
 商标分类
商标分类  商标转让
商标转让 
高效的冲压件焊接夹具的制作方法
 2021-01-29 13:01:18|
2021-01-29 13:01:18| 290|
290| 起点商标网
起点商标网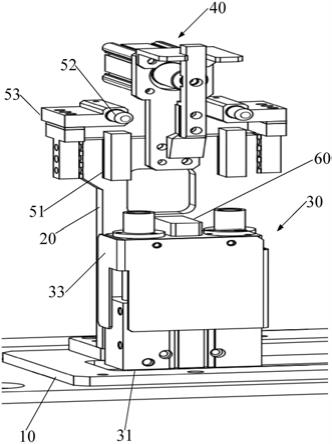
[0001]
本实用新型涉及一种夹具,具体涉及到一种汽车冲压件生产过程中的高效多用途的焊接夹具。
背景技术:
[0002]
随着科技的发展,技术的进步与革新,汽车产品日新月异,也对冲压件、紧固件产品提出了更高的技术要求,而汽车钣金件是我国汽车工业参与全球化的重要领域。
[0003]
在制造业中,冲压件应用着实广泛,尤其作为汽车车身件的主要组成部分,其形状及尺寸的稳定性直接决定车身精度及整车综合要素。在生产过程中,必须对冲压件进行板件与管件焊接,配合自动化焊接设备的应用,需要一种自动化夹紧的夹具,并且针对接近的产品能够简单置换即可使用,降低企业投资成本。
[0004]
因此,现有技术冲压件的板件与管件焊接夹具,还有提升的地方。
技术实现要素:
[0005]
本实用新型的目的是提供一种高效的冲压件焊接夹具,用以结合自动化设备进行各式各样复杂的冲压件焊接工艺,同时可以通过简单置换达到一机多用的功能,以解决现有的技术问题。
[0006]
为实现上述目的,本实用新型采用了以下的技术方案:
[0007]
一种高效的冲压件焊接夹具,用于汽车冲压件夹紧,所述夹具包括一夹具固定板、一支撑部、两定位部、一夹紧部和一进退销部,所述支撑部和进退销部设置在所述夹具固定板上,所述定位部和夹紧部设置在所述支撑部上,其中,所述进退销部包括一进退销气缸、至少一套筒、一安全防护罩和一装配板,所述安全防护罩为一三个面形成的u字型体,所述安全防护罩的一端包覆连接所述装配板,所述进退销气缸设置在所述安全防护罩的内沿,所述进退销气缸的活塞杆连接所述装配板,所述装配板开设两装配通孔,所述套筒设置在所述装配通孔中。
[0008]
本申请较佳实施例所述的夹具,所述夹紧部包括一夹紧气缸、一夹紧连接板、一夹紧限位片、一夹紧条和一夹紧片,所述夹紧连接板的一端连接所述支撑部,所述夹紧气缸设置在所述夹紧连接板的另外一端,所述夹紧限位片为一l形片体,所述夹紧限位片的一个面连接所述夹紧连接板,所述夹紧限位片的另外一个面开设一夹紧限位凹槽,所述夹紧条连接所述夹紧气缸的活塞杆,所述夹紧片设置在所述夹紧条的一端,所述夹紧条的另外一端活动连接所述夹紧限位凹槽。
[0009]
本申请较佳实施例所述的夹具,两所述定位部分别对应连接所述支撑部,所述定位部包括一定位块、一定位销和一调整块,所述定位块连接所述支撑部,所述定位销连接所述调整块,所述调整块连接所述支撑部。
[0010]
本申请较佳实施例所述的夹具,所述支撑部为一l型片体,所述支撑部的一个面设置在所述夹具固定板上,所述支撑部的另外一个面连接两所述定位部和夹紧部。
[0011]
本申请较佳实施例所述的夹具,还包括一进退销限位块,所述进退销限位块连接所述支撑部,所述进退销限位块位于所述装配板的上方。
[0012]
本申请的设计理念是,设计出一种冲压件自动化焊接夹具,利用气缸的力量将冲压件的板件与管件夹紧,实现冲压件的精确焊接,而且夹具快装连接结构可实现夹具快速安装及更换,应用于相似的产品,节约开发成本及设备投资成本,提高了企业效益,降低了生产风险。
[0013]
由于采用了以上的技术方案,使得本实用新型具有如下的优点效果:
[0014]
第一、本申请实现冲压件的自动化夹紧;
[0015]
第二、本申请经过简单置换即可使用在其他产品,降低投资成本,提高了企业效益。
[0016]
当然,实施本申请内容的任何一个具体实施例,并不一定同时具有以上全部的技术效果。
附图说明
[0017]
图1为本申请夹具示意图;
[0018]
图2为本申请加工左件示意图;
[0019]
图3为本申请加工右件示意图;
[0020]
图4为本申请装配板示意图;
[0021]
图5为图4的俯视示意图;
[0022]
图6为本申请套筒示意图;
[0023]
图7为图6的俯视示意图;
[0024]
图8为本申请夹紧部示意图;
[0025]
图9为本申请一个实施例示意图。
具体实施方式
[0026]
为便于理解,以下结合附图对本实用新型的较佳实施例做进一步详细叙述。
[0027]
请参考图1本申请夹具示意图;本申请的高效的冲压件焊接夹具,用于汽车冲压件夹紧方便焊接工艺进行,本申请的主体是夹具,因此并未对送料机构(图未示)和焊接机构(图未示)做说明;本申请的所述夹具包括一夹具固定板10、一支撑部20、两定位部、一夹紧部40和一进退销部30,所述支撑部20和进退销部30设置在所述夹具固定板10上,所述定位部和夹紧部40设置在所述支撑部20上;请参考图2和图3,本申请加工左件示意图以及本申请加工右件示意图,可知本申请是将管件1插入冲压件2后焊接在一起,焊接处为图中a处,因为两个加工件相似,因此设计成共用机台,简单置换即可。
[0028]
请同时参考图1、图4、图5、图6和图7,所述进退销部30包括一进退销气缸31、至少一套筒32、一安全防护罩33和一装配板34,所述安全防护罩33为一三个面形成的u字型体,所述安全防护罩33的一端包覆连接所述装配板34,如图1所示,所述安全防护罩33的三个面包覆连接所述装配板34的三个侧边,如图4和图5所示,所述装配板34的一侧面开设有连接孔,而对应这个连接孔的位置在所述安全防护罩33上开设了通孔,本实施例中是以螺杆通过这个通孔固定连接所述安全防护罩33和所述装配板34。
[0029]
另外,如图1所示,所述进退销气缸31设置在所述安全防护罩33的内沿,装配后,所述安全防护罩33的内沿和所述进退销气缸31外壁活动连接,这样的设计可以稳定所述安全防护罩33的上下活动不至于偏斜;装配后,所述进退销气缸31的活塞杆连接所述装配板34,这样一来在活塞杆伸出时可以带动所述装配板34和所述安全防护罩33向上运动,在活塞杆缩回时可以带动所述装配板34和所述安全防护罩33向下运动,在所述装配板34开设两装配通孔341,分别用来对应加工左件以及加工右件,所述套筒32设置在所述装配通孔341中以螺杆锁紧,如图1所示,本实施例中所述套筒32的数量是两个,所述套筒32的内部形状配合管件1的外部形状以利于支撑。
[0030]
此外,如图1所示,本申请的夹具还包括一进退销限位块60,所述进退销限位块60连接所述支撑部20,所述进退销限位块60位于所述装配板34的上方,用于限制所述装配板34向上移动的距离,当所述装配板34向上移动接触到所述进退销限位块60时,活塞杆不能继续伸出,这个时候管件1插入冲压件2是焊接工艺进行的位置。
[0031]
优选的,请参考图1和图8,本申请的夹具的所述夹紧部40包括一夹紧气缸41、一夹紧连接板42、一夹紧限位片43、一夹紧条44和一夹紧片45,所述夹紧连接板42的一端连接所述支撑部20,所述夹紧气缸41设置在所述夹紧连接板42的另外一端,如图所示,所述夹紧气缸41是以紧固件例如销轴、螺杆固定在所述夹紧连接板42上;所述夹紧限位片43为一l形片体,所述夹紧限位片43的一个面连接所述夹紧连接板42,所述夹紧限位片43的另外一个面开设一夹紧限位凹槽431,所述夹紧条44连接所述夹紧气缸41的活塞杆,所述夹紧片45设置在所述夹紧条44的一端,所述夹紧条44的另外一端活动连接所述夹紧限位凹槽431,所述夹紧限位凹槽431的缺口方向和所述夹紧气缸41的活塞杆的移动方向一样,所以在活塞杆缩回运动时带动所述夹紧条44进入所述夹紧限位凹槽431,在所述夹紧限位凹槽431的限制下,所述夹紧条44可以进行平稳的运动,而设置在所述夹紧条44一端的所述夹紧片45可以平稳的将冲压件2限制不会移动。
[0032]
接着说明一下本申请的所述定位部,两所述定位部分别对应连接所述支撑部20,两所述定位部的设置目的在于将冲压件2限位在设定的位置,在这个位置可以很好的进行管件1插入冲压件2后焊接在一起;所述定位部包括一定位块51、一定位销52和一调整块53,所述定位块51连接所述支撑部20,所述定位块51的设置目的在于和冲压件2的面接触,使得冲压件2达到设定的位置,在这个位置可以很好的进行管件1插入冲压件2后焊接在一起;所述定位销52连接所述调整块53,所述调整块53连接所述支撑部20,所述定位销52的设置目的在于插入冲压件2的通孔,在送料机构放开冲压件2后可以挂在上面不会掉落,另外在所述夹紧气缸41的活塞杆缩回运动时,冲压件2可以在所述定位销52的限制下平稳移动。
[0033]
如图1所示,所述调整块53为一l型体,所述调整块53和所述支撑部20的连接是一种可调节位置的连接,用来将所述定位销52调整到适合的位置,本申请中,在所述支撑部20的侧边开设两螺纹孔,在所述调整块53开设通孔,以螺杆通过所述调整块53开设的通孔后和所述螺纹孔连接,两螺纹孔一前一后可以初步调整所述定位销52的位置,此外,图中所述调整块53的l型是以两个块体组成,两个块体上开设多个连接孔,就可以进一步调节相关位置,将所述定位销52调整到适合的位置。
[0034]
优选的,请参考图1,本申请的夹具的所述支撑部20为一l型片体,所述支撑部20的一个面设置在所述夹具固定板10上,达到稳固支撑的功能,所述支撑部20的另外一个面垂
直向上,在上面连接两所述定位部和夹紧部40。
[0035]
下面说明一下本申请夹具的工作原理:请参考图9,例如焊接左侧的加工件,本实施例中所述套筒32的数量是一个,仅是用来说明本申请,所述套筒32设置在所述装配板34左侧的所述装配通孔341中,如果是焊接右侧的加工件所述套筒32则是设置在所述装配板34右侧的所述装配通孔341中即可;工作时,送料机构将管件1放入所述套筒32中,所述夹紧气缸41的活塞杆伸出,送料机构将冲压件2送到设定位置,冲压件2的通孔对应所述定位销52,所述夹紧气缸41的活塞杆缩回,带动所述夹紧条44和夹紧片45将冲压件2沿着所述定位销52移动,冲压件2抵靠到所述定位块51时,所述夹紧片45和所述定位块51将冲压件2稳固的夹紧不会移动;接着,所述进退销气缸31的活塞杆伸出带动所述装配板34以及所述套筒32、所述套筒32中的管件1移动,当所述装配板34接触到所述进退销限位块60时,活塞杆不能继续伸出,这个时候管件1插入冲压件2的孔中,焊接机构进行焊接工艺,焊接完成后,所述进退销气缸31的活塞杆缩回带动所述装配板34以及所述套筒32向下,所述夹紧气缸41的活塞杆伸出,带动所述夹紧条44和夹紧片45将冲压件2放开,送料机构将冲压件2取出送到下一个工艺。
[0036]
综上所述,本申请提供一种高效多功能夹具结构,用于汽车冲压件2与管件1焊接自动化夹具,本申请做到了1.左右件可以在同一套夹具上进行焊接,零件快速切换,不用更换夹具及调试零件;2.夹具具有自动进、退销功能,可以实现零件的快速装取;3.多功能夹具结构可以减少开发成本。
[0037]
由于采用了以上的技术方案,使得本实用新型具有如下的优点效果:
[0038]
第一、本申请实现冲压件的自动化夹紧;
[0039]
第二、本申请经过简单置换即可使用在其他产品,降低投资成本,提高了企业效益。
[0040]
当然,实施本实用新型内容的任何一个具体实施例,并不一定同时具有以上全部的技术效果。
[0041]
以上公开的仅仅是本实用新型的较佳实施例,但并非用来限制其本身,任何熟习本领域的技术人员在不违背本实用新型精神内涵的情况下,所做的均等变化和更动,均应落在本实用新型的保护范围内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips