与初始孔对正,钻初始孔;
[0027]
s6、利用分度工作台的角度定位,依次旋转并钻取剩余钻孔;
[0028]
s7、手工攻丝至要求深度,清理毛刺。
[0029]
本发明所述的大型泵体内壁孔加工装置,包括钻孔机构和定位机构,其中所述钻孔机构包括连接板1,与镗铣床平面盘2固定连接;固定于连接板1一侧的直角臂3;以及水平固定于直角臂3下部的钻机4;所述定位机构包括,定位盘5,固定于分度工作台6中心;固定于定位盘5中心的螺纹杆7以及压板;所述螺纹杆7一端竖直贯穿压板8并通过紧固螺母9紧固。
[0030]
当然,上述内容仅为本发明的较佳实施例,不能被认为用于限定对本发明的实施例范围。本发明也并不仅限于上述举例,本技术领域的普通技术人员在本发明的实质范围内所做出的均等变化与改进等,均应归属于本发明的专利涵盖范围内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips