
 商标分类
商标分类  商标转让
商标转让 
内撑定位式限位夹具装置的制作方法
 2021-01-29 13:01:19|
2021-01-29 13:01:19| 39|
39| 起点商标网
起点商标网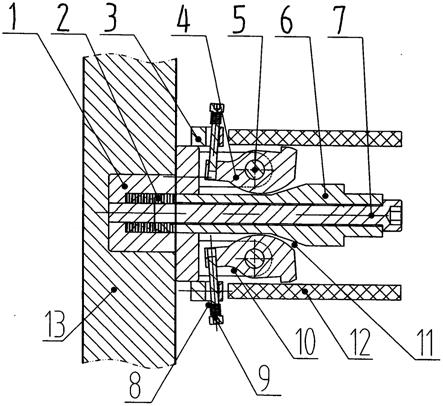
[0001]
本发明涉及一种装夹工件的夹具装置。
背景技术:
[0002]
在现有燃油汽车发动机、各类新能源汽车发动机的铝合金零部件制造加工产业中,其缸体、机座、壳体等等零部件一般都需要进行机加工,比如缸体结构复杂、内部加工工序较多。根据此类产品结构的特殊性及对产品的加工表面及尺寸要求较高,一般客户要求使用缸套内孔限位,前期送样阶段客户需求量比较少,随时存在更新产品结构的可能性,如果使用正常的液压量产夹具加工,存在前期投入成本过大及制作周期过长等等问题,还存在定位难和定位不精准的难题。
技术实现要素:
[0003]
本发明的目的在于克服上述不足,从而提供一种操作简单方便、定位限位精准的内撑定位式限位夹具装置。其能使工件在加工过程中起到定位精准、加工质量稳定,避免产生不必要的浪费及质量不稳定的隐患发生。
[0004]
本发明的目的通过如下技术方案来实现:内撑定位式限位夹具装置,包括定位导向座,所述定位导向座的两侧装有定位台,在该定位台上通过定位销装有定位头,该定位头的一端与定位螺栓相连;所述定位导向座内、并在其两侧的定位台之间处通过拉杆弹簧穿插装有拉杆,在该拉杆内套有压紧螺栓,所述拉杆的两侧外形呈锥度结构而与定位头相邻。
[0005]
采用本发明结构后,在工件装夹好后,拉杆带动定位头,定位头撑开到与工件所需定位面接触固定,达到定位限位作用,其能在工件装夹定位时提供一种操作简单方便、定位限位精准的简易夹具装置,从而使工件在加工过程中起到定位精准、加工质量稳定,避免产生过高的不必要的浪费及质量不稳定的隐患发生,起到显著提高产品质量及效率的作用。本发明完全可以使用于所有类似工件的内孔定位限位夹具装置中,此类结构的定位限位装夹简单,快捷灵活,适用性非常广泛。
附图说明
[0006]
下面结合附图与实施方式对本发明作进一步的详细描述。
[0007]
图1为本发明的安装结构示意图(使工件处于限位状态)。
[0008]
图2为图1中的定位头与工件处于松开状态的结构示意图。
具体实施方式
[0009]
参照图1、图2,本发明内撑定位式限位夹具装置,包括定位导向座1,所述定位导向座1的两侧装有定位台10,在该定位台10上通过定位销5装有定位头4,该定位头4的一端(靠近定位导向座的两侧)与定位螺栓9相连(所述定位螺栓9通过定位弹簧8装在定位螺栓固定块3上,该定位螺栓固定块3与定位导向座1的两侧边相接);所述定位导向座1内、并在其两
侧的定位台之间处通过拉杆弹簧2穿插装有拉杆6,在该拉杆6内套有压紧螺栓7,所述拉杆6的两侧外形呈锥度结构11而与定位头4相邻。
[0010]
将本发明内撑定位式限位夹具装置的定位导向座1安装在专门夹具的夹具底板13内,并将定位头4、拉杆6、压紧螺栓7等放置处于工件12(缸体产品)的装夹内孔中,由其定位头4的另一端(远离定位导向座的两侧)对着工件的装夹内孔内壁。
[0011]
本发明的工作原理:在装夹工件前,松开压紧螺栓7、拉动拉杆6使定位头4处于松开状态,如图2所示。在工件12由专门夹具装夹好后,通过压紧螺栓7的锁紧而带动拉杆6下压(如图1所示的向左运动而压缩拉杆弹簧2),由拉杆的两侧呈锥度结构的凸起部分使定位头4以定位销5为支点而撑开顶住工件12的装夹内孔,起到有效精准定位限位作用。再通过旋紧定位螺栓9而使定位头的定位限位更加牢靠。所述拉杆6带动定位头4起到固定定位头到工件限位面(所需要定位限位位置)的作用。从而提高了工件加工的生产效率及加工质量等,起到显著提高产品质量及降低成本的作用。
[0012]
通过压紧所有专门夹具压紧其压板而使工件固定,将工件装夹完成后,操作使用扭力扳手扭动压紧螺栓即可达到手动定位限位功能,使本发明达到手动即可精准定位的作用。且其结构可靠,维修拆卸方便,通用性非常广泛。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
 热门咨询
热门咨询




tips