
 商标分类
商标分类  商标转让
商标转让 
一种用于加工滚齿机不规则滑板体零件上孔的车夹具的制作方法
 2021-01-29 13:01:53|
2021-01-29 13:01:53| 218|
218| 起点商标网
起点商标网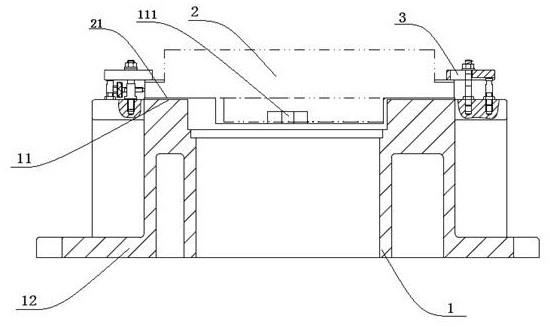
[0001]
本实用新型涉及齿轮机床制造技术领域,尤其涉及一种用于加工滚齿机不规则滑板体零件上孔的车夹具。
背景技术:
[0002]
滚齿机是齿轮滚刀加工齿轮的专用机床,在齿轮加工中应用最广泛。在滚齿机上可切削直齿、斜齿圆柱齿轮。这种机床使用特制的滚刀时也能加工蜗轮、花键和链轮等各种特殊齿形的工件。滚齿机由床身、立柱、刀架及滑板、工作台组成。滚齿机工作时,滚刀装在滚刀主轴上,由伺服电机驱动作旋转运动,刀架可沿立柱导轨垂直移动,还可绕水平轴线调整一个角度。工件装在工作台上,由分度蜗轮副带动旋转,与滚刀的运动一起构成展开运动。立柱可沿床身导轨移动,以适应不同工件直径和作径向进给。
[0003]
刀架滑板的设计先计算出主轴的转矩,然后进行主要零部件如轴、蜗轮蜗杆、斜齿轮、直齿轮的设计计算及轴承、键选择校核。滑板体也就是滚齿机的刀架体,刀架体作为滚齿机的刀架,是保证滚齿机精度的重要保证。
[0004]
随着齿轮加工行业的不断发展,对于滚齿机的需求精度也越来越高。在保证插齿机各零件精度的前提下,如何将这些零件快速有效的加工出来,并且要求保持相对较高精度,是一项非常重要的工作, 因为滑板体体型大,重量超重的特点,加工起来费时费力,且对工人的加工技术要求过高。
技术实现要素:
[0005]
技术目的:针对现有技术中滑板体重量大、不易装夹和加工的缺陷,本实用新型公开了一种用于加工滚齿机不规则滑板体零件上孔的车夹具,通过车夹具对滑板体零件上孔进行加工,为工人加工不规则滚齿机滑板体产品减轻操作时校正的工作量,提高产品的精度及生产效率。
[0006]
技术方案:为实现上述技术目的,本实用新型采用以下技术方案。
[0007]
一种用于加工滚齿机滑板体零件上孔的车夹具,其特征在于:包括夹具体、待加工滑板体和若干移动压板;所述夹具体为类圆柱中空结构,夹具体底部与立式车床固定,夹具体的上端面向外延伸若干第一台阶面,夹具体的下端面向外延伸第二台阶面,第一台阶面与待加工滑板体贴合,并通过若干移动压板固定待加工滑板体;
[0008]
待加工滑板体外周延伸工件台阶面,工件台阶面与第一台阶面贴合。
[0009]
优选地,所述夹具体顶部设有夹紧块,夹紧块包括圆柱销和第一螺栓,所述夹具体通过夹紧块对待加工滑板体实现定位和固定,所述圆柱销用于对待加工滑板体定位,第一螺栓用于对夹紧块对对待加工滑板体固定。
[0010]
优选地,所述移动压板通过若干不同长度的螺栓对待加工滑板体进行夹紧固定。
[0011]
优选地,所述夹具体的侧面设有若干滚花螺钉,待加工滑板体通过滚花螺钉与第一台阶面贴合。
[0012]
优选地,所述夹具体还设有若干半圆槽,所述半圆槽开设于第二台阶面上,半圆槽内设有螺栓,用于夹具体与立式车床的固定。
[0013]
优选地,所述夹具体底部开设两处槽口,用于对夹具体减重。
[0014]
有益效果:本实用新型通过车夹具对滑板体零件上孔进行加工,为工人加工不规则滚齿机滑板体产品减轻操作时校正的工作量,提高产品的精度及生产效率,满足大批量的生成需求;夹具的使用直接降低对技术工人水平的要求。
附图说明
[0015]
图1为本实用新型的实施例总结构示意图;
[0016]
其中1为夹具体,11为第一台阶面,111为夹紧块,112为圆柱销,113为第一螺栓,12为第二台阶面,13为半圆槽,2为待加工滑板体,21为工件台阶面,3为移动压板;
[0017]
图2为图1的俯视图;
[0018]
图3为图1中定位块的细节放大图;
[0019]
图4为本实用新型使用过程中的结构示意图。
具体实施方式
[0020]
以下结合附图和实施例对本方案做进一步的说明和解释。
实施例
[0021]
如附图1-附图3所示,一种用于加工滚齿机不规则滑板体零件上孔的车夹具,其特征在于:包括夹具体1、待加工滑板体2和若干移动压板3;夹具体1为类圆柱中空结构,夹具体1底部与立式车床固定,夹具体1的上端面向外延伸若干第一台阶面11,夹具体1的下端面向外延伸第二台阶面12,第一台阶面11与待加工滑板体2贴合,并通过若干移动压板3固定待加工滑板体2;待加工滑板体2外周延伸工件台阶面21,工件台阶面21与第一台阶面11贴合。
[0022]
如附图3所示,夹具体1顶部设有夹紧块111,夹紧块111包括圆柱销112和第一螺栓113,所述夹具体1通过夹紧块111对待加工滑板体2实现定位和固定,所述圆柱销112用于对待加工滑板体2定位,第一螺栓113用于对夹紧块111对对待加工滑板体2固定,最终实现夹紧块111夹紧待加工滑板体2侧面,保证加工时待加工滑板体2的准确性。
[0023]
移动压板3通过若干不同长度的螺栓对待加工滑板体2进行夹紧固定,在本实施例中采用t型螺栓对待加工滑板体2进行固定,由于移动压板3较长,同时采用六角螺栓固定,使得移动压板3更加紧固压紧待加工滑板体2,也可以在侧面加设螺丝,使得移动压板3从侧面固定待加工滑板体2。
[0024]
夹具体1的侧面设有若干滚花螺钉,待加工滑板体2通过滚花螺钉与第一台阶面11贴合。
[0025]
夹具体1还设有若干半圆槽13,半圆槽13开设于第二台阶面12上,半圆槽13内设有螺栓,用于夹具体1与立式车床的固定。
[0026]
夹具体1底部开设两处槽口,用于对夹具体1减重。
[0027]
夹具体1顶部设有定位销孔,用于待加工滑板体2的定位。
[0028]
本实用新型通过车夹具对滑板体零件上孔进行加工,为工人加工不规则滚齿机滑板体产品减轻操作时校正的工作量,提高产品的精度及生产效率,满足大批量的生成需求;夹具的使用直接降低对技术工人水平的要求。
[0029]
如附图4所示,本实用新型的一种用于加工滚齿机不规则滑板体零件上孔的车夹具,其使用过程如下:在夹具体1的半圆槽13上,用螺栓与立式车床连接固定,将不规则的待加工滑板体2与夹具体1的第一台阶面11贴合,再将移动压板3用不同长度的螺栓对待加工滑板体2进行夹紧固定,定位块111和圆柱销112用于对待加工滑板体2的定位,再将螺钉套旋入移动压板3的孔中,将移动压板3搭在工件台阶面21上并压紧,使得待加工滑板体2不能随意移动,转动立式车床底座,从而带动夹具体1,待加工滑板体2随之转动,通过调整立式车床上车刀的进给量完成待加工滑板体2的形状加工,尤其是实现对待加工滑板体2上要求精度高的零件上孔进行加工。本实用新型针对加工重量大、体型大、要求精度高、且不规则的滑板体上孔的加工提出合理化改进,本实用新型的车夹具能提高滑板体的加工精度,并适用于多种型号的滚齿机不规则滑板体。
[0030]
以上所述仅是本实用新型的优选实施方式,应当指出:对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips