
 商标分类
商标分类  商标转让
商标转让 
一种切断式冷轧薄板断带保护装置的制作方法
 2021-01-29 13:01:56|
2021-01-29 13:01:56| 260|
260| 起点商标网
起点商标网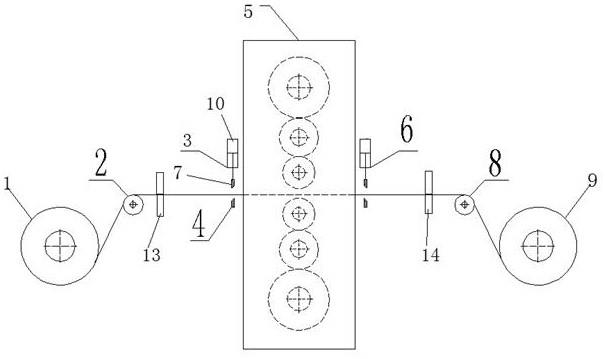
[0001]
本实用新型属于轧钢技术领域,涉及一种切断式冷轧薄板断带保护装置。
背景技术:
[0002]
在轧制薄板(包括冷轧普碳钢、冷轧不锈钢、冷轧硅钢、冷轧铝箔板带、冷轧铜板带等)时,通过轧机(包括单机架轧机、多机架轧机)进行轧制,其原理是薄板通过轧辊间缝隙产生冷压变形,主轧机提供轧制力,卷取机或张力机构产生张力拉紧薄板,薄板厚度一般为0.005——0.5mm,轧制速度为200——1500m/分钟。
[0003]
在原料缺陷、操作失误、设备故障或电气故障时会导致薄板突然断裂,由于主轧机、卷取机和张力机构存在机械惯性,无法短时间内停止转动,薄板会继续进入主轧机内部,从而造成主轧机内部薄板大量堆积,致使轧辊损伤、设备损坏等问题。
技术实现要素:
[0004]
本实用新型为了弥补现有技术的不足,提供了一种切断式冷轧薄板断带保护装置,实现了当出现故障时对薄板及时切断,防止多辊轧机断带事故后大量薄板进入多辊轧机内部。本实用新型是通过如下技术方案实现的:本实用新型提供了一种切断式冷轧薄板断带保护装置,其结构包括设置于机架上的多辊轧机,所述多辊轧机左侧依次设置有左控制剪刀、左测厚仪、左转向辊和左卷取机,所述左控制剪刀靠近多辊轧机;多辊轧机右侧结构与多辊轧机左侧结构对称;所述左控制剪刀包括对称安装在薄板工作线两侧的剪刀上刃和剪刀下刃,所述剪刀上刃连接驱动机构。
[0005]
优选的,所述驱动机构连接plc控制器和急停按钮线路。
[0006]
优选的,所述驱动机构为气动驱动或液压驱动。
[0007]
优选的,所述气动驱动或液压驱动包括一个或多个与左控制剪刀连接的气缸或液压缸。
[0008]
优选的,所述多辊轧机为可逆冷轧机组或不可逆冷轧机组。
[0009]
优选的,所述剪刀下刃固定在机架上,所述剪刀上刃工作时落到剪刀下刃上,与剪刀下刃重叠。
[0010]
优选的,所述多辊轧机两侧对称安装有左控制剪刀和右控制剪刀。
[0011]
本实用新型的有益效果是:
[0012]
本实用新型通过在在多辊轧机两侧分别设置控制剪刀,实现了在设备出现故障时通过plc控制器或通过按下急停按钮对控制剪刀控制其工作快速将薄板切断,避免了薄板因多辊轧机或其他结构的机械惯性而使薄板继续进入多辊轧机内部,大大减少了薄板在多辊轧机内堆积,保护了多辊轧机和其他各部件避免损伤。本实用新型结构简单,使用方便,有益效果明显。
附图说明
[0013]
下面结合附图对本实用新型作进一步的说明。
[0014]
图1为本实用新型的主体结构示意图。
[0015]
图2为本实用新型的控制剪刀结构图。
[0016]
图中,1左卷取机,2左转向辊,3左控制剪刀,4剪刀下刃,5多辊轧机,6右控制剪刀,7剪刀上刃,8右转向辊,9右卷取机,10驱动机构,11薄板,12气缸二,13左测厚仪,14右测厚仪,15气缸一。
具体实施方式
[0017]
附图为本实用新型的一种切断式冷轧薄板断带保护装置的具体实施例。该实施例包括设置于机架上的多辊轧机5,该多辊轧机5为可逆冷轧机组,多辊轧机5左侧依次设置有左控制剪刀3、左测厚仪13、左转向辊2和左卷取机1,左控制剪刀3靠近多辊轧机5;多辊轧机5右侧结构与多辊轧机5左侧结构对称;即整个冷轧薄板生产线包括依次安装在机架上的左卷取机1、左转向辊2、左测厚仪13、左控制剪刀3、多辊轧机5、右控制剪刀6、右测厚仪14、右转向辊8和右卷取机9。左控制剪刀3包括对称安装在薄板生产线两侧的剪刀上刃7和剪刀下刃4,剪刀上刃7连接驱动机构10,剪刀下刃固定在机架上,所述剪刀上刃工作时落到剪刀下刃上,与剪刀下刃重叠;驱动机构10为气动驱动或液压驱动,气动驱动或液压驱动包括与左控制剪刀3连接的一个或多个气缸或液压缸,如图2所示左控制剪刀3的剪刀上刃7上分别安装有气缸一15和气缸二12,用于在机器出现故障时驱动剪刀上刃7下落将薄板剪断;驱动机构10分别连接plc控制器和急停按钮线路。
[0018]
剪刀上刃7下落的控制电信号一路通过plc控制器连接,即剪刀上刃与驱动机构连接,驱动机构连接控制电信号,控制电信号与plc控制器连接,在多辊轧机轧制过程中plc控制器与多辊轧机变频器、左右卷取机的变频器、测速编码器和轧制系统之间建立通讯连接,通过速度差、张力差和轧制力差可判断断带事故的发生情况,当检测到故障信号时剪刀上刃7迅速下落,剪断薄板。剪刀上刃7下落的控制信号另一路连接多辊轧机的各处紧急停车按钮,当机器出现故障时工作人员通过按下紧急停车按钮可实现剪刀上刃下落,剪断薄板。当故障处理完成时,控制剪刀上刃上升,机器恢复正常运作。上述两种控制方式均可实现切断薄板,避免了工作人员不在现场时机器出现故障无法处理的情况。
[0019]
本实施例中多辊轧机5为可逆多辊轧机,多辊轧机5两侧对称安装有左控制剪刀3和右控制剪刀6,可以实现双向轧制,所以当薄板由左向右轧制时,出现故障时仅需控制左控制剪刀3;当薄板由右向左轧制时,出现故障时仅需控制右控制剪刀6。
[0020]
工作原理:在冷轧薄板过程中,薄板由左卷取机1向后行进,传送至左转向辊2 后再经过左测厚仪13对薄板进行测量厚度,然后传送到多辊轧机5的辊缝中,多辊轧机5对薄板进行压轧后继续向后传送,经过右测厚仪14、右转向辊8和右卷取机,当左卷取机1中的薄板均被压轧后运送至右卷取机9时,调整薄板工作线的方向,使薄板由右卷取机9经过上述一系列操作后运送至左卷取机1,对薄板进行再一次的压轧。在上述所有的过程中,当在原料缺陷、操作失误、设备或电气故障时,plc控制器给控制电信号发送故障信息,控制电信号控制压缩空气推动气缸一15和气缸二12的活塞同时移动,使剪刀上刃7下落与剪刀下刃4重叠,并最终切断冷轧薄板,实现对多辊轧机5的保护。
[0021]
实用新型上述实施方案,只是举例说明,不是仅有的,所有在本实用新型范围内或等同本实用新型的范围内的改变均被本实用新型包围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
 热门咨询
热门咨询




tips