
 商标分类
商标分类  商标转让
商标转让 
一种带钢中心线偏移量的测量系统的制作方法
 2021-01-29 13:01:06|
2021-01-29 13:01:06| 232|
232| 起点商标网
起点商标网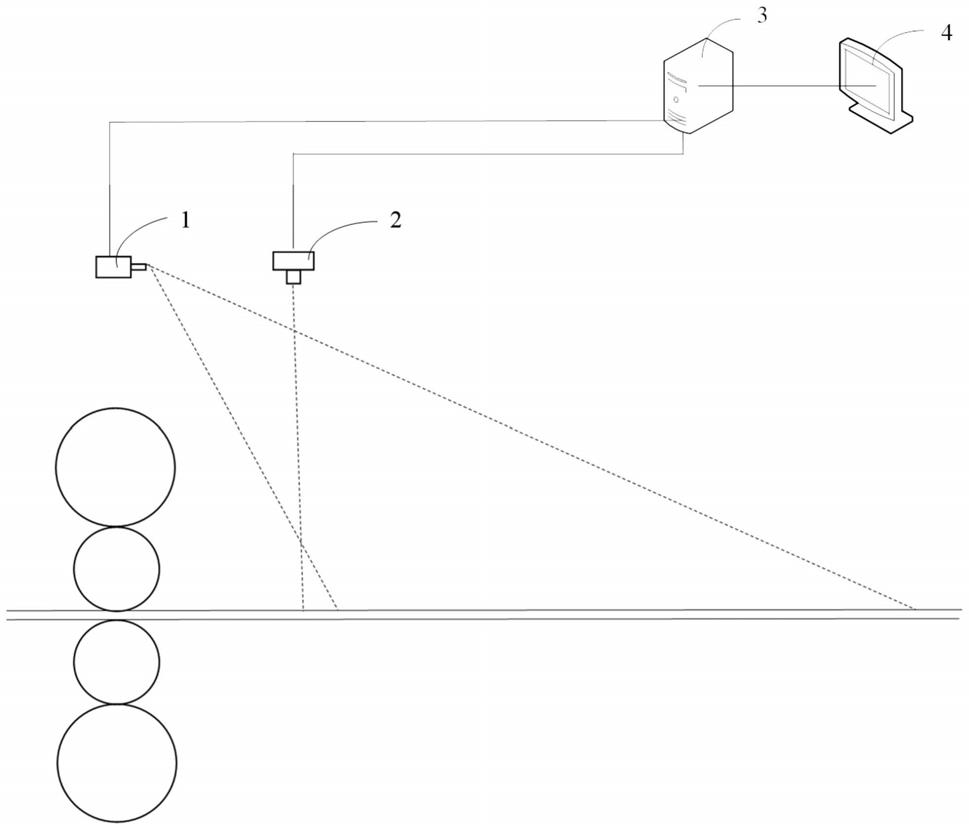
[0001]
本实用新型涉及热轧技术领域,尤其涉及一种带钢中心线偏移量的测量系统。
背景技术:
[0002]
带钢中心线偏移量是用来描述带钢头尾弯曲量大小的衡量参数。在轧钢生产中,如果带钢头部、尾部的中心线偏移量太大会导致带钢头部穿带及甩尾等轧制过程的稳定性,进而影响带钢质量。
[0003]
现有技术中,当带钢中心线偏移量测量部件出现故障时,则会导致无法测量带钢中心偏移量,进而导致无法对辊缝进行调平,最终影响带钢质量的问题。
技术实现要素:
[0004]
针对现有技术存在的问题,本实用新型实施例提供了一种带钢中心线偏移量的测量系统,用于解决现有技术中当带钢中心线偏移量测量部件出现故障,无法测量带钢中心偏移量,进而导致带钢质量不能得到确保的技术问题。
[0005]
本实用新型提供一种带钢中心线偏移量的测量系统,所述系统包括:
[0006]
用于测量带钢中心线偏移量的第一测量部件,安装在轧机的上方;
[0007]
用于测量带钢中心线偏移量的第二测量部件,安装在所述轧机的出口处;
[0008]
工控机,通过信号传输线缆分别与所述第一测量部件、所述第二测量部件相连;接收所述第一测量部件发送的带钢中心线偏移量,或者接收所述第二测量部件发送的带钢中心线偏移量;其中,所述第一测量部件与所述第二测量部件具有各自相应的切换标志位。
[0009]
可选的,所述第一测量部件为ccd相机。
[0010]
可选的,所述第二测量部件为测宽仪。
[0011]
可选的,所述轧机的上方设置有仪表箱,所述第一测量部件安装在所述仪表箱内。
[0012]
可选的,所述系统还包括:显示器,所述显示器与所述工控机相连。
[0013]
可选的,所述轧机为r2轧机。
[0014]
可选的,所述测宽仪为光电测宽仪。
[0015]
本实用新型提供了一种带钢中心线偏移量的测量系统,系统包括:用于测量带钢中心线偏移量的第一测量部件,安装在轧机的上方;用于测量带钢中心线偏移量的第二测量部件,安装在所述轧机的出口处;工控机,通过信号传输线缆分别与所述第一测量部件、所述第二测量部件相连;接收所述第一测量部件发送的带钢中心线偏移量,或者接收所述第二测量部件发送的带钢中心线偏移量;其中,所述第一测量部件与所述第二测量部件具有各自相应的切换标志位;如此,第一测量部件与第二测量部件相当于构成了冗余系统,在利用第一测量部件或者第二测量部件对带钢中心线偏移量进行测量时,若确定第一测量部件出现故障,可以根据第二测量部件对应的切换标志位将第二测量部件投入运行;或者,若确定第二测量部件出现故障,可以根据第一测量部件对应的切换标志位将第一测量部件投入运行;以能确保可以连续对带钢中心偏移量进行测量,进而确保带钢质量。
附图说明
[0016]
图1为本实用新型实施例提供的带钢中心线偏移量的测量系统。
[0017]
附图标记说明:
[0018]
1-第一测量部件;2-第二测量部件;3-工控机;4-显示器。
具体实施方式
[0019]
为了解决现有技术中当带钢中心线偏移量测量部件出现故障,无法测量带钢中心偏移量,进而导致带钢质量不能得到确保的技术问题,本实用新型提供了一种带钢中心线偏移量的测量系统。
[0020]
下面通过附图及具体实施例对本实用新型的技术方案做进一步的详细说明。
[0021]
本实施例提供一种带钢中心线偏移量的测量系统,如图1所示,系统包括:第一测量部件1、第二测量部件2、工控机3及显示器4;其中,
[0022]
第一测量部件1安装在轧机的上方,第二测量部件安装在轧机的出口处。轧机可以为r2轧机,也可以为其他类型的轧机。
[0023]
工控机3可以设置在控制室内,通过信号传输线缆分别与第一测量部件1、第二测量部件2相连;用于接收第一测量部件1发送的带钢中心线偏移量,或者接收第二测量部件2发送的带钢中心线偏移量。其中,第一测量部件1可以为ccd相机,第二测量部件2可以为测宽仪。
[0024]
测宽仪可以为光电测宽仪,包括:双镜筒光电测头。双镜筒光电测头是由两组发射镜头和两组接收镜头组成的,利用led洁净光源和ccd成像法进行几何尺寸测量的测头,采用边缘检测法,实现热轧带钢宽度尺寸的在线检测。
[0025]
测宽仪采用520nm波长的光源加上滤光镜片,能有效的滤除杂光,保证测量的精度。另外,测宽仪将led光源发出的光通过调节器的调节,使其变成远心平行光源,光源平行度好,从而可以精确测量得到带钢的边缘尺寸。
[0026]
显示器4中与工控机3通过信号线相连,显示器4中设置有人机界面,工作人员可以在显示器4的人机界面中进行一些轧制参数以及其他参数的配置。
[0027]
本申请中的测量系统为了保证测量过程中的稳定性,利用第一测量部件1及第二测量部件2构成测量冗余系统,以防止出现第一测量部件1或第二测量部件2在出现故障后,无法进行连续测量的情况。
[0028]
也即,第一测量部件1及第二测量部件2均是可以用于测量带钢中心线偏移量的。第一测量部件1与第二测量部件2具有各自相应的切换标志位,第一测量部件1与第二测量部件2一般不会同时进行测量。当第一测量部件1对应的切换标志位为有效标志位时,利用第一测量部件1对带钢中心线偏移量进行测量。当第二测量部件2对应的切换标志位为有效标志位时,利用第二测量部件2对带钢中心线偏移量进行测量。那么,在实际应用时,若第一测量部件1出现故障,可以立即控制第二测量部件2的切换标志位为有效标志位,将第二测量部件2投入使用;若第二测量部件2出现故障,可以立即控制第一测量部件1的切换标志位为有效标志位,将第一测量部件1投入使用。
[0029]
这里,可以在人机界面中配置第一测量部件1及第二测量部件2的切换标志位。比如,第一测量部件1的切换标志位可以为α,当α为1时,代表第一测量部件的切换标志位为有
效标志位。第二测量部件2的切换标志位可以为β,当β为1时,代表第二测量部件2的切换标志位为有效标志位。
[0030]
在实际应用时,若确定第一测量部件1的切换标志位为有效标志位时,获得第一测量部件1测得的第一带钢中心线偏移量,基于第一带钢中心线偏移量,利用预设的平辊调平值函数计算出第一平辊调平值level1。
[0031]
若确定第二测量部件2的切换标志位为有效标志位时,获得第二测量部件2测得的第二带钢中心线偏移量,基于第二带钢中心线偏移量,利用预设的平辊调平值函数计算出第二平辊调平值level2。
[0032]
然后根据第一平辊调平值或第二平辊调平值对轧机的工作辊进行调平,进而修正带钢中心线偏移量。
[0033]
因为有的轧制道次是不需要进行辊缝调平,有的轧制道次需要进行辊缝调平,因此第一平辊调平值或第二平辊调平值计算出之后,还需判断带钢中心线偏移量控制功能是否需要投入使用。这里是通过判断带钢中心线偏移量控制标志位是否为有效标志位进行确定的。
[0034]
比如,带钢中心线偏移量控制标志位为γ,若γ值为1时,确定带钢中心线偏移量控制标志位为有效标志位,此时需要将计算出的第一平辊调平值或第二平辊调平值投入使用,来调节工作辊的辊缝调平值。若γ值为0时,确定带钢中心线偏移量控制标志位为无效标志位,此时无需将计算出的第一平辊调平值或第二平辊调平值投入使用。
[0035]
值得注意的是,带钢中心线偏移量控制标志位γ是根据预先配置的各钢种族的第一带钢中心线偏移量控制标志位γ2以及操作人员选择的第二带钢中心线偏移量控制标志位γ1确定的。其中,γ=γ1&γ2;也即只有当γ1和γ2均为有效标志位时,带钢中心线偏移量控制标志位此时才为有效标志位。
[0036]
同样的,比如当第一带钢中心线偏移量控制标志位γ2值为1时,代表γ2为有效标志位;当γ2值为0时,代表γ2为无效标志位。当第二带钢中心线偏移量控制标志位γ1值为1时,代表γ1为有效标志位;当γ1值为0时,代表γ1为无效标志位。只有当γ1和γ2的值均为1时,带钢中心线偏移量控制标志位γ此时才为有效标志位。
[0037]
本实用新型实施例提供的钢中心线偏移量的测量系统能带来的有益效果至少是:
[0038]
本实用新型提供了一种带钢中心线偏移量的测量系统,系统包括:用于测量带钢中心线偏移量的第一测量部件,安装在轧机的上方;用于测量带钢中心线偏移量的第二测量部件,安装在所述轧机的出口处;工控机,通过信号传输线缆分别与所述第一测量部件、所述第二测量部件相连;接收所述第一测量部件发送的带钢中心线偏移量,或者接收所述第二测量部件发送的带钢中心线偏移量;其中,所述第一测量部件与所述第二测量部件具有各自相应的切换标志位;如此,第一测量部件与第二测量部件相当于构成了冗余系统,在利用第一测量部件或者第二测量部件对带钢中心线偏移量进行测量时,若确定第一测量部件出现故障,可以根据第二测量部件对应的切换标志位将第二测量部件投入运行;或者,若确定第二测量部件出现故障,可以根据第一测量部件对应的切换标志位将第一测量部件投入运行;以能确保可以连续对带钢中心偏移量进行测量,进而利用测得的带钢中心线偏移量计算辊缝调平值,对轧机的工作辊辊缝进行调平,进而确保带钢质量。
[0039]
以上所述,仅为本实用新型的较佳实施例而已,并非用于限定本实用新型的保护
范围,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips