
 商标分类
商标分类  商标转让
商标转让 
一种工字钢焊接平台的制作方法
 2021-01-29 13:01:53|
2021-01-29 13:01:53| 272|
272| 起点商标网
起点商标网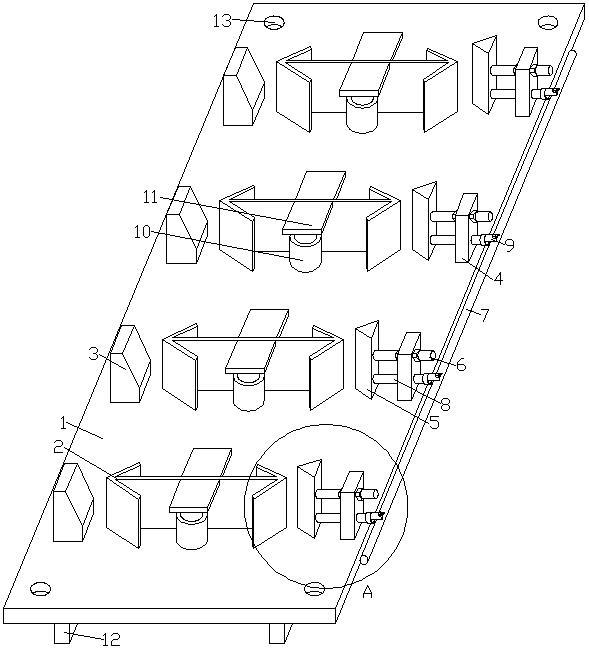
[0001]
本实用新型涉及建筑施工技术领域,具体涉及一种工字钢焊接平台。
背景技术:
[0002]
工字钢也称为钢梁,是由两个翼板和连接两个翼板的腹板组成截面为工字形状的长条钢材,现有的工字钢由模具一次性浇筑或者由多块钢板焊接而成,而且浇筑生产时间长且难以确保工字钢的成型,为此现有的工字钢通常使用焊接完成,即由人员操作焊接设备进行焊接成型。
[0003]
然而随着社会的不断进行,为了满足建筑房屋的需求,需要对工字钢生动性与视觉冲击效果进行增强,为此需要对工字钢外形进行改变,通常将工字钢的两个翼板的宽度设计为不同或将腹板的一侧设计为倾斜面的样式,但是现有焊接设备难以对不同样式的工字钢进行焊接,导致工字钢的焊接需要多人合作完成,然而多人合作存在劳动强度大、费时费力且不便于进行焊接操作等问题,导致人员的工作效率较低,而且人工焊接得到的工字钢往往存在质量差、平整度差等问题,导致工字钢应用在建筑中存在较大的安全隐患。
[0004]
因此,生产一种便于对多种工字钢进行焊接,便于对多种工字钢进行支撑,能够确保工字钢的焊接质量,便于移动,便于进行焊接工作的工字钢焊接平台,具有广泛的市场前景。
技术实现要素:
[0005]
针对现有技术的不足,本实用新型提供一种便于对多种工字钢进行焊接,便于对多种工字钢进行支撑,能够确保工字钢的焊接质量,便于移动,便于进行焊接工作的工字钢焊接平台,用于克服现有技术中缺陷。
[0006]
本实用新型采用的技术方案为:一种工字钢焊接平台,包括水平设置的支撑平台,所述的支撑平台的中部设有若干个腹板支撑架,若干个腹板支撑架沿着纵向方向均匀布置在支撑平台的中部,腹板支撑架的一侧设有限位块,腹板支撑架的另一侧设有伸缩限位装置。
[0007]
所述的伸缩限位装置包括若干个限位板,若干个限位板沿着纵向方向均匀粘接在支撑平台的一侧,限位板与腹板支撑架之间设有三角块,三角块的底面与支撑平台相接触,三角块的顶面不低于腹板支撑架的顶面,三角块的一侧水平设有限位杆,三角块通过限位杆与限位板相连接。
[0008]
所述的限位杆的一侧粘接在三角块的侧壁顶部,限位杆的另一侧套装在限位板的顶部,限位杆的顶部相应限位杆开设有套孔,限位板的两侧分别设有调节螺母,该调节螺母和该套孔分别套装在限位杆上,该调节螺母的内径和该套孔的孔径分别与限位杆的直径相吻合,该调节螺母与限位杆之间采用螺纹连接,该调节螺母的侧壁与限位板相接触,限位杆通过该调节螺母夹紧固定在限位板上。
[0009]
所述的限位板的外侧纵向设有导向杆,导向杆的内侧相应若干个限位板分别设有
调节杆,调节杆套装在限位板的底部,限位板的底部相应调节杆开设有套孔,该套孔套装在调节杆上,该套孔的孔径与调节杆的直径相吻合,调节杆的一端套装粘接有调节头,调节头的一侧通过销钉铰接固定在导向杆上,调节杆的另一端粘接在三角块的底部。
[0010]
所述的腹板支撑架的纵向两侧分别设有伸缩液压缸,伸缩液压缸的底端焊接在支撑平台的顶面上,伸缩液压缸的上方设有伸缩支撑板,伸缩支撑板的底面粘接在伸缩液压缸的顶面上,伸缩支撑板的内壁粘接在腹板支撑架的顶部,伸缩支撑板的顶面不高于腹板支撑架的顶面。
[0011]
所述的限位块的底面粘接在支撑平台上,限位块的内壁采用由下向上朝外侧倾斜设置的斜面结构,限位块与腹板支撑架之间的距离为40-50mm。
[0012]
所述的腹板支撑架的底面粘接在支撑平台上,腹板支撑架包括支撑横板以及两个v字型板,两个v字型板对称设在支撑横板的两端上,该v字型板的内壁与支撑横板的侧壁相接触,两个v字型板与支撑横板为一体结构。
[0013]
所述的支撑平台采用长方形钢板结构,支撑平台的下方纵向设有两个支撑杆,两个支撑杆对称粘接在支撑平台的两侧,支撑杆采用长方形钢杆结构。
[0014]
所述的支撑平台上开设有四个拉挂孔,拉挂孔沿着支撑平台的顶面开设至支撑平台的底面,四个拉挂孔分别设在支撑平台的四角的边缘处,拉挂孔设在支撑杆的外侧。
[0015]
本实用新型有益效果是:首先,本实用新型包括水平设置的支撑平台,所述的支撑平台的中部设有若干个腹板支撑架,若干个腹板支撑架沿着纵向方向均匀布置在支撑平台的中部,腹板支撑架的一侧设有限位块,腹板支撑架的另一侧设有伸缩限位装置,本实用新型通过设有的腹板支撑架便于支撑工字钢的腹板,并通过设有的限位块和伸缩限位装置分别对两个翼板进行限制,从而便于对多种工字钢进行支撑;其次,本实用新型通过限位杆对三角块的位置进行调节以及固定,从而便于将工字钢其中一个翼板进行夹紧限制,并通过三角块带动导向杆以及调节杆,从而便于确定工字钢的其中一个翼板与腹板的焊接方向,即对于翼板一侧切斜设置的工字钢来说,通过设有的导向杆便于引导焊接设备沿着切斜方向进行焊接,从而便于对翼板一侧切斜设置的工字钢进行焊接,以及确保翼板一侧切斜设置的工字钢的焊接质量;再次,本实用新型通过设有的伸缩液压缸和伸缩支撑板便于调节腹板支撑架的高度,从而便于根据工字钢的需要调节腹板的所在高度,从而便于多种不同宽度的工字钢进行焊接,并确保不同宽度工字钢的焊接质量;另外,本实用型通过设有的支撑杆便于对支撑平台进行固定,通过设有的拉挂孔便于使用拖移设备对本实用新型进行移动,从而使得本实用新型具有很好的社会和经济效益,是易于推广使用的产品。
附图说明
[0016]
图1为本实用新型的立体结构示意图。
[0017]
图2为图1中a处的放大示意图。
[0018]
图3为本实用新型使用状态图。
具体实施方式
[0019]
如图1、2、3所示,一种工字钢焊接平台,包括水平设置的支撑平台1,所述的支撑平台1的中部设有若干个腹板支撑架2,若干个腹板支撑架2沿着纵向方向均匀布置在支撑平
台1的中部,腹板支撑架2的一侧设有限位块3,腹板支撑架2的另一侧设有伸缩限位装置。
[0020]
所述的伸缩限位装置包括若干个限位板4,若干个限位板4沿着纵向方向均匀粘接在支撑平台1的一侧,限位板4与腹板支撑架2之间设有三角块5,三角块5的底面与支撑平台1相接触,三角块5的顶面不低于腹板支撑架2的顶面,三角块5的一侧水平设有限位杆6,三角块5通过限位杆6与限位板4相连接;所述的限位杆6的一侧粘接在三角块5的侧壁顶部,限位杆6的另一侧套装在限位板4的顶部,限位杆6的顶部相应限位杆6开设有套孔,限位板4的两侧分别设有调节螺母,该调节螺母和该套孔分别套装在限位杆6上,该调节螺母的内径和该套孔的孔径分别与限位杆6的直径相吻合,该调节螺母与限位杆6之间采用螺纹连接,该调节螺母的侧壁与限位板4相接触,限位杆6通过该调节螺母夹紧固定在限位板4上,从而便于通过控制调节螺母来调节限位杆6的伸出量,从而便于调节三角块5相对限位板4的位置。
[0021]
所述的限位板4的外侧纵向设有导向杆7,导向杆7的内侧相应若干个限位板4分别设有调节杆8,调节杆8套装在限位板4的底部,限位板4的底部相应调节杆8开设有套孔,该套孔套装在调节杆8上,该套孔的孔径与调节杆8的直径相吻合,调节杆8的一端套装粘接有调节头9,调节头9的一侧通过销钉铰接固定在导向杆7上,调节杆8的另一端粘接在三角块5的底部,通过导向杆7便于引导焊接设备的焊接方向,从而便于对工字钢进行焊接;所述的腹板支撑架2的纵向两侧分别设有伸缩液压缸10,伸缩液压缸10的底端焊接在支撑平台1的顶面上,伸缩液压缸10的上方设有伸缩支撑板11,伸缩支撑板11的底面粘接在伸缩液压缸10的顶面上,伸缩支撑板11的内壁粘接在腹板支撑架2的顶部,伸缩支撑板11的顶面不高于腹板支撑架2的顶面,通过控制伸缩液压缸10的伸缩便于控制伸缩支撑板11的高度,从而便于调节工字钢的焊接位置,使得本实用新型满足对多种工字钢进行焊接。
[0022]
所述的限位块3的底面粘接在支撑平台1上,限位块3的内壁采用由下向上朝外侧倾斜设置的斜面结构,限位块3与腹板支撑架2之间的距离为40-50mm,从而便于对工字钢进行固定;所述的腹板支撑架2的底面粘接在支撑平台1上,腹板支撑架2包括支撑横板以及两个v字型板,两个v字型板对称设在支撑横板的两端上,该v字型板的内壁与支撑横板的侧壁相接触,两个v字型板与支撑横板为一体结构,通过腹板支撑架2便于对工字钢进行支撑固定;所述的支撑平台1采用长方形钢板结构,支撑平台1的下方纵向设有两个支撑杆12,两个支撑杆12对称粘接在支撑平台1的两侧,支撑杆12采用长方形钢杆结构;所述的支撑平台1上开设有四个拉挂孔13,拉挂孔13沿着支撑平台1的顶面开设至支撑平台1的底面,四个拉挂孔13分别设在支撑平台1的四角的边缘处,拉挂孔13设在支撑杆12的外侧,通过使用吊钩拖移设备将吊钩挂扣在拉挂孔13上,从而便于本实用新型进行移动。
[0023]
对于腹板支撑架2的宽度与工字钢的腹板的宽度相同进行焊接时,如图1、2、3所示,首先,根据工字钢的需要,调节伸缩液压缸10的伸出量(确保腹板位于翼板的中部),并将待焊接的腹板运送到本产品上,即将该腹板沿着纵向方向盖设在腹板支撑架2上,以及将两个翼板分别运送到本产品上,即将两个翼板分别运送到腹板支撑架2和限位块3之间以及腹板支撑架2与三角块5之间;然后,在限位块3与翼板之间放入斜面铁块14,并使用橡胶锤敲打斜面铁块14,使得其中一个翼板进行夹紧限位,并通过扳手等工具对限位杆6上的调节螺母进行调节,使得另一个翼板进行夹紧限位,从而确保两个翼板的内侧与腹板的两侧垂直相接;再然后,使用焊接设备分别将两个翼板的内侧与腹板的两侧进行焊接,焊接完成后将工字钢运输到预扎台进行拼装(运输到预扎台对工字钢进行竖向焊接中板板缝、水平焊
接翼缘板板缝等拼装)。
[0024]
对于腹板支撑架2的宽度小于工字钢的腹板的宽度进行焊接时,首先,根据工字钢的需要,调节伸缩液压缸10的伸出量,将待焊接的腹板沿着纵向方向盖设在腹板支撑架2上,使得腹板一侧与腹板支撑架2的一侧位于同一纵向平面内,并将其中一个翼板运送到腹板支撑架2和限位块3之间;然后,通过斜面铁块14将其中一个翼板进行夹紧限位,确保其中一个翼板的内侧与腹板垂直相接,通过扳手等工具对限位杆6上的调节螺母进行调节,使得三角块5压紧腹板的另一侧,并使用焊接设备将该翼板的内侧与腹板的进行焊接;再然后,将斜面铁块14取出,移动腹板使得腹板的另一侧与腹板支撑架2的另一侧位于同一纵向平面内,将另一个翼板运送到三角块5与腹板支撑架2之间,通过扳手等工具对限位杆6上的调节螺母进行调,使得另一个翼板进行夹紧限位,从而确保该翼板的内侧与腹板垂直相接,并使用焊接设备将该翼板的内侧与腹板的进行焊接,焊接完成后将工字钢运输到预扎台进行拼装。
[0025]
对于两个翼板宽度不同的工字钢进行焊接时,首先,根据较短的翼板宽度,调节伸缩液压缸10的伸出量(确保腹板位于较短的翼板的中部),将待焊接的腹板沿着纵向方向盖设在腹板支撑架2上,并将较短的翼板运送到腹板支撑架2和限位块3之间;然后,通过斜面铁块14将较短的翼板进行夹紧限位,从而确保该翼板的内侧与腹板垂直相接,通过扳手等工具对限位杆6上的调节螺母进行调节,使得三角块5压紧腹板的另一侧,并使用焊接设备将该翼板的内侧与腹板的进行焊接,再然后,根据另一个翼板宽度调节伸缩液压缸10的伸出量(确保腹板位于该翼板的中部),即使得较短的翼板和腹板向上移动,将另一个翼板运送到三角块5与腹板支撑架2,通过扳手等工具对限位杆6上的调节螺母进行调节,使得另一个翼板进行夹紧限位,并使用焊接设备将该翼板的内侧与腹板的进行焊接,焊接完成后将工字钢运输到预扎台进行拼装。
[0026]
对于腹板的一侧设计为倾斜面的工字钢进行焊接时,首先,根据工字钢的需要,调节伸缩液压缸10的伸出量,将待焊接的腹板沿着纵向方向盖设在腹板支撑架2上,使得腹板直面的一侧与腹板支撑架2的一侧位于同一纵向平面内,并将其中一个翼板运送到腹板支撑架2和限位块3之间;然后,过斜面铁块14将其中一个翼板进行夹紧限位,确保其中一个翼板的内侧与腹板垂直相接,通过扳手等工具对限位杆6上的调节螺母进行调节,使得三角块5压紧腹板的另一侧,并使用焊接设备将该翼板的内侧与腹板的进行焊接;再然后,将另一个翼板运送到三角块5与腹板支撑架2之间,通过扳手等工具对限位杆6上的调节螺母进行调,使得另一个翼板进行夹紧限位,并根据需要在两个翼板之间压紧固定杆(固定杆的两侧分别与两个翼板的底部两侧相接触),从而确保该翼板的内侧与腹板垂直相接,并使用焊接设备根据导向杆7进行焊接,焊接完成后将工字钢运输到预扎台进行拼装。
[0027]
本实用新型通过提供一种便于对多种工字钢进行焊接,便于对多种工字钢进行支撑,能够确保工字钢的焊接质量,便于移动,便于进行焊接工作的工字钢焊接平台,使得本实用新型具有广泛的市场前景。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips