
 商标分类
商标分类  商标转让
商标转让 
一种侧夹定位机构及应用该机构的锯床工件定位送料装置的制作方法
 2021-01-29 14:01:29|
2021-01-29 14:01:29| 236|
236| 起点商标网
起点商标网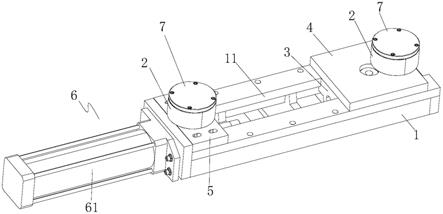
[0001]
本实用新型属于锯床技术领域,特别涉及一种侧夹定位机构及应用该机构的锯床工件定位送料装置。
背景技术:
[0002]
现有锯床型材送料装置,包括型材输送线,型材通过上料机构从型材输送线一侧放入,然后通过输送线输送至锯床内锯切加工位,待加工后的型材工件继续有输送线输送至下一道加工工序中,而在进入锯切加工位及输出至下一道及加工工序时,均需要先期进行预定位,防止型材由于进入位置或放置位置不规范,导致其撞击到锯床或其内组件、无法在指定位置进行锯切加工或后道工序的有序加工。所以有必要设计一种在锯切完成后将型材工件规范位置并有序输出至指定位置,使型材工件有序按照规定的位置和方向进入锯床加工位。
技术实现要素:
[0003]
本实用新型所要解决的技术问题在于,提供一种侧夹定位机构及应用该机构的锯床工件定位送料装置,通过设置侧滚组件,从而可以将型材夹持于两侧的侧滚组件内,然后通过输送线将型材沿着侧滚组件的滚筒按照指定位置导滑至锯床加工位,避免型材发生碰撞;通过在输送线的送料方向末端设置阻挡块,从而可以对型材工件的长度方向进行定位。
[0004]
本实用新型是这样实现的,提供一种侧夹定位机构,包括工作台、侧滚组件、滑块,工作台内设有横向设置的滑移槽,滑块置于滑移槽内,工作台上端一侧设有与滑块连接的滑移板,另一侧固定连接有固定板,滑移板、固定板上分别设置有侧滚组件,两侧侧滚组件之间的区间作为型材夹持导滑区;工作台外设有驱动滑块沿滑移槽横向往复滑移的侧夹驱动机构。
[0005]
进一步地,所述侧夹驱动机构包括侧夹油缸,侧夹油缸的缸体端与工作台一侧端连接,其活塞杆端伸入滑移槽内驱动连接于滑块。
[0006]
进一步地,滑块的上端设置有连接轴部,滑移板中部设有连接孔与连接轴部固定连接。
[0007]
进一步地,侧滚组件分别包括固定轴、轴承、滚套,两根固定轴的下端分别与固定板、滑动板固定连接,所述滚套分别通过至少一组轴承套设于各固定轴上端。
[0008]
进一步地,固定板、滑动板上分别开设有安装轴孔,两根固定轴的下端分别固定连接于安装轴孔内。
[0009]
进一步地,滚套轴向上端盖设有防尘盖。
[0010]
一种应用所述侧夹定位机构的锯床工件定位送料装置,锯床工件定位送料装置包括机架及架置于机架上的型材输送线;型材输送线包括若干间隔设置的导料辊,至少两组侧夹定位机构并列设置于机架上,其型材夹持导滑区位于型材输送线的上侧,且型材夹持导滑区分别设置于型材输送线其中相邻的两根导料辊之间,其夹持方向与型材输送线的送
料方向空间垂直;型材输送线的送料方向末端设置有与机架连接的工件端部定位挡块。
[0011]
进一步地,型材输送线的送料方向末端的机架上设置有两列与送料方向平行的导轨,所述定位挡块沿导轨定位后通过螺栓与该导轨固定连接。
[0012]
与现有技术相比,本实用新型侧夹定位机构及应用该机构的锯床工件定位送料装置,通过设置侧滚组件,从而可以将型材夹持于两侧的侧滚组件内,然后通过输送线将型材沿着侧滚组件的滚筒按照指定位置导滑至型材加工位,避免型材发生碰撞。
[0013]
当型材进入输送线时,通过侧夹驱动机构驱动使两侧侧滚组件对型材进行侧夹,侧滚组件的滚套为柔性被动滚动,当型材通过输送线进行送料时,可对型材的进行侧面定位,保证送料的直线性;固定板及固定板上侧滚组件的位置为基准,通过侧夹驱动机构驱动滑移板上侧滚组件向固定板上侧滚组件靠拢完成侧夹定位。
[0014]
滚套分别通过至少一组轴承套设于各固定轴上端,从而型材工件在输送线的送料驱动力下向前送进,其两侧的侧边框被动使滚套滚动,待型材工件的前端触碰到定位挡块时,则完成长度方向的定位,此时的型材工件可以进行后一道加工工序或通过机械手、电磁取料装置进行取用至下一道加工工位上;防尘盖的设置,其目的在于防止加工现场的锯末铁屑及杂物粉尘对滚套内轴承造成影响。
附图说明
[0015]
图1为本实用新型侧夹定位机构的立体结构示意图;
[0016]
图2为本实用新型侧夹定位机构的主视平面示意图;
[0017]
图3为本实用新型侧夹定位机构的主剖视示意图;
[0018]
图4为图2中a-a剖视图;
[0019]
图5为本实用新型锯床工件定位送料装置的俯视平面示意图;
[0020]
图6为本实用新型锯床工件定位送料装置的主视平面示意图;
[0021]
图7为所述锯床工件定位送料装置上型材工件的夹持定位状态示意图。
具体实施方式
[0022]
为了使本实用新型所要解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
[0023]
请参照图1~图7所示,本实用新型抬升侧夹导滑机构,包括工作台1、侧滚组件2、滑块3,工作台1内设有横向设置的滑移槽11,滑块3置于滑移槽11内,工作台1上端一侧设有与滑块3连接的滑移板4,另一侧固定连接有固定板5,滑移板4、固定板5上分别设置有侧滚组件2,两侧侧滚组件2之间的区间作为型材夹持导滑区10;工作台1外设有驱动滑块3沿滑移槽11横向往复滑移的侧夹驱动机构6。
[0024]
所述侧夹驱动机构6包括侧夹油缸61,侧夹油缸61的缸体端与抬升工作台1一侧端连接,其活塞杆端伸入滑移槽11内驱动连接于滑块3。
[0025]
滑块3的上端设置有连接轴部31,滑移板4中部设有连接孔41与连接轴部31固定连接。侧滚组件2分别包括固定轴21、轴承22、滚套23,两根固定轴21的下端分别与固定板5、滑动板4固定连接,所述滚套23分别通过至少一组轴承32套设于各固定轴21上端。固定板5、滑
动板4上分别开设有安装轴孔45,两根固定轴21的下端分别固定连接于安装轴孔45内。滚套23轴向上端盖设有防尘盖7。通过防尘盖7从而避免滚套内轴承11受外界因素的影响和破坏。
[0026]
参照图5~图7所示,一种应用所述侧夹定位机构的锯床工件定位送料装置,其包括机架8及架置于机架8上的型材输送线9;型材输送线9包括若干间隔设置的导料辊91,至少两组侧夹定位机构100并列设置于机架8上,其型材夹持导滑区10位于型材输送线9的上侧,且型材夹持导滑区10分别设置于型材输送线9其中相邻的两根导料辊91之间,其夹持方向与型材输送线9的送料方向空间垂直;型材输送线9的送料方向末端设置有与机架8连接的工件端部定位挡块200。型材输送线90的送料方向末端的机架8上设置有两列与送料方向平行的导轨201,所述工件端部定位挡块200沿导轨201定位后通过螺栓202与该导轨201固定连接,从而可以根据型材工件的实际长度需求,对工件端部定位挡块200位于导轨201上的位置进行调整,从而可以对不同长度要求的型材工件进行长度方向的定位。
[0027]
型材工件300放置于型材输送线9上,型材工件300沿着两侧侧滚组件2的滚套23由型材输送线9继续向送料方向送进,所述型材输送线9还包括动力装置,各导料辊91的前端伸出轴承及轴承座外一端分别连接有两组同轴连接的链轮;其中一根导料辊91前侧的链轮与相邻一侧的导料辊91前侧的链轮通过链条连接,前一根导料辊91后侧的链轮与相邻另一侧的导料辊91后侧的链轮通过链条连接,以此类推,各导料辊91依次传动连接。
[0028]
动力装置的动力输出端通过链条传动连接于左侧或右侧最外一根导料辊91前侧或后侧的链轮。通过设置侧滚组件2,从而可以将型材该工件300夹持于两侧的侧滚组件2构成的型材夹持导滑区10内,然后通过型材输送线9将型材该工件300沿着侧滚组件2的滚筒23,并按照指定位置导滑至型材工件300的前端碰到工件端部定位挡块200,即完成型材工件的夹持定位和工件长度方向的定位,在此过程中可避免型材工件在型材输送线上发生偏侧,从而发生碰撞。当型材工件300处于型材输送线9上时,通过侧夹驱动机构6驱动使两侧侧滚组件2对型材工件300进行侧夹,侧滚组件2的滚套23为柔性被动滚动。当型材工件300通过型材输送线9进行送料时,可对型材工件300的进行侧面定位,保证送料的直线性。
[0029]
以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips