
 商标分类
商标分类  商标转让
商标转让 
一种摩擦焊V型推力杆的制作方法
 2021-01-29 13:01:10|
2021-01-29 13:01:10| 166|
166| 起点商标网
起点商标网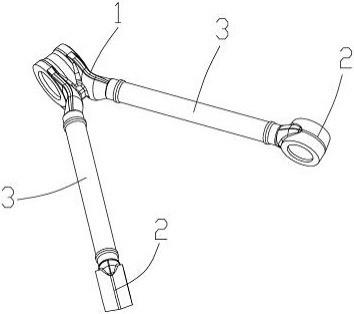
一种摩擦焊v型推力杆
技术领域
[0001]
本实用新型涉及v型推力杆领域,尤其涉及一种摩擦焊v型推力杆。
背景技术:
[0002]
v型推力杆是重型汽车上一种连接车桥与车架的装置,用来传递牵引力、制动力及其对应的反作用力。v型推力杆的顶端端头与车桥相连接,开口端的两个端头与车架连接。
[0003]
v型推力杆目前主要结构有以下三种:第一种是四个接口均为热铆接,该结构生产时需要3人协同工作,且尺寸精度难以保证;第二种为v型开口的两端使用摩擦焊接,v型顶端采用热铆接,虽然一定程度减轻了推力杆的重量,但生产工艺复杂成本较高;第三种为四个接口均为摩擦焊成型,但工艺流程长,需要经过四次摩擦焊接成型,且焊接的参数及形位公差均对推力杆的强度影响较大。
[0004]
此外,以上三种v型推力杆的管体及端头均为碳钢材料,碳钢材料的v型推力杆存在重量较大的缺陷。
技术实现要素:
[0005]
本实用新型提供了一种摩擦焊v型推力杆,第一零件、第二零件和中间连接杆分别制造后摩擦焊接成一个整体,中间连接杆与空心柱的铝合金材料中各元素含量不同。
[0006]
实现本实用新型目的的技术方案如下:
[0007]
一种摩擦焊v型推力杆,包括:锻造而成的一个第一零件和两个第二零件、热挤压成型或轧制而成的两根中间连接杆,所述第一零件位于v型推力杆的顶端,两个所述第二零件位于v型推力杆的两个开口端,一根中间连接杆位于第一零件与一个第二零件之间,另一根中间连接杆位于第一零件与另一个第二零件之间,两根中间连接杆、第一零件和两个第二零件摩擦焊接成v型推力杆。
[0008]
作为本实用新型的进一步改进,所述第一零件包括第一本体,该第一本体呈空心柱状结构;所述第一本体的外周壁上延伸有两个第一安装部,所述第一安装部与第一本体一并锻造;
[0009]
两个第一安装部沿第一本体的轴线对称,每个第一安装部与一根中间连接杆的杆端部摩擦焊接。
[0010]
作为本实用新型的进一步改进,所述第一安装部的端头呈柱状,该端头与中间连接件的杆端部摩擦焊接。
[0011]
作为本实用新型的进一步改进,所述第一安装部与第一本体的外圆相交。
[0012]
作为本实用新型的进一步改进,两个第一安装部之间延伸有连接部,该连接部同时与第一安装部和第一本体连接,连接部、第一安装部和第一本体一并锻造。
[0013]
作为本实用新型的进一步改进,所述第一安装部呈弧形状,第一安装部向中间连接杆的方向弯曲后才向中间连接杆的方向延伸。
[0014]
作为本实用新型的进一步改进,每个所述第二零件包括第二本体,该第二本体呈
空心柱状结构;所述第二本体的外周壁上延伸出一个第二安装部,所述第二安装部与第二本体一并锻造;
[0015]
第二安装部与中间连接杆的杆端部摩擦焊接。
[0016]
作为本实用新型的进一步改进,所述第二安装部与第二本体的外圆相交。
[0017]
作为本实用新型的进一步改进,所述第二本体的外圆上设有凹槽,所述第二安装部与第二本体相交后形成相交区域,该相交区域的两个端点为凹槽的起点和终点。
[0018]
作为本实用新型的进一步改进,所述凹槽的弧度为π,所述相交区域的弧度也为π,所述凹槽的弧度与相交区域的弧度构成一个绕该第二本体轴线的360
°
圆。
[0019]
与现有技术相比,本实用新型的有益效果是:
[0020]
本实用新型的第一零件、第二零件和中间连接杆分别制造后摩擦焊接成一个整体,中间连接杆与第一零件和第二零件的铝合金材料中各元素含量不同。此外,使用含量不同的铝合金材料,有效降低v型推力杆的制造成本。
附图说明
[0021]
图1为摩擦焊v型推力杆的结构示意图;
[0022]
图2为第一零件的结构示意图一;
[0023]
图3为第一零件的结构示意图二;
[0024]
图4为第二零件的结构示意图;
[0025]
图5为中间连接杆的结构示意图。
[0026]
附图标记:1、第一零件;11、第一安装部;111、端头;12、连接部;13、凹陷区域;2、第二零件;21、第二安装部;3、中间连接杆;31、杆端部。
具体实施方式
[0027]
下面结合附图所示的各实施方式对本实用新型进行详细说明,但应当说明的是,这些实施方式并非对本实用新型的限制,本领域普通技术人员根据这些实施方式所作的功能、方法、或者结构上的等效变换或替代,均属于本实用新型的保护范围之内。
[0028]
实施例1:
[0029]
本实施例提供了一种摩擦焊v型推力杆,如图1所示,包括:锻造而成的一个顶端空心柱第一零件1和两个开口端空心柱第二零件2、热挤压成型或轧制而成的两根中间连接杆3,一根中间连接杆3位于顶端空心柱第一零件1与一个开口端空心柱第二零件2之间,另一根中间连接杆3位于顶端空心柱第一零件1与另一个开口端空心柱第二零件2之间,两根中间连接杆3、顶端空心柱第一零件1和两个开口端空心柱第二零件2摩擦焊接成一体。
[0030]
本实施例的第一零件1位于v型推力杆的顶端,两个第二零件2位于v型推力杆的两个开口端,两根中间连接杆3、第一零件1和两个第二零件2摩擦焊接后形成v型推力杆。其中,第一零件1包括第一本体,该第一本体呈空心柱状结构;第二零件2包括第二本体,该第二本体也呈空心柱状结构。
[0031]
如图5所示,本实施例的中间连接杆3的两端具有杆端部,该杆端部呈空心柱状,杆端部的外圆直径大于中间连接杆3本体的外圆直径。将其直径扩大的目的是便于中间连接杆3与第一零件1、第二零件2的摩擦焊接。
[0032]
本实施例的第一零件1、第二零件2和中间连接杆3分别制造后摩擦焊接成一个整体,中间连接杆3与第一零件1和第二零件2的铝合金材料中各元素含量不同。此外,使用含量不同的铝合金材料,有效降低v型推力杆的制造成本。
[0033]
实施例2:
[0034]
本实施例提供了一种摩擦焊v型推力杆,如图1、图2和图3所示,第一本体的外周壁上延伸出两个第一安装部11,第一安装部11与第一本体一并锻造而成;两个第一安装部11沿第一本体的轴线对称,每个第一安装部11与一根中间连接杆3的杆端部31摩擦焊接。
[0035]
如图2和图3所示,第一安装部11的端头呈柱状,该端头与中间连接件摩擦焊接。第一安装部11与第一本体的外圆相交。
[0036]
如图2和图3所示,两个第一安装部11之间延伸有连接部12,该连接部12同时与第一安装部11和第一本体连接。
[0037]
第一安装部11呈弧形状,第一安装部11向中间连接杆3的方向弯曲后才向中间连接杆3的方向延伸。
[0038]
本实施例的第一安装部11既便于第一零件1与中间连接杆3的摩擦焊接,第一安装部11又相当于加强筋,增加整个v型推力杆的强度,提高抗拉能力。
[0039]
如图2和图3所示,本实施例的第一本体、两个第一安装部11之间具有凹陷区域13,设置凹陷区域13的目的是减轻整个第一零件1的重量。
[0040]
本实施例在两个第一安装部11之间延伸出连接部12的的目,是增加v型推力杆的稳定性,增加杆体刚度。
[0041]
实施例3:
[0042]
本实施例提供了一种摩擦焊v型推力杆,如图1、图2和图3所示,第一本体的外周壁上延伸出两个第一安装部11,第一安装部11与第一本体一并锻造而成;两个第一安装部11沿第一本体的轴线对称,每个第一安装部11与一根中间连接杆3的杆端部31摩擦焊接。
[0043]
如图4所示,每个第二本体的外周壁上延伸出一个第二安装部21,第二安装部21与第二本体一并锻造而成;第二安装部21与中间连接杆3的杆端部31摩擦焊接。第二安装部21与第二本体的外圆相交。
[0044]
本实施例的第二安装部21既便于第二本体与中间连接杆3的摩擦焊接,第二安装部21又相当于加强筋,增加整个v型推力杆的强度,提高抗拉能力。
[0045]
为了减轻第二本体的重量,本实施例在第二本体的外圆上设有凹槽,第二安装部21与第二本体相交后形成相交区域,该相交区域的两个端点为凹槽的起点和终点。优选凹槽的弧度为π,相交区域的弧度也为π,凹槽的弧度与相交区域的弧度构成一个绕该第二本体轴线的360
°
圆。
[0046]
实施例4:
[0047]
在实施例1至实施例3公开方案的基础上,本实施例公开了摩擦焊v型推力杆的制造工艺,如图1所示,包括以下步骤:
[0048]
步骤一、锻造:利用锻造设备对铝合金坯料锻打,得到位于v型推力杆顶端的第一零件和位于v型推力杆开口端的第二零件,随后对第一零件和第二零件热处理。其中,锻打过程具体为:利用锻造设备对加热到410-470℃的铝合金坯料进行锻打(进一步地,先把铝合金坯料加热至410-470℃、保温100-170min后第一次模锻,接下来再加热至410-470℃、保
温30min后再第二次模锻至设计尺寸,最后加热至410-470℃、保温10-15min)。其中,步骤一中热处理时先固溶处理再人工时效处理。固溶处理的过程为:将第一零件和第二零件加热到516-543℃温度下保持0.5-1.5小时,然后初次淬火,初次淬火的转移时间小于15秒,所述初次淬火时采用水淬,水温为25-35℃。人工时效处理的过程为:将固溶处理的第一零件和第二零件在170-185℃环境下保温8小时,接下来空冷。
[0049]
步骤二、锯切:使用数控锯床锯切无缝圆管至所需长度;
[0050]
步骤三、机加工:对所述第一零件和第二零件机加工,使第一零件和第二零件的内孔尺寸达标;
[0051]
步骤四、焊接:对机加工后的第一零件和第二零件与步骤二锯切后的两根无缝圆管进行摩擦焊接,使其形成推力杆半成品;
[0052]
步骤五、淬火:对推力杆半成品淬火处理。其中,对推力杆半成品淬火时,所述淬火转移时间15-20min,所述淬火时采用浸没淬火,水温为25-35℃。
[0053]
本实施例选用铝合金锻造工艺锻造出第一零件和第二零件,选用数控锯床锯切出无缝圆管,与v型推力杆整体锻造相比,本实施例对铝合金坯料的要求更低,锻造时产生的废料也相对较少,更节约制造成本。
[0054]
上文所列出的一系列的详细说明仅仅是针对本实用新型的可行性实施方式的具体说明,它们并非用以限制本实用新型的保护范围,凡未脱离本实用新型技艺精神所作的等效实施方式或变更均应包含在本实用新型的保护范围之内。
[0055]
对于本领域技术人员而言,显然本实用新型不限于上述示范性实施例的细节,而且在不背离本实用新型的精神或基本特征的情况下,能够以其他的具体形式实现本实用新型。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本实用新型的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本实用新型内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
[0056]
此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 摩擦焊

 热门咨询
热门咨询




tips