
 商标分类
商标分类  商标转让
商标转让 
一种代替人工装配的模内铆合装置的制作方法
 2021-01-29 14:01:33|
2021-01-29 14:01:33| 287|
287| 起点商标网
起点商标网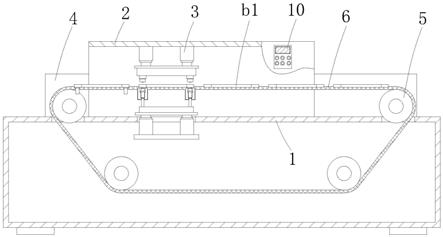
[0001]
本实用新型涉及机械加工设备技术领域,具体涉及一种代替人工装配的模内铆合装置。
背景技术:
[0002]
铆合是冷作手段之一,指的是用机械力使两工件之间经过中间工件得以连接的方法,常用的装置为铆合机。
[0003]
对于一些平面工件,为了满足不同的组装需求,需要在其平面上接入铆钉,随后铆合固定。但是传统工艺采用人工装配铆钉的方式,在工件上的铆钉装配完成后放入模仁内进行铆合,需要人工配合,劳动力投入大,且加工效率低,产量低。
[0004]
公开号为cn206702145u的专利,公开了一种紧凑型自动铆合装置,它包括安装架横板、安装架竖板,安装架竖板上端部螺装水平安装板,水平安装板上表面螺装夹具安装座,夹具安装座装设铆合夹具,铆合夹具成型工件定位槽;安装架竖板于水平安装板下端侧装设电机固定板,电机固定板螺装铆合驱动电机,水平安装板装设铆合驱动转轴,铆合驱动转轴下端部通过联轴器与铆合驱动电机的动力输出轴连接,夹具安装座上表面的活动安装槽内嵌装铆合驱动块,铆合驱动块装设铆合压头,该装置占用空间小且能够高效地实现铆合作业,但是该装置存在不适配平面工件的自动化加工问题,为此,我们提出了一种代替人工装配的模内铆合装置。
技术实现要素:
[0005]
(一)解决的技术问题
[0006]
针对现有技术的不足,本实用新型提供了一种代替人工装配的模内铆合装置,克服了现有技术的不足,设计合理,结构紧凑,旨在解决传统工艺采用人工装配铆钉的方式,在工件上的铆钉装配完成后放入模仁内进行铆合,需要人工配合,劳动力投入大,且加工效率低,产量低的问题。
[0007]
(二)技术方案
[0008]
为实现以上目的,本实用新型通过以下技术方案予以实现:
[0009]
一种代替人工装配的模内铆合装置,包括底座箱和底座箱下端安装的多个支撑垫脚,所述底座箱的上端设有加工室,加工室的输入侧和输出侧均设有转动架,加工室的内腔设有模内铆合机构和部分传输带,传输带的两侧均延伸出加工室的内腔并到达底座箱的内腔中首尾相接,传输带的内壁上转动安装有四个呈倒梯形设置的传输轮,位于下侧的两个传输轮转动安装在底座箱的内壁上,位于上侧的两个传输轮安装在转动架上,且传输轮的后轴端上安装有传动链轮,两个传动链轮通过链条传动连接,其中一个传动链轮安装在伺服电机的输出端上,且伺服电机安装在转动架的后壁上;
[0010]
所述模内铆合机构由上模组件、铆钉输送组件和下模组件组成,上模组件包括安装在加工室内顶壁上的上模气缸,上模气缸的伸缩端上安装有上模座,上模座的下端边缘
安装有四个与工件上铆钉孔相匹配的上模铆合头;
[0011]
铆钉输送组件包括设置于四个铆钉孔下侧并用于传输空心铆钉的传输轨道,且位于同侧的两个传输轨道的输入端到达加工室的外腔并安装在同一个振动盘的输出端上;
[0012]
下模组件包括四个竖向设置在铆钉孔正下方位置的上行冲压杆,且四个上行冲压杆垂直安装在同一个下模座的上端边缘,下模座的下端安装有下模气缸的伸缩端,且下模气缸延伸至底座箱的内腔并安装在固定板的上端,固定板固定安装在底座箱的内壁上。
[0013]
进一步的,四个所述传输轨道与铆钉孔同轴心线的底壁上开设有与上冲压杆相匹配的下冲压孔。
[0014]
进一步的,所述传输带的环形外壁上等距设有多个用于工件卡合定位的工件槽。
[0015]
进一步的,所述上模铆合头的下端中部安装有与空心铆钉的空心同轴设置的空心膨胀凸起。
[0016]
进一步的,所述传输轨道位于铆钉孔下方的一端为闭合结构,且传输轨道靠近铆钉孔的一侧倾斜向下设置。
[0017]
进一步的,所述加工室的前壁上安装有控制面板,且控制面板上设有显示屏和控制按钮,控制面板内置有plc控制器。
[0018]
(三)有益效果
[0019]
本实用新型实施例提供了一种代替人工装配的模内铆合装置,具备以下有益效果:
[0020]
1、通过传输带和模内铆合机构的组合结构,传输带上的工件依次传输至模内铆合机构处,铆钉输送组件将空心铆钉输送至工件上四个铆钉孔的正下方位置,随后上模气缸和下模气缸启动,推动空心铆钉向上运动,空心铆钉的铆合端穿过铆钉孔并配合上模铆合头产成铆合效果,有效的保证铆合加工的效率。
[0021]
2、通过传输带上工件槽的设置,工件槽有效的定位工件,同时等距设置的工件槽,便于匹配模内铆合机构的机械自动化加压铆合。
[0022]
3、通过上模铆合头下端空心膨胀凸起的设置,空心膨胀凸起有效的配合空心铆钉铆合端的中心空点,加压后可使空心铆钉的铆合端向四周变形碾压,产成更好的铆合效果。
附图说明
[0023]
下面将以明确易懂的方式,结合附图说明优选实施方式,对一种代替人工装配的模内铆合装置的上述特性、技术特征、优点及其实现方式予以进一步说明。
[0024]
图1为本实用新型的结构示意图;
[0025]
图2为本实用新型的俯角剖视图;
[0026]
图3为本实用新型中模内铆合机构的结构示意图;
[0027]
图4为本实用新型中铆合工件的结构示意图。
[0028]
图中:底座箱1、加工室2、模内铆合机构3、上模气缸31、上模座32、上模铆合头33、空心膨胀凸起331、传输轨道34、振动盘35、下冲压孔36、上行冲压杆37、下模座38、下模气缸39、固定板310、转动架4、传输轮5、传输带6、工件槽61、传动链轮7、链条8、伺服电机9、控制面板10、铆合工件b、工件b1、空心铆钉b2。
具体实施方式
[0029]
下面结合附图1-4和实施例对本实用新型进一步说明:
[0030]
实施例1
[0031]
一种代替人工装配的模内铆合装置,包括底座箱1和底座箱1下端安装的多个支撑垫脚,所述底座箱1的上端设有加工室2,加工室2的输入侧和输出侧均设有转动架4,加工室2的内腔设有模内铆合机构3和部分传输带6,传输带6的两侧均延伸出加工室2的内腔并到达底座箱1的内腔中首尾相接,传输带6的内壁上转动安装有四个呈倒梯形设置的传输轮5,位于下侧的两个传输轮5转动安装在底座箱1的内壁上,位于上侧的两个传输轮5安装在转动架4上,且传输轮5的后轴端上安装有传动链轮7,两个传动链轮7通过链条8传动连接,其中一个传动链轮7安装在伺服电机 9的输出端上,且伺服电机9安装在转动架4的后壁上,伺服电机9启动,通过两个传动链轮7和链条8的传动机构,带动位于上侧的两个传输轮5同步转动,有效的带动传输带6进行转动,传输带6上的工件b1依次传输至模内铆合机构3进行铆合,提高铆合加工的效率;
[0032]
本实施例中,如附图4所示,模内铆合机构3由工件b1和工件b1四个边缘铆合的空心铆钉b2组成。
[0033]
本实施例中,如图2-3所示,所述模内铆合机构3由上模组件、铆钉输送组件和下模组件组成,上模组件包括安装在加工室2内顶壁上的上模气缸31,上模气缸31 的伸缩端上安装有上模座32,上模座32的下端边缘安装有四个与工件b1上铆钉孔相匹配的上模铆合头33;
[0034]
铆钉输送组件包括设置于四个铆钉孔下侧并用于传输空心铆钉b2的传输轨道 34,且位于同侧的两个传输轨道34的输入端到达加工室2的外腔并安装在同一个振动盘35的输出端上,可以理解的是,振动盘35是一种自动组装或自动加工机械的辅助送料设备,能把空心铆钉b2有序地排列出来,配合传输轨道34将空心铆钉b2传输至适应位置,配合装置完成对工件b1的铆合加工,本实施例中,振动盘35的型号为wd-400铆钉振动盘;
[0035]
下模组件包括四个竖向设置在铆钉孔正下方位置的上行冲压杆37,且四个上行冲压杆37垂直安装在同一个下模座38的上端边缘,下模座38的下端安装有下模气缸 39的伸缩端,且下模气缸39延伸至底座箱1的内腔并安装在固定板310的上端,固定板310固定安装在底座箱1的内壁上。
[0036]
本实施例中,在传输带6上放置的工件b1依次传输至模内铆合机构3处,铆钉输送组件通过振动盘35的振动作用进行空心铆钉b2的上料,配合传输轨道34将空心铆钉b2输送至工件b1上四个铆钉孔的正下方位置,随后,上模气缸31和下模气缸39启动,上模气缸31推动四个上模铆合头33下行至四个铆钉孔的上方位置,下模气缸39带动上行冲压杆37向上运动,推动末端的空心铆钉b2向上运动,空心铆钉b2的铆合端穿过铆钉孔并配合上模铆合头33,对空心铆钉b2中心点加压然后使空心铆钉b2的铆合端向四周变形碾压,产成铆合效果。
[0037]
本实施例中,如图3所示,四个所述传输轨道34与铆钉孔同轴心线的底壁上开设有与上冲压杆37相匹配的下冲压孔36,有效的保证上行冲压杆37垂直方向上的上下行运动,精准的对工件b1上的空心铆钉b2进行铆合,加工成铆合工件b。
[0038]
本实施例中,如图2所示,所述传输带6的环形外壁上等距设有多个用于工件b1 卡合定位的工件槽61,有效的定位工件b1,同时等距设置的工件槽61,便于匹配模内铆合机构
3的机械自动化加压铆合。
[0039]
本实施例中,如图1和2所示,所述传输轨道34位于铆钉孔下方的一端为闭合结构,防止空心铆钉b2脱轨,同时可以保证末端的空心铆钉b2与铆钉孔的精准定位效果,且传输轨道34靠近铆钉孔的一侧倾斜向下设置,便于传输轨道34内的空心铆钉b2向模内铆合机构3的铆合处运动。
[0040]
本实施例中,如图1所示,所述加工室2的前壁上安装有控制面板10,且控制面板10上设有显示屏和控制按钮,控制面板10内置有plc控制器,plc控制器即可编程逻辑控制器,是一种具有微处理机的数字电子设备,用于自动化控制的数字逻辑控制器,可以将控制指令随时加载内存内储存与执行,本实施例中,plc控制器的型号为西门子s7-200,控制面板10通过电气控制线与伺服电机9、上模气缸31、振动盘 35和下模气缸39相连接;
[0041]
加工人员通过对控制面板10上控制按钮的操控,结合plc控制器,有效的控制伺服电机9的启停和转速控制,配合上模气缸31和下模气缸39的启停,实现对工件 b1四个边缘空心铆钉b2的铆合,加工成型铆合工件b;同时对振动盘35的控制,有效的保证空心铆钉b2的输送,实现工件铆合。
[0042]
实施例2
[0043]
本实施例与实施例1的区别在于,如图3所示,所述上模铆合头33的下端中部安装有与空心铆钉b2的空心同轴设置的空心膨胀凸起331,空心膨胀凸起331有效的配合空心铆钉b2铆合端的中心空点,加压后可使空心铆钉b2的铆合端向四周变形碾压,产成更好的铆合效果。
[0044]
其他未描述结构参照实施例1。
[0045]
本实用新型的实施例公布的是较佳的实施例,但并不局限于此,本领域的普通技术人员,极易根据上述实施例,领会本实用新型的精神,并做出不同的引申和变化,但只要不脱离本实用新型的精神,都在本实用新型的保护范围内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips