
 商标分类
商标分类  商标转让
商标转让 
高效的冲压件灵活调整整形模具的制作方法
 2021-01-29 13:01:03|
2021-01-29 13:01:03| 327|
327| 起点商标网
起点商标网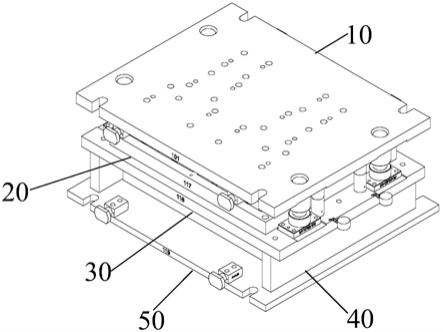
[0001]
本实用新型涉及一种模具,具体涉及到一种汽车冲压件生产过程中的高效的冲压件灵活调整整形模具。
背景技术:
[0002]
随着科技的发展,技术的进步与革新,汽车产品日新月异,也对冲压件、紧固件产品提出了更高的技术要求,而汽车钣金件是我国汽车工业参与全球化的重要领域。
[0003]
在制造业中,冲压件应用着实广泛,尤其作为汽车车身件的主要组成部分,其形状及尺寸的稳定性直接决定车身精度及整车综合要素。在生产过程中,必须对冲压件进行整形,配合自动化冲压设备的应用,需要一种自动化整形的模具,现有技术使用的是固定整形模工艺方案,该工艺的缺陷是,模具整形做成整体型面,在前工序件零件不稳定时,无法实现设计要求的整形尺寸要求,对最终零件形状不利影响特别明显。
[0004]
因此,现有技术冲压件的整形模具,还有提升的地方。
技术实现要素:
[0005]
本实用新型的目的是提供一种高效的冲压件灵活调整整形模具,用以结合自动化设备进行各式各样复杂的冲压件整形,以解决现有的技术问题。
[0006]
为实现上述目的,本实用新型采用了以下的技术方案:
[0007]
一种高效的冲压件灵活调整整形模具,用于汽车冲压件整形,所述模具包括一上模座、一固定板、一下模座、一下垫脚和一下托板,所述上模座包括一上模整形块;所述固定板、下模座、下垫脚和下托板依次连接,所述固定板包括一板部和一下模整形块,所述板部包括一通孔部和一阶梯部,所述下模整形块包括一中间压料部和一边缘整形部,所述边缘整形部设置在所述阶梯部上,所述边缘整形部包括多数个型面块,所述型面块包括一基座部和一整形块部,所述整形块部设置在所述基座部上。
[0008]
本申请较佳实施例所述的整形模具,所述中间压料部包括三活动块、三间隙块和一支撑片,所述活动块、间隙块和支撑片依次连接,所述模具还包括三个弹性装置,所述弹性装置设置在所述支撑片下方,用于支撑和调节所述中间压料部。
[0009]
本申请较佳实施例所述的整形模具,所述中间压料部还包括两浮料部,所述浮料部包括一浮料销,所述浮料销设置在所述中间压料部中。
[0010]
本申请较佳实施例所述的整形模具,所述边缘整形部还包括多数个垫片,所述垫片设置在所述基座部下面,用于调整型面块的高度。
[0011]
本申请较佳实施例所述的整形模具,其特征在于,所述下垫脚包括至少四片垫脚片,所述下垫脚连接所述下托板形成容置槽,所述弹性装置设置在所述容置槽中。
[0012]
本申请的设计思想是,设计出一种冲压件灵活调整整形模具,主要的目的就是能够对不稳定工序件型面尺寸实现更好的矫正整形,实现设计要求的零件型面,同时让零件的外观变得美观;采用多拼块型面,将一个整体型面分割成较多小块,利用小块下部垫或抽
垫片和小块型面微调的形式来改变型面块的高低,实现不同批次零件不稳定时模具快速调整,保证出件达成一定公差要求的目的,实现既符合尺寸又美观的要求。
[0013]
由于采用了以上的技术方案,使得本实用新型具有如下的优点效果:
[0014]
第一、本申请实现冲压件的灵活调整整形,通过不同活动的整形块部的调整实现整个型面的整形优化;
[0015]
第二、本申请实现不稳定工序件的整形要求,还兼顾零件平面度及外观;
[0016]
第三、本申请适用于各种冲压成形件,对工程模和级进模都能适用,节约模具投入,提高了企业效益。
[0017]
当然,实施本申请内容的任何一个具体实施例,并不一定同时具有以上全部的技术效果。
附图说明
[0018]
图1为本申请整形模具示意图;
[0019]
图2为本申请整形模具的下模示意图;
[0020]
图3为本申请固定板的板部示意图;
[0021]
图4为图2没有中间压料部的部份放大示意图;
[0022]
图5为本申请边缘整形部示意图;
[0023]
图6为本申请整形边缘的线条示意图;
[0024]
图7为本申请整形前冲压件偏差值示意图;
[0025]
图8为另一实施例有垫片的型面块之一示意图;
[0026]
图9为另一实施例有垫片的型面块之二示意图;
[0027]
图10为本申请中间压料部示意图;
[0028]
图11为本申请弹性装置设置示意图;
[0029]
图12为本申请下模座示意图。
具体实施方式
[0030]
为便于理解,以下结合附图对本实用新型的较佳实施例做进一步详细叙述。
[0031]
请参考图1,一种高效的冲压件灵活调整整形模具,用于汽车冲压件整形,所述模具包括一上模座10、一固定板20、一下模座30、一下垫脚40和一下托板50,所述上模座10包括一上模整形块(图未示),上下模以同样的结构组成,每个活动型面块一一对应,本申请实施例中仅以下模来说明本申请的结构;所述固定板20、下模座30、下垫脚40和下托板50依次连接。
[0032]
请参考图2,本图例中是一模二用,两用的结构、原理是一样的,为说明方便仅说明一个;所述固定板20包括一板部21和一下模整形块,请同时参考图3,所述板部21包括一通孔部211和一阶梯部212,所述下模整形块包括一中间压料部22和一边缘整形部23,也就是将所述下模整形块分开成为两部分,一部分是用来整形的所述边缘整形部23,一部分是不需要整形的所述中间压料部22,所述边缘整形部23设置在所述阶梯部212上,所述中间压料部22设置在所述通孔部211上,请同时参考图4,所述边缘整形部23的内缘面和所述阶梯部212的内缘面形成一个平滑面,而且这个平滑面和所述中间压料部22的外缘面贴合,所以所
述中间压料部22可以平顺的放入所述边缘整形部23中;请同时参考图5,所述边缘整形部23包括多数个型面块,如图所示,本申请实施例中,所述型面块的数量是10个,但是不能用来限制本申请,多一点或是少一点只要能够达到整形的目的都应该是本申请的保护范围,此外,本实施例中考虑冲压件的外形,所以实施例中所述型面块的外形不一样,所述型面块包括一基座部231和一整形块部232,所述整形块部232设置在所述基座部231上,所述基座部231用来锁付在所述板部21,所述整形块部232用来承接冲压件进行整形,装配后,所述整形块部232的表面高于所述基座部231的表面。
[0033]
请参考图6,本图例中画出了本申请冲压件的需要整形的线条60,这个线条60是零件边缘涉及要求整形部位,请参考图7,本实施例中的冲压件冲压后各个点位测出来的偏差值,最高偏差为a处的4.09,最低偏差为b处的-4.77,离要求太远;如前所述,本申请实现冲压件的灵活调整整形,通过不同活动的型面块的调整实现整个型面的整形优化,这里所说的灵活调整就是针对偏差值的不同调整型面块的高度,也就是调整整形块部232的高度,偏差值为负值的地方就降低高度,偏差值为正值的地方就调高高度,不再是依照图纸的尺寸设计整形面的高度。如图5所示,本实施例中,采用型面微调的形式来改变型面块的高低,也就是调整整形块部232的高度,实现不同批次零件不稳定时模具快速调整,保证出件达成一定公差要求的目的,经本申请模具冲压后,相同位置偏差值为0.8和-1.47,满足要求,实现既符合尺寸又美观的要求。
[0034]
请同时参考图8和图9,本申请中另外一种实施例,所述边缘整形部23还包括多数个垫片70,所述垫片70设置在所述基座部231下面,用于调整型面块的高度,也就是调整整形块部232的高度,偏差值为负值的地方就降低高度,偏差值为正值的地方就调高高度,利用垫入或抽离所述垫片70的形式来改变型面块的高低,实现不同批次零件不稳定时模具快速调整,保证出件达成一定公差要求的目的,实现既符合尺寸又美观的要求,请同时参考图5,依照图7的偏差值,本实施例中,针对这个材料制作冲压件选定最高偏差4.09,最低偏差-4.77的位置的所述型面块(233、234)以垫片70的方式进行灵活调整整形,例如原来的所述垫片70的数量都是两片,如图8所示,所述型面块233的下面多垫一片成为三片,而如图9所示,所述型面块234的下面少垫一片成为一片,这里所说的所述垫片70的数量只是用来说明本申请,不能用来限制本申请,例如所述垫片70的厚度做的更薄一点,原来垫在下面的数量更多一点例如五片,这样调整时垫入或抽离所述垫片70的数量可以更灵活一些。
[0035]
接着说明一下所述中间压料部22,请参考图10和图11,所述中间压料部22包括三活动块221、三间隙块222和一支撑片223,所述活动块221、间隙块222和支撑片223依次连接,所述模具还包括三个弹性装置80,所述弹性装置80设置在所述支撑片223下方,用于支撑和调节所述中间压料部22,请同时参考图12,所述下模座30对应所述弹性装置80的位置开设下模通孔31,所述弹性装置80通过所述下模通孔31和所述支撑片223连接,所述下模通孔31起到限位所述弹性装置80的目的,使得所述弹性装置80可以垂直连接所述支撑片223,本申请实施例中,所述弹性装置80是一种氮气弹簧。如图10所示,所述中间压料部22还包括两浮料部,所述浮料部包括一浮料销224,所述浮料销224设置在所述中间压料部22中,图中所述浮料销224设置在所述中间压料部22的上下两个通孔中,在整形工艺完成后,所述浮料销224伸出所述中间压料部22将被整形的冲压件顶出来,方便进入下一个工序。
[0036]
此外,所述下垫脚40包括至少四片垫脚片,所述下垫脚40连接所述下托板50形成
容置槽,所述弹性装置80设置在所述容置槽中,本申请实施例中,如图11所示,所述下垫脚40包括八片垫脚片,形成五个容置槽,所述弹性装置80放置在对应所述中间压料部22的所述容置槽中。
[0037]
本申请由许多个型面块和整型工艺组成,其设计原理是:把有整形的整体型面分成两大部分即中间部分和边缘部分。首先将零件的中间部分作为压料区域,用三个活动块221拼合压住零件,在零件边缘部分用十个活动小块组成一圈可调整高度的型面块,上下模以同样的结构,每个活动型面块一一对应,当然越复杂的整形,拼块可以设置得更多;整型时调整各处上下模活动型面块之间间隙一致,将原先偏低的往上调整整形,偏高的往下调整整形,最终形成整个数模要求的型面处于公差范围之内,这样就不会出现原先整体型面整形无法调整零件拱起或塌陷,使得型面尺寸到位且形状美观。
[0038]
由于采用了以上的技术方案,使得本实用新型具有如下的优点效果:
[0039]
第一、本申请实现冲压件的灵活调整整形,通过不同活动的整形块部的调整实现整个型面的整形优化;
[0040]
第二、本申请实现不稳定工序件的整形要求,还兼顾零件平面度及外观;
[0041]
第三、本申请适用于各种冲压成形件,对工程模和级进模都能适用,节约模具投入,提高了企业效益。
[0042]
当然,实施本实用新型内容的任何一个具体实施例,并不一定同时具有以上全部的技术效果。
[0043]
以上公开的仅仅是本实用新型的较佳实施例,但并非用来限制其本身,任何熟习本领域的技术人员在不违背本实用新型精神内涵的情况下,所做的均等变化和更动,均应落在本实用新型的保护范围内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips