
 商标分类
商标分类  商标转让
商标转让 
一种用于生产圆柱状模具的电火花机的制作方法
 2021-01-29 14:01:34|
2021-01-29 14:01:34| 268|
268| 起点商标网
起点商标网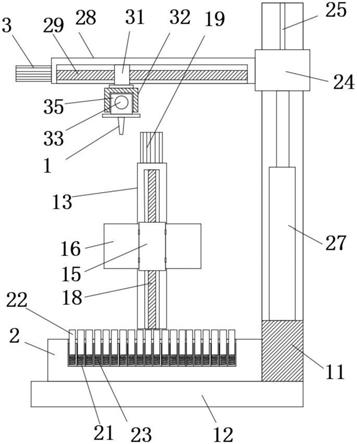
[0001]
本实用新型涉及电火花生产技术领域,具体涉及一种用于生产圆柱状模具的电火花机。
背景技术:
[0002]
电火花加工是利用浸在工作液(煤油、乳化油等)中的两极间脉冲放电时产生的电蚀作用蚀除导电材料的特种加工方法,又称放电加工或者电蚀加工。进行电火花机加工时,保持工具电极与工件电极之间恒定放电间隙的条件下,一边蚀除工件电极金属,一边使工具电极不断地向工件电极进给,最后便加工出与工具电极形状相对应的形状。
[0003]
圆柱状模具的外形时柱状,具有端面和曲面,在电火花加工中夹持困难,尤其是对曲面进行夹持,容易出现打滑,轴线偏离等情况,另外,在加工时,断面和曲面有会涉及到加工工序,因此针对曲面设计的夹持机构无法对端面进行夹持,因此造成了同一模具在多个夹持机构上转运的动作,影响加工的精度和产品的质量。
技术实现要素:
[0004]
针对上述现有技术的不足,本实用新型所要解决的技术问题是:如何提供一种夹持稳定、适应范围广、结构简单、操作方便的用于生产圆柱状模具的电火花机。
[0005]
为了解决上述技术问题,本实用新型采用了如下的技术方案:
[0006]
一种用于生产圆柱状模具的电火花机,包括竖向设置的工具电极,所述工具电极通过移动机构与立板连接,所述立板底部固定安装在底板上,所述底板上设置有圆柱夹持装置,所述圆柱夹持装置包括对向设置的立柱,所述立柱正对的表面上分别安装有第一气缸,所述第一气缸的自由端正对设置,所述第一气缸的自由端固定安装有平面夹板,所述平面夹板水平方向的两个侧边分别铰接有弧形夹板,所述弧形夹板与所述第一气缸之间通过第二气缸连接,所述第二气缸分别与所述弧形夹板和所述第一气缸铰接。
[0007]
在使用时,将圆柱模具的端面放置在底板上,轴线竖向设置,同时驱动两个第一气缸进行伸长,使得两个平面夹板能够均与圆柱的曲面进行接触,期间实现了自动对心,保障圆柱模具的轴线位于两个立柱之间的中心处,由于此时圆柱模具与平面夹板之间是线面接触,存在不稳定性,因此第二气缸伸长使得弧形夹板向圆柱模具靠近,并对其进行夹紧,此时圆柱模具实现了多点夹持,保障了夹持的稳定性,工具电极在移动机构的带动下进行定位,将外部脉冲通入工具电机和工件,在工件上喷射工作液,即可开始电火花加工,同样的,将曲面放置在底板上,用平面夹板对圆柱模具的端面进行夹持同样可以进行稳定的夹持,此端面与平面夹板之间属于面接触,夹持牢固,弧形夹板可以起到辅助夹紧的作用。本实用新型能够针对圆柱状模具进行夹持,夹持的过程中可以分别对曲面和端面进行夹持与稳定,实现了同一电火花机对不同面进行加工的生茶需求,提高了生产效率和加工精度。
[0008]
作为优化,所述立柱上还设置有高度调整机构,所述高度调整机构包括对向设置在所述立柱上的第一凹槽,所述第一凹槽设置在两个所述立柱正对的表面上,所述第一凹
槽内转动安装有第一丝杠,所述第一丝杠上配合有第一螺母,所述第一螺母滑动在所述第一凹槽内,所述第一丝杠与第一驱动电机传动连接,所述第一螺母与所述第一气缸固定连接。
[0009]
这样,增加了高度调整机构,可以使得平面夹板和弧形夹板实现升降没从而可以缩小平面夹板以及弧形夹板的高度,而不影响对底板上的工件进行夹持,第一驱动电机带动第一丝杠旋转,进而带动第一螺母以及第一气缸实现升降。
[0010]
作为优化,所述底板上正对所述工具电极还设置有安装座,所述安装座的上表面向下设置有第二凹槽,所述第二凹槽内均布有圆筒,所述圆筒的底部固定在所述第二凹槽内,相邻两个所述圆筒紧贴设置,所述圆筒内滑动有圆柱,所述圆柱与所述圆筒之间设置有压缩弹簧。
[0011]
这样,将圆柱状模具夹持后可以在高度调整机构的带动下将圆柱状模具放置在安装座上,安装座上的圆柱受压后缩入圆筒中,因此圆柱状模具水平维度的移动将受到限制,在加工中受外力影响不会产生偏移,保障了加工的精度。
[0012]
作为优化,所述移动机构包括竖向移动机构和平面移动机构;所述竖向移动机构包括设置在所述立板顶部的滑槽,所述滑槽竖向设置,所述滑槽内滑动安装有滑块,所述滑块与所述滑槽的侧壁上设有限位槽,所述滑块上连接有限位块,所述限位块滑动在所述限位槽中,所述滑槽底部固定安装有第三气缸,所述第三气缸的自由端竖向向上设置,所述第三气缸的自由端与所述滑块底部固定连接;所述平面移动机构包括与所述滑块固定连接的第一横板,所述第一横板的下表面设有第三凹槽,所述第三凹槽内转动安装有第二丝杠,所述第二丝杠与第二驱动电机传动连接,所述第二丝杠上配合有第二螺母,所述第二螺母的下表面通过连接板与第二横板固定连接,所述第二横板与所述第一横板呈90
°
角,所述第二横板的下表面设置有第四凹槽,所述第四凹槽内转动安装有第三丝杠,所述第三丝杠与第三驱动电机传动配合,所述第三丝杠上配合有第三螺母,所述第三螺母与所述工具电极固定连接。
[0013]
这样,第三气缸能够实现工具电极以及平面移动机构的升降,使得电火花加工中工具电极与工件之间间隙性电蚀作用,保障加工质量,第二电机带动第三丝杠转动以及第三电机带动第三丝杠转动实现了工具电极在水平面内的移动,便于定位。
[0014]
作为优化,所述底板下方设置有集液槽。
[0015]
这样,可以实现工作液的回收。
附图说明
[0016]
图1为本实用新型所述的用于生产圆柱状模具的电火花机的结构示意图(集液槽未画出)。
[0017]
图2为图1的左视图。
[0018]
图3为图2的俯视图。
具体实施方式
[0019]
下面结合附图对本实用新型作进一步的详细说明。
[0020]
具体实施时,如图1-3所示,一种用于生产圆柱状模具的电火花机,包括竖向设置
的工具电极1,所述工具电极1通过移动机构与立板11连接,所述立板11底部固定安装在底板12上,所述底板12上设置有圆柱夹持装置,所述圆柱夹持装置包括对向设置的立柱13,所述立柱13正对的表面上分别安装有第一气缸14,所述第一气缸14的自由端正对设置,所述第一气缸14的自由端固定安装有平面夹板15,所述平面夹板15水平方向的两个侧边分别铰接有弧形夹板16,所述弧形夹板16与所述第一气缸14之间通过第二气缸17连接,所述第二气缸17分别与所述弧形夹板16和所述第一气缸14铰接。
[0021]
在使用时,将圆柱模具的端面放置在底板上,轴线竖向设置,同时驱动两个第一气缸进行伸长,使得两个平面夹板能够均与圆柱的曲面进行接触,期间实现了自动对心,保障圆柱模具的轴线位于两个立柱之间的中心处,由于此时圆柱模具与平面夹板之间是线面接触,存在不稳定性,因此第二气缸伸长使得弧形夹板向圆柱模具靠近,并对其进行夹紧,此时圆柱模具实现了多点夹持,保障了夹持的稳定性,工具电极在移动机构的带动下进行定位,将外部脉冲通入工具电机和工件,在工件上喷射工作液,即可开始电火花加工,同样的,将曲面放置在底板上,用平面夹板对圆柱模具的端面进行夹持同样可以进行稳定的夹持,此端面与平面夹板之间属于面接触,夹持牢固,弧形夹板可以起到辅助夹紧的作用。本实用新型能够针对圆柱状模具进行夹持,夹持的过程中可以分别对曲面和端面进行夹持与稳定,实现了同一电火花机对不同面进行加工的生茶需求,提高了生产效率和加工精度。
[0022]
本实施例中,所述立柱13上还设置有高度调整机构,所述高度调整机构包括对向设置在所述立柱13上的第一凹槽,所述第一凹槽设置在两个所述立柱正对的表面上,所述第一凹槽内转动安装有第一丝杠18,所述第一丝杠18上配合有第一螺母,所述第一螺母滑动在所述第一凹槽内,所述第一丝杠18与第一驱动电机19传动连接,所述第一螺母与所述第一气缸18固定连接。
[0023]
这样,增加了高度调整机构,可以使得平面夹板和弧形夹板实现升降没从而可以缩小平面夹板以及弧形夹板的高度,而不影响对底板上的工件进行夹持,第一驱动电机带动第一丝杠旋转,进而带动第一螺母以及第一气缸实现升降。
[0024]
本实施例中,所述底板12上正对所述工具电极1还设置有安装座2,所述安装座2的上表面向下设置有第二凹槽,所述第二凹槽内均布有圆筒21,所述圆筒21的底部固定在所述第二凹槽内,相邻两个所述圆筒21紧贴设置,所述圆筒21内滑动有圆柱22,所述圆柱22与所述圆筒21之间设置有压缩弹簧23。
[0025]
这样,将圆柱状模具夹持后可以在高度调整机构的带动下将圆柱状模具放置在安装座上,安装座上的圆柱受压后缩入圆筒中,因此圆柱状模具水平维度的移动将受到限制,在加工中受外力影响不会产生偏移,保障了加工的精度。
[0026]
本实施例中,所述移动机构包括竖向移动机构和平面移动机构;所述竖向移动机构包括设置在所述立板11顶部的滑槽,所述滑槽竖向设置,所述滑槽内滑动安装有滑块24,所述滑块24与所述滑槽的侧壁上设有限位槽25,所述滑块24上连接有限位块26,所述限位块26滑动在所述限位槽25中,所述滑槽底部固定安装有第三气缸27,所述第三气缸27的自由端竖向向上设置,所述第三气缸27的自由端与所述滑块24底部固定连接;所述平面移动机构包括与所述滑块24固定连接的第一横板28,所述第一横板28的下表面设有第三凹槽,所述第三凹槽内转动安装有第二丝杠29,所述第二丝杠29与第二驱动电机3传动连接,所述第二丝杠29上配合有第二螺母31,所述第二螺母31的下表面通过连接板与第二横板32固定
连接,所述第二横板32与所述第一横板28呈90
°
角,所述第二横板32的下表面设置有第四凹槽,所述第四凹槽内转动安装有第三丝杠33,所述第三丝杠33与第三驱动电机34传动配合,所述第三丝杠33上配合有第三螺母35,所述第三螺母35与所述工具电极1固定连接。
[0027]
这样,第三气缸能够实现工具电极以及平面移动机构的升降,使得电火花加工中工具电极与工件之间间隙性电蚀作用,保障加工质量,第二电机带动第三丝杠转动以及第三电机带动第三丝杠转动实现了工具电极在水平面内的移动,便于定位。
[0028]
具体的,所述第一气缸14、第二气缸17和第三气缸27均设置有进气管和出气管,所述进气管和出气管均与电磁阀连接,所述电磁阀与气源连接。这样能够准确地控制第一气缸第二气缸和第三气缸的伸缩量。
[0029]
本实施例中,所述底板12下方设置有集液槽。
[0030]
这样,可以实现工作液的回收。
[0031]
具体的,还包括plc控制器,所述plc控制器与电磁阀、第一驱动电机、第二驱动电机和第三驱动电机均电性连接,根据工件的实际生产需求,控制各部分协同工作,包括定位、夹持和升降等工序。
[0032]
具体的,所述plc控制器型号为s7-200,属于现有技术。
[0033]
最后应说明的是:以上实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解;其依然可以对前述实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型实施例技术方案的范围,其均应涵盖在本实用新型的权利要求和说明书的范围当中。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips