
 商标分类
商标分类  商标转让
商标转让 
一种二段式料斗组焊模具的制作方法
 2021-01-29 14:01:46|
2021-01-29 14:01:46| 167|
167| 起点商标网
起点商标网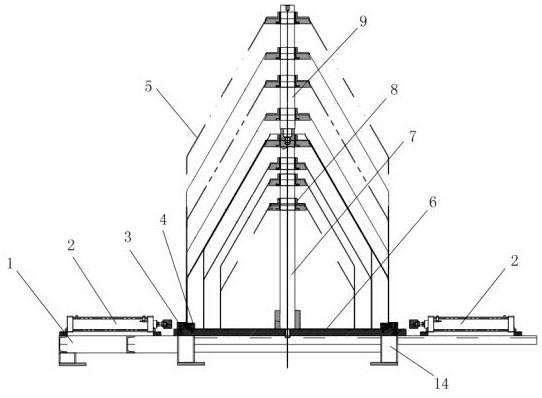
[0001]
本实用新型涉及焊接工装技术领域,具体涉及一种二段式料斗组焊模具。
背景技术:
[0002]
目前市面上没有针对料斗进行焊接的专用模具,在进行料斗焊接时一般要靠两个人工协同操作,并逐一拼接点焊校正而成,完全凭经验焊接。料斗没有焊接模具的缺点;1)质量达不到图纸要求;2)耗时;3)拼接点焊后不规则整形有难度;4)工作效率低。
技术实现要素:
[0003]
为了解决现有技术中存在的问题,本实用新型提供了结构设计合理的一种二段式料斗组焊模具。
[0004]
本实用新型的技术方案如下:
[0005]
一种二段式料斗组焊模具,其特征在于,包括垫板、设置在垫板上的底板及设置在垫板底部的支撑座,所述底板中心位置设有定位主轴,所述定位主轴上设有料斗顶部固定装置,所述垫板四个边角位置处分别设有气缸,所述底板四周分别固定设置定位板,所述气缸上连接有夹紧板,并通过夹紧板将料斗底部进行固定。
[0006]
所述的一种二段式料斗组焊模具,其特征在于,所述顶部固定装置包括定位支撑盘、定位套及卡箍,所述定位套设置在定位主轴上,所述定位支撑盘设置在定位套上,所述卡箍套设在料斗顶部外侧,并将料斗顶部固定在定位支撑盘上。
[0007]
所述的一种二段式料斗组焊模具,其特征在于,所述底板上表面四周在与不同尺寸料斗对应位置开设有螺纹孔,所述定位板通过螺栓安装在对应螺纹孔上。
[0008]
所述的一种二段式料斗组焊模具,其特征在于,所述夹紧板底部设有滑轨,所述底板上在与气缸平行位置处开设有滑槽,所述夹紧板通过滑轨配合设置在底板的滑槽内。
[0009]
所述的一种二段式料斗组焊模具,其特征在于,所述定位主轴顶部设有加长主轴,所述加长主轴与定位主轴之间采用螺纹连接。
[0010]
所述的一种二段式料斗组焊模具,其特征在于,所述垫板上在位于气缸外围设有气缸罩。
[0011]
本实用新型的有益效果是:
[0012]
1)通过该模具对料斗进行焊接,省时省力,降低了劳动强度,提高了效率,保证了产品质量。
[0013]
2)该模具通过定位板的不同安装位置以及料斗顶部固定装置的不同安装位置,能够对9种不同规格的料斗进行组焊,通用性大大提高。
附图说明
[0014]
图1为本实用新型的正视结构示意图;
[0015]
图2为本实用新型的俯视结构示意图;
[0016]
图3为本实用新型的夹紧板与定位板安装结构示意图;
[0017]
图4为本实用新型的料斗顶部固定装置的结构示意图;
[0018]
图中:1-垫板,2-气缸,3-夹紧板,4-定位板,5-料斗零件,6-底板,7-定位主轴,8-料斗顶部固定装置,9-加长主轴,10-滑槽,11-定位套,12-卡箍,13-定位支撑盘,14-支撑座。
具体实施方式
[0019]
以下结合说明书附图,对本实用新型作进一步描述。
[0020]
如图1-4所示,一种二段式料斗组焊模具,包括垫板1、气缸2、夹紧板3、定位板4、料斗零件5、底板6、定位主轴7、料斗顶部固定装置8、加长主轴9、滑槽10、定位套11、卡箍12、定位支撑盘13及支撑座14。
[0021]
垫板1底部的固定设置支撑座14,底板6设置在垫板1上,底板6中心位置螺纹连接设置定位主轴7,定位主轴7上设有料斗顶部固定装置8,垫板1四个边角位置处分别设有气缸2,底板6四周分别固定设置定位板4,气缸2上连接有夹紧板3,并通过夹紧板3将料斗底部进行固定。
[0022]
顶部固定装置8包括定位支撑盘13、定位套11及卡箍12,定位套11设置在定位主轴7上(定位套1为橡胶材质,直接套紧在定位主轴7上或者定位套1为金属材质,通过顶丝安装在定位主轴7上),定位支撑盘13直接安装在定位套11上,定位支撑盘13设置在料斗内侧,相对于内衬,卡箍12套设在料斗顶部外侧,通过卡箍12将料斗顶部固定在定位支撑盘13上。
[0023]
底板6上表面四周在与不同尺寸料斗对应位置开设有螺纹孔,定位板4通过螺栓安装在对应螺纹孔上,在焊接不同尺寸的料斗时,可根据料斗口径的大小,在底板上寻找到合适的位置,用螺栓将定位板4固定好即可。
[0024]
定位主轴7顶部设有加长主轴9,加长主轴9与定位主轴7之间采用螺纹连接。在焊接不同尺寸的料斗时,可根据料斗高度大小,在定位主轴7或加长主轴9上寻找合适的位置,将顶部固定装置8安装好。
[0025]
本实施例中通过定位板4与加长主轴9的设置,能够对9种不同的料斗进行焊接,如图1所示。
[0026]
夹紧板3底部设有滑轨,底板6上在与气缸2平行位置处开设有滑槽10,夹紧板3通过滑轨配合设置在底板6的滑槽10内,滑槽10起到对夹紧板导向的作用,提供了气缸2推进过程中的稳定性。
[0027]
垫板1上在位于气缸2外围设有气缸罩15,气缸罩15能够有效的保护气缸2,提高整个模具的使用寿命。
[0028]
工作过程:
[0029]
将1/4料斗(即4个料斗零件)放入底板上的定位板外侧,调节定位支撑板高度,通过卡箍将料斗上口卡住定好位,利用气缸连接的夹紧板在底部将料斗夹紧,这样就可以将4片组焊为一整体了。焊好后稍作整形气缸回位松开上口卡箍工件吊岀就完成。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 定位

 热门咨询
热门咨询




tips