
 商标分类
商标分类  商标转让
商标转让 
一种用于非一致性工件的冲压设备的制作方法
 2021-01-29 14:01:47|
2021-01-29 14:01:47| 240|
240| 起点商标网
起点商标网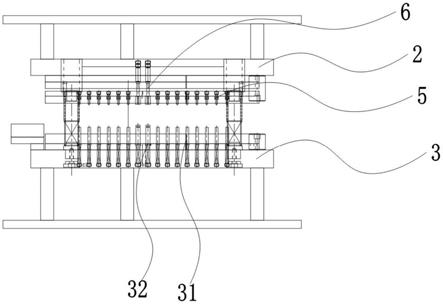
[0001]
本实用新型涉及机械加工设备技术领域,尤其涉及一种用于非一致性工件的冲压设备。
背景技术:
[0002]
在钣金加工领域中,大多数连续模冲裁的一般都是较小零件或小零件,且各零件结构完全相同,但是也有些零件很长,零件中结构也不完全相同,以灶具燃烧器组件中的合金蜂窝体带为例子,此零件长达二十五米,因后期卷起来钎焊工艺要求,故在整个长零件中,根据卷起来直径的递增,其凸点结构也根据一定数列递增。大多数情况下,这种零件的加工方法就是先用一套模具加工结构a,再用下一套模具加工结构b,但是这样加工达不到零件精度要求,且生产效益低,报废率高。
技术实现要素:
[0003]
本实用新型旨在至少在一定程度上解决现有相关技术中存在的问题之一,为此,本实用新型提出一种用于非一致性工件的冲压设备,其结构简单,可有效实现工件中不一致结构的加工。
[0004]
上述目的是通过如下技术方案来实现的:
[0005]
一种用于非一致性工件的冲压设备,所述工件成型后至少具有非一致的第一成型部和第二成型部,包括:
[0006]
上模板,所述上模板沿竖向方向作往复运动;
[0007]
下模板,所述下模板设置于所述上模板往复运动的路径上,所述下模板适于放置所述工件;
[0008]
切换机构,所述切换机构设置于所述上模板上;
[0009]
第一冲头,所述第一冲头设置于所述切换机构上,所述第一冲头对所述工件进行冲压以形成所述第一成型部;
[0010]
第二冲头,所述第二冲头设置于所述切换机构上,所述第二冲头对所述工件进行冲压以形成所述第二成型部;
[0011]
控制机构,所述控制机构分别与所述上模板、所述切换机构电性连接,所述控制机构控制所述切换机构驱动所述第一冲头和所述第二冲头横向移动以使所述第一冲头对所述工件进行冲压或者使所述第二冲头对所述工件进行冲压。
[0012]
在一些实施方式中,所述切换机构包括活动镶件和驱动装置,其中所述第一冲头和所述第二冲头设置于所述活动镶件上且相互错开,所述驱动装置的输出端与所述活动镶件连接。
[0013]
在一些实施方式中,所述切换机构还包括设置于所述上模板上的避空构件,在所述避空构件上分别设置有第一避空部和第二避空部,其中所述第一避空部与所述第一冲头配合连接以对所述第一冲头进行避空,所述第二避空部与所述第二冲头配合连接以对所述
第二冲头进行避空。
[0014]
在一些实施方式中,所述切换机构还包括导向导轨,所述导向滑轨设置在所述上模板上,所述活动镶件通过所述导向滑轨与所述上模板滑动连接。
[0015]
在一些实施方式中,所述驱动机构为气缸。
[0016]
在一些实施方式中,在所述下模板上设置有第一工位部和第二工位部,所述工件放置于所述下模板上,所述第一冲头与所述第一工位部配合连接以对所述工件冲压成型所述第一成型部,所述第二冲头与所述第二工位部配合连接以对所述工件冲压成型所述第二成型部。
[0017]
与现有技术相比,本实用新型的至少包括以下有益效果:
[0018]
1.本实用新型用于非一致性工件的冲压设备,其结构简单,可有效实现工件中不一致结构的加工。
[0019]
2.其设计合理,操作简单,可进一步提高产品的生产效率。
附图说明
[0020]
图1是本实用新型实施例中冲压设备的正面图;
[0021]
图2是本实用新型实施例中冲压设备冲压第一成型部时的结构示意图;
[0022]
图3是本实用新型实施例中冲压设备冲压第二成型部时的结构示意图;
[0023]
图4是本实用新型实施例中工件的结构示意图。
具体实施方式
[0024]
为了使本技术领域的人员更好地理解本实用新型方案,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分的实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都应当属于本实用新型请求保护的技术方案范围。
[0025]
如图1至4所示,本实施例提供一种用于非一致性工件的冲压设备,工件1 成型后至少具有非一致的第一成型部11和第二成型部12,包括:
[0026]
上模板2,上模板2沿竖向方向作往复运动;
[0027]
下模板3,下模板3设置于上模板2往复运动的路径上,下模板3适于放置工件1;
[0028]
切换机构4,切换机构4设置于上模板2上;
[0029]
第一冲头5,第一冲头5设置于切换机构4上,第一冲头5对工件1进行冲压以形成第一成型部11;
[0030]
第二冲头6,第二冲头6设置于切换机构4上,第二冲头6对工件1进行冲压以形成第二成型部12;
[0031]
控制机构,控制机构分别与上模板2、切换机构4电性连接,控制机构控制切换机构4驱动第一冲头5和第二冲头6横向移动以使第一冲头5对工件1进行冲压或者使第二冲头6对工件1进行冲压。
[0032]
在本实施例中,工件1成型后至少具有非一致的第一成型部11和第二成型部12,即第一成型部11与第二成型部12在冲压成型后的结构为不相同的,根据工件1卷起来钎焊的
需要,第二成型部12相对第一成型部11的距离是根据一定数列递增的,在冲压设备里面增设有切换机构4,切换机构4通过plc编程控制,一般情况下连续加工工件1中最多为第一成型部11,在第一冲头5对工件1进行冲压过程中,第二冲头6处于工件1上方的外部以使第二冲头6不能对工件1进行冲压,第一成型部11冲压成型后需要冲裁第二成型部12的时候, plc程序控制切换机构4推动第二冲头6行进至与工件1配合的位置处以实现对工件1的连续冲裁,同时还推动第一冲头5行进至工件1上方的外部以使第一冲头5不能对工件1进行冲压,第二成型部12冲裁成型后,plc程序控制切换机构4推动第二冲头6到工件1上方的外部以备用,同时恢复继续对第一成型部11进行冲裁,从而使得冲压设备只需要一套模具即可实现整个工件1中非一致结构的加工,其结构简单,设计合理,操作简单,可进一步提高产品的生产效率。
[0033]
进一步地,切换机构4包括活动镶件41和驱动装置42,其中第一冲头5和第二冲头6设置于活动镶件41上且相互错开,驱动装置42的输出端与活动镶件41连接,其结构简单,设计合理,可使第一冲头5和第二冲头6不能同时对工件1进行作业。
[0034]
优选地,切换机构4还包括设置于上模板2上的避空构件7,在避空构件7 上分别设置有第一避空部71和第二避空部72,其中第一避空部71与第一冲头 5配合连接以对第一冲头5进行避空,第二避空部72与第二冲头6配合连接以对第二冲头6进行避空,其设计合理,使得第一冲头5或者第二冲头6在没有对工件1冲压时,可有效实现避空。
[0035]
优选地,切换机构4还包括导向滑轨43,导向滑轨43设置在上模板2上,活动镶件41通过导向滑轨43与上模板2滑动连接,其结构简单,可进一步提高活动镶件41运动的平稳性。
[0036]
具体地,驱动装置42为气缸,其设计合理。
[0037]
在本实施例中,冲压设备第一冲头5对工件1中的第一成型部11进行冲压时,第二冲头6与第二避空部72配合以实现避空,完成第一成型部11后在需要加工第二成型部12的时候,plc程序控制驱动装置42驱动活动镶件41行进,通过活动镶件41的动作以推动第二冲头6运动至工件1的上方位置处,同时第一冲头5随着活动镶件41被推动至工件1上方的外部以使第一冲头5与第一避空部71配合以实现避空,第二成型部12冲裁完成后,plc程序控制驱动装置 42驱动活动镶件41运动,通过活动镶件41带动第二冲头6行进至工件1上方的外部以实现备用,同时恢复第一冲头5对工件1进行冲压,从而对非一致结构的工件1进行加工时可实现连续冲裁,进而提高产品的生产效率。
[0038]
在本实施例中,工件1优选为带状结构,但不限于带状结构,还可根据实际需求选择合适外型的工件1。当工件1为带状结构时,第一成型部11与第二成型部12间隔设置在工件1上,此外,第一冲头5与第二冲头6相互错开设置,即第一冲头5与第二冲头6所处的位置不在同一直线上,当第一冲头5与工件1 配合动作进行冲压时,第二冲头6处于工件1上方的外部,当第二冲头6与工件1配合动作进行冲压时,第一冲头5处于工件1上方的外部。本实施例中驱动装置42优选为气缸,但不限于气缸,还可根据实际需求选择其它更为合适的驱动装置42。
[0039]
特别地,在下模板3上设置有第一工位部31和第二工位部32,工件1放置于下模板3上,第一冲头5与第一工位部31配合连接以对工件1冲压成型第一成型部11,第二冲头6与第二工位部32配合连接以对工件1冲压成型第二成型部12,其结构简单,设计合理。
[0040]
在本实施例中,冲压设备可在工作台面上设置有送料机构,通过送料机构的运动以带动工件1在下模板上移动和定位,当然也可以同时在下模板3上放置有两个工件1,同样的,第一冲头5与第二冲头6均设置有两套,当工件1为带状结构时,在活动镶件41上设置有与间隔设置的两排第一冲头5、第二冲头 6,当然本实施例的冲压设备不限于同时对两个工件1进行冲压,还可根据实际需求进行合理设置。
[0041]
以上所述的仅是本实用新型的一些实施方式。对于本领域的普通技术人员来说,在不脱离本实用新型创造构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips