
 商标分类
商标分类  商标转让
商标转让 
一种多规格多料厚薄板分离专用工装的制作方法
 2021-01-29 13:01:40|
2021-01-29 13:01:40| 120|
120| 起点商标网
起点商标网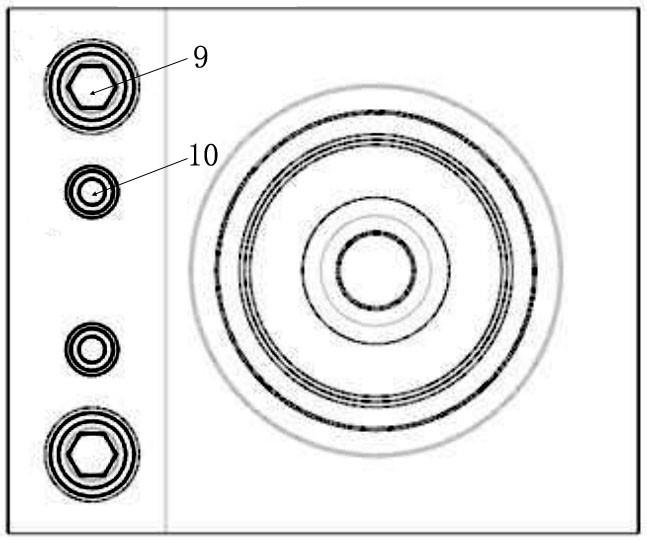
[0001]
本实用新型涉及机械工装领域,具体是一种多规格多料厚薄板分离专用工装。
背景技术:
[0002]
现有垫片的加工都是由人工手工制做完成,该制作方法不但制作效率非常低,做出来的垫片也是大小、形状不一,存在毛边和孔径不规格等问题,使用起来也是非常不方便。因此通过设计一种专用的垫片加工工装来快速高效的生产规格和尺寸一致性很好的垫片,将有助于解决现在垫片制作方法存在的制作效率低、制作出的垫片质量差等问题。
技术实现要素:
[0003]
为实现上述目的,本实用新型提供了一种多规格多料厚薄板分离专用工装,本实用新型所用的技术方案为:
[0004]
一种多规格多料厚薄板分离专用工装,包括φ60mm凸模、φ60mm压板、φ60mm凹模板、φ70mm凹模板、φ70mm压板、φ70mm凸模、φ14mm凸模、φ14mm凹模板、紧固螺钉和定位销,所述φ60mm压板、φ60mm凹模板、φ14mm凹模板、φ70mm凹模板和φ70mm压板由上至下依次叠放,通过两个紧固螺钉和两个定位销定位后锁紧在一起;所述φ60mm凸模安装在φ60mm压板上方;所述φ70mm凸模和φ14mm凸模安装在φ70mm压板下方。
[0005]
所述φ14mm凸模内套于φ70mm凸模中,所述φ14mm凸模可在φ70mm凸模中上下移动。
[0006]
所述工装适用于厚度在0.05-1mm范围内垫片的制作。
[0007]
本实用新型的有益效果在于:
[0008]
1、本实用新型工装能够有效提高垫片的制做效率;
[0009]
2、通过本实用新型工装制作出的垫片尺寸统一,使用方便;
[0010]
3、本实用新型工装的适用范围大,可用于厚度0.05-1mm垫片的制做。
附图说明
[0011]
图1为本实用新型一种多规格多料厚薄板分离专用工装结构的正视图;
[0012]
图2为本实用新型一种多规格多料厚薄板分离专用工装结构的俯视图。
[0013]
图中:1、φ60mm凸模;2、φ60mm压板;3、φ60mm凹模板;4、φ70mm凹模板;5、φ70mm压板;6、φ70mm凸模;7、φ14mm凸模;8、φ14mm凹模板;9、紧固螺钉;10、定位销(10)。
具体实施方式
[0014]
下面结合附图和实施例对本实用新型作进一步的说明。
[0015]
一种多规格多料厚薄板分离专用工装,包括φ60mm凸模1、φ60mm压板2、φ60mm凹模板3、φ70mm凹模板4、φ70mm压板5、φ70mm凸模6、φ14mm凸模7、φ14mm凹模板8、紧固螺钉9和定位销10,所述φ60mm压板2、φ60mm凹模板3、φ14mm凹模板8、φ70mm凹模板4和φ
70mm压板5由上至下依次叠放,通过两个紧固螺钉9和两个定位销10定位后锁紧在一起;所述φ60mm凸模1安装在φ60mm压板2上方;所述φ70mm凸模6和φ14mm凸模7安装在φ70mm压板5下方。
[0016]
所述φ14mm凸模7内套于φ70mm凸模6中,所述φ14mm凸模7可在φ70mm凸模6中上下移动。
[0017]
所述工装适用于厚度在0.05-1mm范围内垫片的制作。
[0018]
实施例1:φ60mm无中心孔垫片的制作
[0019]
将需要加工的大张垫片放进φ60mm压板2和φ60mm凹模板3之间的缝隙里面,用φ60mm凸模1对准φ60mm凹模板3,用锤子敲击φ60mm凸模1的根部,即可得到所需的垫片。也可以根据垫片厚度,一次敲击同时完成多张垫片的制作。
[0020]
实施例2:φ70mm无中心孔垫片的制作
[0021]
将需要加工的大张垫片放进φ70mm凹模板4和φ70mm压板5之间的缝隙里面,用φ70mm凸模6对准φ70mm凹模板4,用锤子敲击φ70mm凸模6的根部,即可得到所需的垫片。也可以根据垫片厚度,一次敲击同时完成多张垫片的制作。
[0022]
实施例3:φ60mm有中心孔垫片的制作
[0023]
将需要加工的大张垫片放进φ60mm压板2和φ60mm凹模板3之间的缝隙里面,用φ60mm凸模1对准φ60mm凹模板3,用锤子敲击φ60mm凸模1的根部,即可得到所需的垫片。也可以根据垫片厚度,一次敲击同时完成多张垫片的制作。接着无孔的圆形垫片掉落在φ14mm凹模板8的上面,这时需要将φ60mm凸模1放在垫片上压紧,再将φ14mm凸模7对准φ14mm凹模板8后,敲击φ14mm凸模7根部,即可得到φ60mm有中心孔垫片。
[0024]
实施例4:φ70mm有中心孔垫片的制作
[0025]
将需要加工的大张垫片放进φ70mm凹模板4和φ70mm压板5之间的缝隙里面,用φ70mm凸模6对准φ70mm凹模板4,用锤子敲击φ70mm凸模6的根部,即可得到所需的垫片。也可以根据垫片厚度,一次敲击同时完成多张垫片的制作。接着无孔的圆形垫片掉落在φ14mm凹模板8的上面,这时需要将φ70mm凸模6放在垫片上压紧,再将φ14mm凸模7对准φ14mm凹模板8后,敲击φ14mm凸模板7根部,即可得到φ70mm有中心孔垫片。
[0026]
以上实施例仅用以说明本实用新型的技术方案而非对其限制,尽管参照上述实施例对本实用新型进行了详细的说明,所属领域的普通技术人员应当理解,依然可以对本实用新型的具体实施方式进行修改或者等同替换,而未脱离本实用新型精神和范围的任何修改或者等同替换,其均应涵盖在本实用新型的权利要求范围当中。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 垫片

 热门咨询
热门咨询




tips