
 商标分类
商标分类  商标转让
商标转让 
一种较深内腔平面加工的变相切削刀具的制作方法
 2021-01-29 13:01:51|
2021-01-29 13:01:51| 244|
244| 起点商标网
起点商标网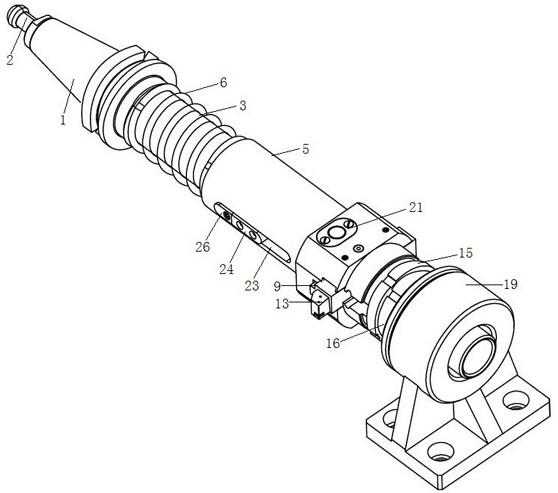
[0001]
本实用新型涉及零件加工技术领域,具体涉及一种较深内腔平面加工的变相切削刀具。
背景技术:
[0002]
轮式拖拉机后桥壳体加工过程中,内腔端面的小圆锥齿轮轴承座平面加工是整个零件的加工难点,它的难点在于加工部位距离零件端面的距离h有273 mm,具体见图1,如将常用的铣削刀具悬伸长后进行铣削加工,会降低刀具的刚性,切削时刀具容易产生振动,切削速度、切削深度、进给量都受到了限制,端面的粗糙度也不能保证。
[0003]
为了更好地加工此端面,常用的加工方法是用一把直径80 mm、长280 mm的端面铣刀,分三次进行铣削,5 mm的加工余量,三次加工的时间长达10分钟,占整个后桥壳体精加工时间的15%,且刀具的损耗较大,一个班需换一把铣刀,严重影响了后桥壳体的生产能力。
[0004]
经过细致观察后桥壳体零件及工装夹具,试想可否与车床上的尾架一样,用支架来辅助铣削,通过将镗刀支承在支架上加工端面,这样可增强刀具的刚性,但是轴向运动的镗刀的缺点是不能用来加工大的平面,实际操作时依旧存在不便。
技术实现要素:
[0005]
为了解决现有技术中存在的问题,本实用新型提供一种较深内腔平面加工的变相切削刀具,通过齿轮传动的原理可将刀具的轴向运动转换为径向切削运动,利用旋转加移动的方式进行较深内腔平面的综合加工,加工效率高,加工质量有保证。
[0006]
本实用新型通过以下技术方案实现:一种较深内腔平面加工的变相切削刀具,刀柄一端与拉钉固定相连、另一端与传动杆通过螺纹副连接;传动杆的另一端活动穿套在主体上左段部分的套筒内部,在传动杆外部且位于刀柄和套筒之间套设有弹簧,在传动杆的内侧端横向连接有圆柱齿条,在主体中段内部纵向设有齿轮,圆柱齿条与齿轮相啮合,在主体中段内部且位于齿轮右侧的齿条插槽内竖直设有径向活动齿条,径向活动齿条与齿轮啮合,在径向活动齿条的中空内腔中固定连接有机夹刀具;在主体的右侧段上设有螺纹连接段,在螺纹连接段上从内向外依次螺纹连接有螺母一和螺母二,在主体的右侧段柱体上连接有衬套,衬套通过圆柱滚子轴承与支架连接。
[0007]
进一步地,圆柱齿条与传动杆过盈配合连接,径向活动齿条与齿条插槽过盈配合连接,且齿条插槽与径向活动齿条的形状相适配。
[0008]
进一步地,齿轮的两端轴体与主体上的连接槽间隙配合连接,在连接槽顶部固定连接有轴向限位块。
[0009]
进一步地,在传动杆侧面设有限位装置连接凹槽,在主体上设有长条形的活动槽,限位块穿过活动槽与限位装置连接凹槽固定连接。
[0010]
进一步地,在限位块上靠近刀柄的一端设有凹陷的铜键连接端面,铜键固定连接在铜键连接端面上,铜键的长度根据弹簧初始压力值的大小进行适应性调节。
[0011]
进一步地,在支架的内侧端面上设有挡圈连接槽,在挡圈连接槽内连接有挡圈。
[0012]
本实用新型的有益效果是:
[0013] 1. 本实用新型公开的一种较深内腔平面加工的变相切削刀具的结构简单,装配便捷,可将传统的轴向切削工作转换为径向切削操作,更加适合较深内腔大平面零件的加工,且切削效率较传统设备而言有明显的提升,加工平面度和粗糙度均能符合加工要求;
[0014]
2. 在限位块上设置长度可调的铜键后可对弹簧的初始压力进行适应性的调节,避免初始压力过小影响平面的加工质量。
附图说明
[0015]
图1为后桥壳体的产品图;
[0016]
图2为一种较深内腔平面加工的变相切削刀具的主视示意图;
[0017]
图3为图2沿e-e方向的剖视示意图;
[0018]
图4为一种较深内腔平面加工的变相切削刀具的仰视示意图;
[0019]
图5为一种较深内腔平面加工的变相切削刀具的整体结构示意图;
[0020]
图6为一种较深内腔平面加工的变相切削刀具的结构爆炸图;
[0021]
其中,1-刀柄,2-拉钉,3-传动杆,4-主体,5-套筒,6-弹簧,7-圆柱齿条,8-齿轮,9-径向活动齿条,10-齿条插槽,11-内六角螺钉,12-锁紧螺钉,13-机夹刀具,14-螺纹连接段,15-螺母一,16-螺母二,17-衬套,18-圆柱滚子轴承,19-支架,20-连接槽,21-轴向限位块,22-限位装置连接凹槽,23-活动槽,24-限位块,25-铜键连接端面,26-铜键,27-挡圈连接槽,28-挡圈,29-压配式压注油杯。
具体实施方式
[0022]
下面将对本实用新型的较佳实施例进行详细阐述,以使本实用新型的优点和特征能更易于被本领域技术人员理解,从而对本实用新型的保护范围做出更为清楚明确的界定。
[0023]
为了能对工件上的较深内腔平面进行高效且高质量的切削加工,本实施方式中公开一种较深内腔平面加工的变相切削刀具,刀柄1一端与拉钉2固定相连、另一端与传动杆3通过螺纹副连接,拉钉2与机床主轴配合进行工作,由于传动杆3与刀柄1间是通过螺纹副进行连接的,所以可将刀柄1的旋转运动和轴向运动转换为传动杆3的轴向运动。
[0024]
传动杆3的另一端活动穿套在主体4上左段部分的套筒5内部,传动杆3的外径与套筒5的内径大小相适应,在传动杆3外部且位于刀柄1和套筒5之间套设有弹簧6,在传动杆3的内侧端横向连接有圆柱齿条7,圆柱齿条7与传动杆3过盈配合,在主体4中段内部纵向设有齿轮8,圆柱齿条7与齿轮8相啮合,在主体4中段内部且位于齿轮8右侧竖直设有径向活动齿条9,径向活动齿条9与主体4内部的齿条插槽10过盈配合连接,齿条插槽10与径向活动齿条9的形状相适配,径向活动齿条9与齿轮8啮合,过盈配合的方式既保证径向活动齿条9在齿轮8传动的情况下能沿着齿条插槽10顺利进行径向活动,又不会因与主体4间连接过松而滑脱,在径向活动齿条9的中空内腔中通过内六角螺钉11和锁紧螺钉12固定连接有机夹刀具13,径向活动齿条9在进行径向活动的过程中可带动机夹刀具13进行径向切削工作;在主体4的右侧段上设有螺纹连接段14,在螺纹连接段14上从内向外依次螺纹连接有螺母一15
和螺母二16,在主体4右侧段柱体上连接有衬套17,衬套17通过圆柱滚子轴承18与支架19连接。
[0025]
齿轮8的两端轴体与主体4上的连接槽20间隙配合连接,间隙配合的方式既能使齿轮8正常转动,又能防止其在径向上随意活动,在连接槽20顶部固定连接有轴向限位块21,可防止齿轮8在运动过程中上下窜动。
[0026]
在传动杆3侧面设有限位装置连接凹槽22,在主体4上设有长条形的活动槽23,限位块24穿过活动槽23与限位装置连接凹槽22固定连接,传动杆3进行轴向运动的过程中,限位块24顺着活动槽23进行移动,当传动杆3在主体4的套筒5内进行轴向运动到右端极限位置时,限位块24顶住活动槽23的右侧端面限制其进一步移动。
[0027]
在限位块24上靠近刀柄1的一端设有凹陷的铜键连接端面25,铜键26固定连接在铜键连接端面25上,铜键26的长度根据弹簧初始压力值的大小进行适应性调节;铜键26主要用于调节弹簧6的初始压力,因为当刀具起始点到位,弹簧6的压力应调到初始压力结束,但如果在低于一定压力时刀具参加切削,可能会影响平面的加工质量,所以根据实际操作需要,如初始压力过大,可减小铜键26的长度,此时弹簧6的初始压缩量变小,即降低了初始压力值;如初始压力过小,适当增加铜键26的长度,此时弹簧6初始压缩量变大,即增大了初始压力值。
[0028]
在支架19的内侧端面上设有挡圈连接槽27,在挡圈连接槽27内连接有挡圈28,用以阻止圆柱滚子轴承18发生轴向窜动。
[0029]
使用时,首先安装调整刀具,之后把支架19安装到加工后桥壳体的夹具上,测量支架左端面与零件加工平面之间的距离,根据计算数据调整螺母二16与机夹刀具13上刀刃的距离,再根据图纸中加工平面的最大位置计算出轴向行程,最后将编写好的数控程序输入到卧式加工中心的数控系统中,然后进行切削。
[0030]
切削时刀柄1发生转动和轴向移动,通过螺纹副的作用会使传动杆3发生轴向运动,进而带动圆柱齿条7发生轴向运动,由于圆柱齿条7与齿轮8之间相啮合,齿轮8又与径向活动齿条9相啮合,所以圆柱齿条7的轴线运动最终转换为径向活动齿条9的径向运动,进而可带动机夹刀具13在径向上进行切削作业。
[0031]
切削时密切注意观察,利用该工具进行较深内腔平面的加工,35 mm的行程不到1分钟就可切削完毕,通过检测零件平面度达0.05mm,表面粗糙度达3.2。
[0032]
以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本实用新型的专利保护范围内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips