
 商标分类
商标分类  商标转让
商标转让 
不锈钢低温储罐焊接智能防变形装置的制作方法
 2021-01-29 13:01:42|
2021-01-29 13:01:42| 272|
272| 起点商标网
起点商标网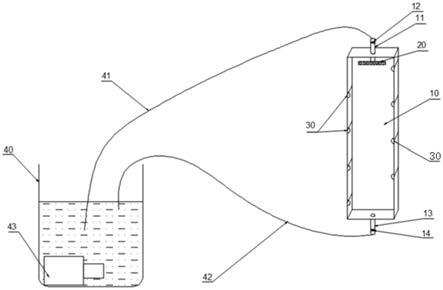
[0001]
本实用新型涉及不锈钢低温储罐焊接技术领域,具体涉及一种不锈钢低温储罐焊接智能防变形装置。
背景技术:
[0002]
液化气体储罐是主要用来储存液化天然气(lng)、液化乙烯(leg)、液化丙烯等介质的低温储罐,储罐罐体主要采用耐-196℃的低温钢如奥氏体不锈钢等材料制作内、外壳体。低温罐具有储罐容积大,罐体壳板薄等特点。不锈钢具有膨胀系数大,导热系数低等特点,因此,不锈钢特别是薄板不锈钢焊接时,极易产生焊接变形。
技术实现要素:
[0003]
本实用新型要解决的技术问题在于针对上述现有技术存在的薄板不锈钢焊接时容易产生焊接变形的不足,提供一种不锈钢低温储罐焊接智能防变形装置,可实现对不锈钢焊缝背面充气和自动喷水,减少不锈钢焊接变形。
[0004]
本实用新型为解决上述提出的技术问题所采用的技术方案为:
[0005]
一种不锈钢低温储罐焊接智能防变形装置,包括保护罩、喷水装置、温度传感器、水箱和控制器;所述保护罩为一侧面开口的箱体结构,保护罩的上端面设有上接管,所述上接管上设有上截止阀,保护罩的下端面设有下接管,所述下接管上设有下截止阀;所述喷水装置设置于所述保护罩内部并与所述上接管连通,喷水装置的喷水孔朝向保护罩开口的侧面;所述温度传感器设置于所述保护罩内,用于测量焊缝附近的温度;所述水箱设置于保护罩外部,水箱内置潜水泵,所述上接管通过进水管与所述水箱连接,所述进水管与所述潜水泵相连,所述下接管通过出水管与所述水箱连接;所述温度传感器、上截止阀、下截止阀和潜水泵分别与所述控制器连接,所述控制器接收所述温度传感器的测量信号,并控制所述上截止阀、下截止阀和潜水泵的启闭。
[0006]
上述方案中,所述喷水装置由钢管组成,钢管上开设多个喷水孔。
[0007]
上述方案中,所述温度传感器沿所述保护罩的左右两侧板设置若干个,左右两侧的传感器沿高度方向交错布置。
[0008]
上述方案中,所述温度传感器紧贴所述保护罩开口一侧安装,以便保护罩整体安装时所述温度传感器贴紧焊缝两侧的母材。
[0009]
本实用新型的有益效果在于:
[0010]
1、本实用新型装置具有对不锈钢焊缝背面充气和自动喷水防变形的两种功能。第一道打底焊接时,该装置起到充气罩作用,通过该装置背面充氩气保护,防止焊接时背面氧化,实现单面焊双面成形,避免传统气刨清根的方式,减少热输入防止焊接变形;填充焊接时,通过启动该装置,当温度传感器采集到施焊时的温度信号时,立即启动喷水系统,对焊缝背面喷水进行强制冷却,减少不锈钢焊接变形。
[0011]
2、本实用新型装置通过温度传感器对焊缝背面的温度进行监测,并控制潜水泵的
启闭,实现自动控制喷水降温,有效防止焊接变形的同时,减少了人工成本,不仅可用于不锈钢焊接立焊缝,也可用于横焊缝位置。
附图说明
[0012]
下面将结合附图及实施例对本实用新型作进一步说明,附图中:
[0013]
图1是本实用新型不锈钢低温储罐焊接智能防变形装置的整体结构图;
[0014]
图2是图1所示不锈钢低温储罐焊接智能防变形装置的保护罩结构图;
[0015]
图3是利用本实用新型进行打底焊接的示意图;
[0016]
图4是利用本实用新型进行填充焊接的示意图。
[0017]
图中:10、保护罩;11、上接管;12、上截止阀;13、下接管;14、下截止阀;20、喷水装置;30、温度传感器;40、水箱;41、进水管;42、出水管;43、潜水泵;200、焊缝。
具体实施方式
[0018]
为了对本实用新型的技术特征、目的和效果有更加清楚的理解,现对照附图详细说明本实用新型的具体实施方式。
[0019]
如图1-2所示,为本实用新型一较佳实施例的不锈钢低温储罐焊接智能防变形装置,包括保护罩10、喷水装置20、温度传感器30、水箱40和控制器(图未示)。保护罩10为一侧面开口的箱体结构,通过槽钢或钢板制成。保护罩10的上端面设有上接管11,上接管11上安装上截止阀12,保护罩10的下端面设有下接管13,下接管13上安装下截止阀14。喷水装置20由钢管组成,钢管上开设多个喷水孔,开有喷水孔的一侧面向保护罩10开口的一面,喷水装置20设置于保护罩10内部,并与上接管11连通。温度传感器30设置于保护罩10内,用于测量焊缝200附近的温度,具体安装形式为:沿保护罩10的左右两侧板安装若干个温度传感器30,左右两侧的传感器沿高度方向交错布置,每个温度传感器30紧贴保护罩10开口一侧安装,以便保护罩10整体安装时温度传感器30贴紧焊缝两侧的母材。水箱40设置于保护罩10外部,工作时内部盛自来水,水箱40内置潜水泵43,上接管11通过进水管41与水箱40连接,进水管41与潜水泵43相连,下接管13通过出水管42与水箱40连接。温度传感器30、上截止阀12、下截止阀14和潜水泵43分别与控制器连接,控制器接收温度传感器30的测量信号,并控制上截止阀12、下截止阀14和潜水泵43的启闭。
[0020]
如图3所示,保护罩10可单独使用,装在不锈钢对接焊缝背面,内部充氩气,不锈钢焊接时的第一道打底时起焊缝背面保护作用,防止焊缝金属氧化。
[0021]
如图4所示,低温罐不锈钢焊缝填充焊时,将装于焊缝背面的保护罩10连接进水和出水管42,此时截止阀和处于开启状态,接通外部电源,温度传感器30和潜水泵43处于待工作状态。当焊工在实施填充焊接时,焊缝部位温度急速升高,热量通过焊缝处钢板传到背面,当超过设定温度值时,背部的温度传感器30触发启动潜水泵43开始工作,将水箱40的水通过进水管41送入保护罩10内,从喷水装置20对准不锈钢焊缝背面喷水,喷出的水流借助自身的重力,从保护罩10内的焊缝上方流入下部,从出水管42流回水箱40,如此循环工作。通过水流的降温来减小焊缝因热输入引起的变形。
[0022]
利用上述智能防变形装置进行不锈钢低温储罐焊接方法,具体包括以下步骤:
[0023]
s1、安装保护罩10:通过点焊将保护罩10固定于不锈钢焊缝200的背面,保护罩10
开口的侧面朝向焊缝两侧的母材,使得温度传感器30贴紧焊缝两侧的母材,保护罩10与母材接触的外侧四周用密封胶将其间隙填满实现密封。
[0024]
s2、打底焊接:通过控制器控制上截止阀12与下截止阀14打开,通过上接管11向保护罩10内充氩气,充满氩气后关闭上截止阀12与下截止阀14,即可进行第一道焊缝的氩弧焊打底焊接。
[0025]
s3、填充焊接:第一道打底焊完成后,再次检查保护罩10四周缝隙,保证保护罩10四周密封不漏水,然后安装进水管41与出水管42,并将进水管41与潜水泵43相连,通过控制器开启上截止阀12与下截止阀14,接通外部电源使温度传感器30与潜水泵43处于工作状态,然后进行填充焊接。填充焊时,由于焊接热输入,焊缝周围温度极剧升高,当背部的温度传感器30监测到焊缝温度升高至设定值150℃时,控制器控制潜水泵43开始工作,冷水通过进水管41进入保护罩10,通过喷水装置20对受热的焊缝背面进行喷水,水流通过回水管回流至水箱40中实现循环利用。
[0026]
不锈钢纵缝立焊时,通常焊接方向是从下往上,而水流是从上往下,因此起到良好的冷却作用,下流的水从回水管回流到水箱40。该系统工作时,将循环水控制在密闭系统内,有效避免了水对周围施工场地的影响。本实用新型不仅可用于不锈钢焊接立焊缝,也可用于横焊缝位置,使用方法相同。
[0027]
s4、当填充焊接作业停止后,焊缝温度在水冷的作用快速下降,当温度传感器30监测到焊缝温度降到低于设定值150℃后,控制器控制潜水泵43停止工作。本实用新型实现焊接过程的智能喷水控制降温。
[0028]
需要说明的是,如果未采用氩弧焊打底,同样可采用本实用新型装置,当不锈钢立焊缝焊接时,第一道采用传统的焊条电弧焊或其它焊接方法封底焊后,在该焊缝背面安装本实用新型装置,从步骤s3开始实施,也可实现焊接过程的智能喷水控制降温来减少焊接变形,此时保护罩10仅发挥喷水降温作用。
[0029]
本说明书中各个实施例采用递进的方式描述,每个实施例重点说明的都是与其他实施例的不同之处,各个实施例之间相同相似部分互相参见即可。
[0030]
上面结合附图对本实用新型的实施例进行了描述,但是本实用新型并不局限于上述的具体实施方式,上述的具体实施方式仅仅是示意性的,而不是限制性的,本领域的普通技术人员在本实用新型的启示下,在不脱离本实用新型宗旨和权利要求所保护的范围情况下,还可做出很多形式,这些均属于本实用新型的保护之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips