
 商标分类
商标分类  商标转让
商标转让 
用于盾构机软土刀盘环筋坡口的加工工装的制作方法
 2021-01-29 13:01:55|
2021-01-29 13:01:55| 144|
144| 起点商标网
起点商标网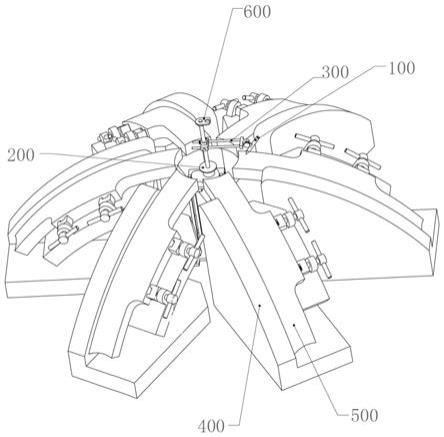
[0001]
本实用新型属于地下工程设备生产加工技术领域,具体涉及一种用于盾构机软土刀盘环筋坡口的加工工装。
背景技术:
[0002]
在地下工程领域,盾构法施工的应用越来越广泛。刀盘是盾构机上的关键部件之一,承担着开挖掌子面的任务。其中,软土刀盘是一种较常见的刀盘,用于掘进软土、砂层地质。现有软土刀盘的主梁多采用的是空心圆柱形钢管,且在刀盘上常设置有环筋,用于增强刀盘的强度和刚度。在刀盘生产制造的过程中,需要将环筋与圆柱形钢管焊接在一起,焊缝形式多采用质量较好的坡口焊,坡口开设在环筋上。但是,由于该坡口的形状为相贯线,所以加工难度较大。车间的工人在加工该坡口时多采用火焰切割的方法:首先在环筋上画线,然后采用目测的方式,控制火焰切割嘴的移动轨迹,保证其轨迹与所画的线重合,以切出坡口。利用这种方法加工出的坡口表面粗糙,尺寸精度低,且对工人的生产经验要求较高,工人的劳动强度大。此外,由于加工过程中,工人需要时刻盯着火焰的移动轨迹,致使强烈的光线会伤害到工人的眼睛,而且由于工人距离火焰较近,因此还存在一定的安全隐患。
技术实现要素:
[0003]
本实用新型目的是针对上述存在的问题和不足,提供一种用于盾构机软土刀盘环筋坡口的加工工装,其结构设计合理,能够有效的解决现阶段存在的加工尺寸精度低、表面粗糙、劳动强度大的问题,并有效的降低了对工人的经验要求,更便于进行推广应用,并提高了施工的安全性能。
[0004]
为实现上述目的,所采取的技术方案是:
[0005]
一种用于盾构机软土刀盘环筋坡口的加工工装,用于环筋的坡口加工,包括:
[0006]
火焰切割组件;
[0007]
旋转组件,所述火焰切割组件设置在所述旋转组件上,并由所述旋转组件驱动所述火焰切割组件周向旋转动作;
[0008]
角度调节组件,其设置在所述旋转组件与所述火焰切割组件之间,所述角度调节组件用于调节所述火焰切割组件的切割角度;以及
[0009]
环筋夹具,其用于夹持所述环筋,多个所述环筋夹具绕所述旋转组件周向布置。
[0010]
根据本实用新型用于盾构机软土刀盘环筋坡口的加工工装,优选地,所述环筋夹具包括:
[0011]
夹具底座;
[0012]
第一定位板,其设置在所述夹具底座上;
[0013]
第二定位板,其设置在所述第一定位板的侧部,所述第一定位板和所述第二定位板之间形成定位角;以及
[0014]
夹紧块,所述第一定位板或/和第二定位板上均设置有夹紧驱动部,所述夹紧块设
置在夹紧驱动部的驱动端,通过所述夹紧驱动部驱动所述夹紧块对环筋夹紧定位。
[0015]
根据本实用新型用于盾构机软土刀盘环筋坡口的加工工装,优选地,所述旋转组件包括:
[0016]
支撑架;
[0017]
传动箱体,其设置在所述支撑架的顶部;
[0018]
旋转驱动部,其设置在所述传动箱体内;以及
[0019]
旋转轴,其设置在所述旋转驱动部的动作端,所述旋转驱动部驱动所述旋转轴旋转动作。
[0020]
根据本实用新型用于盾构机软土刀盘环筋坡口的加工工装,优选地,所述角度调节组件包括:
[0021]
滑动块,其滑动套设在所述旋转轴上,且在所述滑动块上设置有第一锁紧件,所述第一锁紧件用于固定所述滑动块在旋转轴上的位置;
[0022]
滑动杆,所述滑动杆滑动设置在所述滑动块上,在所述滑动块上还设置有第二锁紧件,所述第二锁紧件用于固定所述滑动杆在所述滑动块上的位置;以及
[0023]
调节端头,所述火焰切割组件的火焰切割嘴设置在所述调节端头上,并能够绕所述调节端头摆动动作;
[0024]
所述滑动块和所述滑动杆的滑移方向垂直布置。
[0025]
根据本实用新型用于盾构机软土刀盘环筋坡口的加工工装,优选地,所述调节端头与所述火焰切割嘴之间设置有对应的连接耳板,在两所述连接耳板之间设置有第三锁紧件。
[0026]
根据本实用新型用于盾构机软土刀盘环筋坡口的加工工装,优选地,所述火焰切割组件包括火焰切割嘴和气体管路,所述旋转组件的旋转轴顶部设置有管路限位板,所述气体管路匹配限位支撑在所述管路限位板中。
[0027]
根据本实用新型用于盾构机软土刀盘环筋坡口的加工工装,优选地,所述旋转驱动部包括:
[0028]
驱动电机;
[0029]
主动齿轮,其设置在所述驱动电机的输出端;以及
[0030]
从动齿轮,其设置在所述传动箱体内,且所述从动齿轮与所述主动齿轮匹配啮合,所述旋转轴与从动齿轮同步转动。
[0031]
采用上述技术方案,所取得的有益效果是:
[0032]
本实用新型针对现有刀盘环筋坡口加工的尺寸精度低、表面粗糙、且对工人的经验要求高、劳动强度大、存在安全隐患等问题,设计了一种用于加工盾构机软土刀盘环筋坡口的火焰切割工装以及利用该工装加工环筋坡口的方法。该工装可实现自动加工环筋坡口,加工精度高,极大地减轻了工人的劳动强度,提高了效率,增强了一定的安全性。
[0033]
本申请能够实现对环筋的批量加工的,并保障加工的尺寸精度一致,更便于进行整体性能的把控,本申请能够大大降低对工人的操作经验的依赖程度,从而实现自动化加工,本申请的实用性得到了进一步的提升,更便于工艺的进一步发展和应用。
附图说明
[0034]
为了更清楚地说明本实用新型实施例的技术方案,下文中将对本实用新型实施例的附图进行简单介绍。其中,附图仅仅用于展示本实用新型的一些实施例,而非将本实用新型的全部实施例限制于此。
[0035]
图1为根据本实用新型实施例的用于盾构机软土刀盘环筋坡口的加工工装的立体结构示意图。
[0036]
图2为根据本实用新型实施例的用于盾构机软土刀盘环筋坡口的加工工装的俯视结构示意图。
[0037]
图3为根据本实用新型实施例的拆去部分环筋及环筋夹具后的加工工装结构示意图。
[0038]
图4为根据本实用新型实施例的拆去环筋夹具后的加工工装的立体结构示意图。
[0039]
图5为根据本实用新型实施例的拆去环筋夹具后加工工装的正视结构示意图。
[0040]
图6为图5的i处局部放大图
[0041]
图7为图5的a-a剖视图。
[0042]
图8为图7的b-b剖视图。
[0043]
图9为图8的c-c剖视图。
[0044]
图10为根据本实用新型实施例的角度调节组件的立体结构示意图。
[0045]
图11为根据本实用新型实施例的角度调节组件的俯视结构示意图。
[0046]
图12为根据本实用新型实施例的环筋夹具的立体结构示意图。
[0047]
图13为根据本实用新型实施例的环筋夹具的拆分结构示意图。
[0048]
图14为利用本实用新型的加工工装切割环筋圆弧的结构示意图。
[0049]
图15为利用本实用新型的加工工装切割环筋外侧坡口的结构示意图。
[0050]
图16为利用本实用新型的加工工装切割环筋内侧坡口的结构示意图。
[0051]
图中序号:
[0052]
100为火焰切割组件、101为火焰切割嘴、102为气体管路;
[0053]
200为旋转组件、201为支撑架、202为传动箱体、203为驱动电机、204为主动齿轮、205为从动齿轮、206为旋转轴、207为护板、208为箱体盖板;
[0054]
300为角度调节组件、301为滑动块、302为滑动杆、303为调节端头、304为第一锁紧件、305为第二锁紧件、306为第三锁紧件;
[0055]
400为环筋夹具、401为夹具底座、402为第一定位板、403为第二定位板、404为夹紧块、405为夹紧驱动部;
[0056]
500为环筋;
[0057]
600为管路限位板。
具体实施方式
[0058]
下文中将结合本实用新型具体实施例的附图,对本实用新型实施例的示例方案进行清楚、完整地描述。除非另作定义,本实用新型使用的技术术语或者科学术语应当为所属领域内具有一般技能的人士所理解的通常意义。
[0059]
在本实用新型的描述中,需要理解的是,“第一”、“第二”的表述用来描述本实用新
型的各个元件,并不表示任何顺序、数量或者重要性的限制,而只是用来将一个部件和另一个部件区分开。
[0060]
应注意到,当一个元件与另一元件存在“连接”、“耦合”或者“相连”的表述时,可以意味着其直接连接、耦合或相连,但应当理解的是,二者之间可能存在中间元件;即涵盖了直接连接和间接连接的位置关系。
[0061]
应当注意到,使用“一个”或者“一”等类似词语也不必然表示数量限制。“包括”或者“包含”等类似的词语意指出现该词前面的元件或物件涵盖出现在该词后面列举的元件或者物件及其等同,而不排除其他元件或者物件。
[0062]
应注意到,“上”、“下”、“左”、“右”等指示方位或位置关系的术语,仅用于表示相对位置关系,其是为了便于描述本实用新型,而不是所指装置或元件必须具有特定的方位、以特定的方位构造和操作;当被描述对象的绝对位置改变后,则该相对位置关系也可能相应的改变。
[0063]
参见图1-图16,本申请公开了一种用于盾构机软土刀盘环筋坡口的加工工装,用于环筋的坡口加工,包括火焰切割组件100、旋转组件200、角度调节组件300和环筋夹具400,火焰切割组件100设置在旋转组件200上,并由旋转组件200驱动火焰切割组件100周向旋转动作;角度调节组件300设置在旋转组件200与火焰切割组件100之间,角度调节组件300用于调节火焰切割组件100的切割角度;环筋夹具400用于夹持环筋500,多个环筋夹具400绕旋转组件周向布置。
[0064]
如图12和13所示,本实施例中的环筋夹具400包括夹具底座401、第一定位板402、第二定位板403和夹紧块404,第一定位板402设置在夹具底座401上;第二定位板403设置在第一定位板402的侧部,第一定位板402和第二定位板403之间形成定位角;第一定位板402或/和第二定位板403上均设置有夹紧驱动部405,夹紧块404设置在夹紧驱动部405的驱动端,通过夹紧驱动部405驱动夹紧块404对环筋500夹紧定位。
[0065]
如图4-图9所示,旋转组件200包括支撑架201、传动箱体202、旋转驱动部和旋转轴206,传动箱体202设置在支撑架201的顶部;旋转驱动部设置在传动箱体202内;旋转轴206设置在旋转驱动部的动作端,旋转驱动部驱动旋转轴206旋转动作。旋转驱动部包括驱动电机203、主动齿轮204和从动齿轮205,主动齿轮204设置在驱动电机203的输出端;从动齿轮205设置在传动箱体202内,且从动齿轮205与主动齿轮204匹配啮合,旋转轴206与从动齿轮205同步转动。传动箱体上部的旋转轴上设置有护板207,护板通过顶丝紧固在旋转轴上,在传动箱体下部设置有箱体盖板208。
[0066]
如图10和图11所示,角度调节组件300包括滑动块301、滑动杆302和调节端头303,滑动块301滑动套设在旋转轴206上,且在滑动块301上设置有第一锁紧件304,第一锁紧件304用于固定滑动块301在旋转轴206上的位置;滑动杆302滑动设置在滑动块301上,在滑动块301上还设置有第二锁紧件305,第二锁紧件305用于固定滑动杆在滑动块301上的位置;火焰切割组件100的火焰切割嘴101设置在调节端头303上,并能够绕调节端头303摆动动作;滑动块301和滑动杆302的滑移方向垂直布置,调节端头303与火焰切割嘴101之间设置有对应的连接耳板,在两连接耳板之间设置有第三锁紧件306。
[0067]
上述结构中的第一锁紧件、第二锁紧件和第三锁紧件均采用滚花螺钉,通过旋拧滚花螺钉,实现两部件之间的锁合固定。
[0068]
火焰切割组件100包括火焰切割嘴101和气体管路102,旋转组件200的旋转轴206顶部设置有管路限位板600,气体管路102匹配限位支撑在管路限位板600中。
[0069]
利用上述任一的用于盾构机软土刀盘环筋坡口的加工工装进行环筋坡口加工,具体包括以下步骤:
[0070]
对位组配:组对将用于盾构机软土刀盘环筋坡口的加工工装的各部件进行对位组配; 在各环筋夹具上调整环筋的位置,并对位夹紧固定环筋;
[0071]
圆弧切割:通过角度调节组件调整火焰切割组件的火焰切割嘴的高度和回转半径,并将火焰切割嘴的切割方向调整至竖直状态,启动火焰切割组件,对各环筋进行圆弧切割,如图14所示;
[0072]
坡口加工:调整火焰切割嘴轴线与待加工的坡口方向保持平行,再调整火焰切割嘴的高度和回转半径,启动火焰切割组件,对各环筋进行坡口加工。
[0073]
在坡口加工工序中,包括外侧坡口加工和内侧坡口加工;如图14和图15所示,在进行外侧坡口加工时,先调整火焰切割嘴的轴线与外侧坡口平行,再调整火焰切割嘴的高度和火焰切割嘴的回转半径,保障火焰切割嘴与环筋之间的位置满足外侧坡口的工艺要求;在进行内侧坡口加工时,先调整火焰切割嘴的轴线与内侧坡口平行,再调整火焰切割嘴的高度和火焰切割嘴的回转半径,保障火焰切割嘴与环筋之间的位置满足内侧坡口的工艺要求。
[0074]
本实用新型的火焰切割工装包括用于装夹环筋的环筋夹具、用于实现火焰切割嘴做回转运动的旋转组件以及用于调节火焰切割嘴的角度和位置的角度调节组件,所述环筋夹具均匀布置在旋转组件的圆周方向,待加工的环筋可装夹在环筋夹具上,通过调节角度调节组件将火焰切割嘴调至合适的位置及角度,然后开启旋转组件,即可实现环筋坡口的加工。
[0075]
具体的作业工艺方法是:
[0076]
步骤一、被加工环筋的装夹:首先,将被加工的环筋放置于夹具底座上合适位置处;然后,快速拧动两个手柄转动,使夹紧块与环筋相接触;最后,分别交替拧紧两个手柄,以完成被加工环筋的装夹。
[0077]
步骤二、切割环筋圆弧:首先,通过旋转第三锁紧件调节火焰切割嘴的轴线处于竖直状态;然后,通过旋转第二锁紧件调节火焰切割嘴的回转半径;最后,通过调节第一锁紧件调节火焰切割嘴的高度,保证火焰切割嘴与被加工环筋之间的距离满足火焰切割的工艺要求,启动火焰切割组件进行圆弧切割。
[0078]
步骤三、切割环筋外侧坡口:首先,通过旋转第三锁紧件调节火焰切割嘴的轴线与旋转组件中的旋转轴的轴线的夹角,使其满足环筋外侧坡口的设计角度;然后,通过旋转第二锁紧件调节火焰切割嘴的回转半径;最后,通过调节第一锁紧件调节火焰切割嘴的高度,保证火焰切割嘴与被加工环筋之间的距离满足火焰切割的工艺要求,启动火焰切割组件进行外侧坡口切割。
[0079]
步骤四、切割环筋内侧坡口:首先,通过旋转第三锁紧件调节火焰切割嘴的轴线与旋转机构中的轴的轴线的夹角,使得其满足环筋内侧坡口的设计角度;然后,通过旋转第二锁紧件调节火焰切割嘴的回转半径;最后,通过调节第一锁紧件调节火焰切割嘴的高度,保证火焰切割嘴与被加工环筋之间的距离满足火焰切割的工艺要求,启动火焰切割组件进行
内侧坡口切割。
[0080]
本文中术语“和/或”表示可以存在三种关系。例如,a和/或b可以表示:单独存在a,同时存在a和b,单独存在b这三种情况。另外,本文中字符“/”一般表示前后关联对象是一种“或”的关系。
[0081]
上文已详细描述了用于实现本实用新型的较佳实施例,但应理解,这些实施例的作用仅在于举例,而不在于以任何方式限制本实用新型的范围、适用或构造。本实用新型的保护范围由所附权利要求及其等同方式限定。所属领域的普通技术人员可以在本实用新型的教导下对前述各实施例作出诸多改变,这些改变均落入本实用新型的保护范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips