
 商标分类
商标分类  商标转让
商标转让 
一种新型卡瓦工装的制作方法
 2021-01-29 14:01:49|
2021-01-29 14:01:49| 249|
249| 起点商标网
起点商标网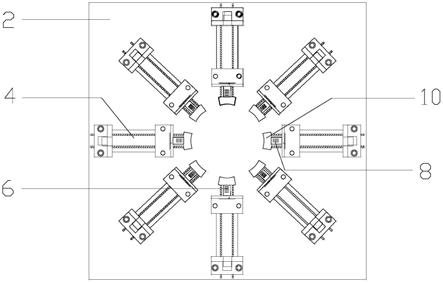
[0001]
本实用新型属于石油配件技术领域,特别涉及一种新型卡瓦工装。
背景技术:
[0002]
钻井卡瓦适用于石油及天然气钻井作用中,用于卡持钻杆,卡瓦是在井口悬持钻具的专用工具,内壁有许多钢牙,工作时,钻机回转器带动卡瓦转动,钻杆在卡瓦的加持作用下随之转动。
[0003]
在制造卡瓦的过程中,需要对卡瓦的外部进行加压,以调整卡瓦的结构紧固性。目前,一般是采用气动冲压机对卡瓦进行加工,气动冲压机包括工作台和位于工作台上方的气缸,工作台与气缸之间设置有压块,压块与气缸的工作端连接,将待加工的卡瓦放置在工作台上,气缸控制压块对卡瓦外表面进行加压,结构简单。但是,一般卡瓦呈圆筒状,传统气动冲压机每次压紧操作仅能针对卡瓦的部分外表面进行加压,在完成卡瓦全部表面加压的过程中,有时压的紧,有时压的松,这样会影响卡瓦的质量。
技术实现要素:
[0004]
本实用新型为了解决上述技术问题提供一种新型卡瓦工装,其能够解决目前传统加压设备,每次加压操作仅能针对卡瓦的部分外表面进行加压,在完成卡瓦全部表面加压的过程中,有时压的紧,有时压的松,这样会影响卡瓦的质量的问题。
[0005]
本实用新型解决上述技术问题的技术方案如下:
[0006]
一种新型卡瓦工装,其包括:水平设置的工作台,所述工作台上设置有若干气缸,若干所述气缸以所述工作台中心为圆心呈圆环形等间距分布,每个所述气缸上设有朝所述工作台中心延伸的传动推杆,所述传动推杆远离所述气缸的一端可拆卸安装有压块;在全部所述传动推杆伸出时,全部所述压块于所述工作台中部形成一个环形压紧结构。
[0007]
本实用新型的有益效果是:
[0008]
(1)通过多个气缸同时工作,使多个压块能够同时作用在卡瓦的外表面上,卡瓦外表面受力均匀,有利于提升卡瓦的加工质量;
[0009]
(2)多个压块环绕作用于卡瓦外表面上,压块贴合性好,覆盖面广,卡瓦定位效果较好;
[0010]
(3)本实用新型对卡瓦能够一次加工成型,操作方便,省时省力。
[0011]
在上述技术方案的基础上,本实用新型还可以做如下改进。
[0012]
进一步,所述气缸的数量为3-8个。
[0013]
采用上述进一步方案的有益效果是:
[0014]
(1)多个气缸能够帮助压块更好地覆盖卡瓦外表面,增加作用点,改善卡瓦受力均匀性;
[0015]
(2)多个气缸能够减小压块的体积,有助于传力,增加压紧效果。
[0016]
进一步,所述传动推杆远离所述气缸的一端上设有外螺纹,所述压块上开设有贯
穿所述压块的螺纹通孔,所述压块通过螺纹通孔安装在所述传动推杆上。
[0017]
采用上述进一步方案的有益效果是:通过螺纹配合,能够快速更换传动推杆上的压块,有助于加工不同尺寸的卡瓦,方便实用。
[0018]
进一步,所述压块朝向所述工作台中心的侧面上还设置有缓冲垫。
[0019]
采用上述进一步方案的有益效果是:设置缓冲垫能够对压块起到一定保护作用,从而延长压块的使用寿命,同时还能够对卡瓦起到一定保护作用,为确保卡瓦质量提供基础。
[0020]
进一步,所述缓冲垫为橡胶缓冲垫或聚氨酯缓冲垫。
[0021]
进一步,所述压块为月牙型压块或开设有弧形槽的压块。
[0022]
采用上述进一步方案的有益效果是:月牙型压块或开设有弧形槽的压块能够形成弧形结构,从而匹配卡瓦的形状,提高压紧的牢固性和稳定性。
[0023]
进一步,所述气缸上还设置有用于固定所述压块的限位杆,所述限位杆与所述传动推杆平行,且所述限位杆沿所述传动推杆方向作直线往复运动。
[0024]
采用上述进一步方案的有益效果是:通过限位杆能够对压块位置进行固定,放置挤压松动,同时限位杆操作方便,简单实用。
[0025]
进一步,还包括单片机,所述单片机的引脚a连接有复位模块,所述单片机的引脚b与引脚c之间设连接有时控模块,所述单片机的输出口连接有若干所述气缸。
[0026]
采用上述进一步方案的有益效果是:使用者通过单片机能够快速控制多个气缸工作,操作简单;在时控模块中设定时间,控制压块对卡瓦的作用时间,大大提高工作效率。
[0027]
进一步,所述单片机的引脚d连接有计数器。
[0028]
采用上述进一步方案的有益效果是:计数器能够帮助使用者快速读取卡瓦的加工数量,简单方便。
附图说明
[0029]
图1为本实用新型卡瓦工装的主视结构图;
[0030]
图2为本实用新型卡瓦工装的俯视结构图一;
[0031]
图3为本实用新型卡瓦工装的俯视结构图二;
[0032]
图4为本实用新型压块的结构图;
[0033]
图5为本实用新型限位杆的结构图;
[0034]
图6为本实用新型单片机、时控模块、复位模块、计数器和气缸控制流程结构图;
[0035]
图7为本实用新型单片机、时控模块、复位模块、计数器和气缸电路控制结构图。
[0036]
附图中,各标号所代表的部件列表如下:
[0037]
2、工作台;4、气缸;6、传动推杆;8、外螺纹;10、压块;12、螺纹通孔;14、缓冲垫;16、单片机;18、时控模块;20、复位模块;22、计数器;24、限位杆。
具体实施方式
[0038]
以下结合附图对本实用新型的原理和特征进行描述,所举实例只用于解释本实用新型,并非用于限定本实用新型的范围。
[0039]
在本实用新型创造的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“上”、
“
下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型创造和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型创造的限制。此外,术语“第一”、“第二”等仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”等的特征可以明示或者隐含地包括一个或者更多个该特征。在本实用新型创造的描述中,除非另有说明,“多个”的含义是两个或两个以上。
[0040]
在本实用新型创造的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以通过具体情况理解上述术语在本实用新型创造中的具体含义。
[0041]
下面是结合附图1-7对本实用新型进一步说明:
[0042]
方式一
[0043]
本方式提供一种新型卡瓦工装,结合图1至图4,其包括:水平设置的工作台2,所述工作台2上设置有若干气缸4,若干所述气缸4以所述工作台2中心为圆心呈圆环形等间距分布,每个所述气缸4上设有朝所述工作台2中心延伸的传动推杆6,所述传动推杆6远离所述气缸4的一端可拆卸安装有压块10;在全部所述传动推杆6伸出时,全部所述压块10于所述工作台2中部形成一个环形压紧结构。
[0044]
本方式能够解决目前传统加压设备,每次加压操作仅能针对卡瓦的部分外表面进行加压,在完成卡瓦全部表面加压的过程中,有时压的紧,有时压的松,这样会影响卡瓦的质量的问题。
[0045]
本方式对卡瓦能够一次加工成型,操作方便,省时省力,其中,通过多个气缸4同时工作,使多个压块10能够同时作用在卡瓦的外表面上,卡瓦外表面受力均匀,有利于提升卡瓦的加工质量;多个压块10环绕作用于卡瓦外表面上,压块10贴合性好,覆盖面广,卡瓦定位效果较好。
[0046]
可以理解的是,所述气缸4还应该和气源连接。
[0047]
其中,所述气缸4的数量为3-8个。进一步,所述气缸4的数量为4或6或8个。具体的,本方式所述气缸4的数量为4个。同时,本方式也给出所述气缸4的数量为8个的形式。
[0048]
这样,多个气缸4能够帮助压块10更好地覆盖卡瓦外表面,增加作用点,改善卡瓦受力均匀性;多个气缸4能够减小压块10的体积,有助于传力,增加压紧效果。
[0049]
其中,所述传动推杆6远离所述气缸4的一端上设有外螺纹8,所述压块10上开设有贯穿所述压块10的螺纹通孔12,所述压块10通过螺纹通孔12安装在所述传动推杆6上。
[0050]
这样,通过螺纹配合,能够快速更换传动推杆6上的压块10,有助于加工不同尺寸的卡瓦,方便实用。
[0051]
其中,所述压块10为月牙型压块10或开设有弧形槽的压块10。具体的,所述压块10为月牙型压块10。
[0052]
这样,月牙型压块10或开设有弧形槽的压块10能够形成弧形结构,从而匹配卡瓦的形状,提高压紧的牢固性和稳定性。
[0053]
需要注意的是,本方式新型卡瓦工装的形式是多种多样的,下面我们提供几种可选的方式。
[0054]
方式二
[0055]
本方式与方式一的区别在于,结合图1至图4,所述压块10朝向所述工作台2中心的侧面上还设置有缓冲垫14。
[0056]
这样,设置缓冲垫14能够对压块10起到一定保护作用,从而延长压块10的使用寿命,同时还能够对卡瓦起到一定保护作用,为确保卡瓦质量提供基础。
[0057]
其中,所述缓冲垫14为橡胶缓冲垫14或聚氨酯缓冲垫14。具体的,本方式所述缓冲垫14为橡胶缓冲垫14。
[0058]
方式三
[0059]
本方式与方式一的区别在于,结合图1至图5,所述气缸4上还设置有用于固定所述压块10的限位杆24,所述限位杆24与所述传动推杆6平行,且所述限位杆24沿所述传动推杆6方向作直线往复运动。
[0060]
采用上述进一步方案的有益效果是:通过限位杆24能够对压块10位置进行固定,放置挤压松动,同时限位杆24操作方便,简单实用。
[0061]
具体的,可以在气缸4固定基座上开设螺纹孔,限位杆6螺纹安装在气缸4的螺纹孔中。
[0062]
方式四
[0063]
本方式与方式一的区别在于,结合图1至图7,还包括单片机16,所述单片机16的引脚a连接有复位模块20,所述单片机16的引脚b与引脚c之间设连接有时控模块18,所述单片机16的输出口连接有若干所述气缸4。本方式中,所述气缸4可采用济南世纪恒通自动化设备有限公司,sc型号,压紧气缸4。
[0064]
这样,使用者通过单片机16能够快速控制多个气缸4工作,操作简单;在时控模块18中设定时间,控制压块10对卡瓦的作用时间,大大提高工作效率。
[0065]
另外,所述单片机16的引脚d连接有计数器22。计数器22能够帮助使用者快速读取卡瓦的加工数量,简单方便。
[0066]
电路的连接方法为本领域技术人员的公知技术,其中,单片机16采用stc89c52型号的单片机16,单片机16的输出口连接有多个所述气缸4,具体的,一个所述气缸4连接在两个输出口之间。所述单片机16的引脚1连接有计数器22;所述单片机16的引脚9连接有复位模块20;所述单片机16的引脚18与引脚19之间设连接有时控模块18。在图4的电路原理图中,各标号所代表的部件列表如下:km、继电器开关;bz、计数器22。
[0067]
本方式的工作原理及步骤:
[0068]
将待加工的卡瓦放置在工作台2中心处,按下开关,单片机16控制各个气缸4伸出传动推杆6,使各个压块10环绕作用于待加工的卡瓦外表面上,经过一段作用时间,待加工的卡瓦成型,单片机16控制各个气缸4收回传动推杆6,即成。
[0069]
以上所述仅为本实用新型的较佳实施例,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签:

 热门咨询
热门咨询




tips