
 商标分类
商标分类  商标转让
商标转让 
集流管冲压装置的制作方法
 2021-01-29 13:01:36|
2021-01-29 13:01:36| 199|
199| 起点商标网
起点商标网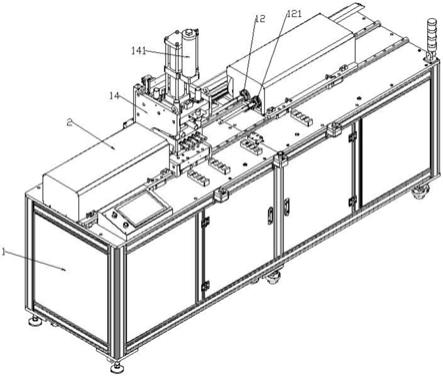
[0001]
本实用新型涉及微通道换热器制备技术领域,更具体的说是涉及集流管冲压装置。
背景技术:
[0002]
微通道换热器是一种采用铝合金材料制成的高效、环保的换热产品,相比传统管翅式换热器具有更高的能效和可靠性,集流管是微通道换热器的核心部件之一。
[0003]
集流管所需要的冲压位置较多,并且冲压孔的形状和结构各不同,在对集流管进行冲压时,常规的方式是将集流管分别放置在不同的冲压设备上,根据不同的冲压设备所能冲压的形状结构来对集流管进行冲压,在完成一根集流管的冲压需要多种不同的冲压设备,这样的冲压方式降低了冲压效率,并且不断的对集流管在不同设备上进行定位装夹,装夹位置可能会发生偏移,导纸冲压后的集流管出现次品。
技术实现要素:
[0004]
针对现有技术存在的不足,本实用新型的目的在于提供集流管冲压装置,用于提高冲压稳定性和效率。
[0005]
为实现上述目的,本实用新型提供了如下技术方案:集流管冲压装置,包括台架,所述台架上设置有支撑组件,所述支撑组件用于支撑集流管,所述支撑组件的一侧设置有带动所述支撑组件转动的转动组件,所述台架上还设置有用于冲压集流管的冲压组件,所述冲压组件包括第一电缸、刀具部、和若干个气缸部,所述刀具部包括若干个刀具,所述刀具适应不同的冲压形状,所述气缸部与所述刀具一一对应,所述气缸部带动所述刀具进行上下移动,当所述刀具向下移动后,所述第一电缸带动所述刀具向下移动对集流管进行冲压,所述台架上还设置有带动所述冲压组件沿集流管长度方向移动的动力组件。
[0006]
作为本实用新型的进一步改进,所述台架上滑动连接有两个箱体,两个所述箱体相对设置,所述支撑组件包括两个支撑板,两个所述箱体相对的一侧上分别转动连接有所述支撑板,两个所述支撑板相对设置,所述支撑板上固定连接有定位柱,两个所述定位柱朝向相对,集流管上开设有预设孔,所述支撑板顶面固定连接有定位块,所述定位块与所述预设孔相适配,所述定位柱插入集流管中,所述定位块插入所述预设孔内,通过两侧的所述支撑板对集流管进行装夹,所述箱体的滑动方向与集流管的长度方向平行。
[0007]
作为本实用新型的进一步改进,所述预设孔与所述定位块均为长条形,并且所述预设孔的长度长于所述定位块的长度。
[0008]
作为本实用新型的进一步改进,所述支撑组件设置有两组,所述刀具部设置有两组,所述支撑组件与所述刀具部一一对应。
[0009]
作为本实用新型的进一步改进,所述转动组件包括第一电机、第一皮带轮、第二皮带轮、第三皮带轮和转动杆,所述支撑板与所述转动杆的一端固定连接,所述转动杆的另一端分别固定连接有第三皮带轮,两个所述第三皮带轮之间传动连接有第一传动皮带,其中
一个所述转动杆上还固定连接有第二皮带轮,所述电机的输出端固定连接有第一皮带轮,所述第一皮带轮与所述第二皮带轮之间传动连接有第二传动皮带,所述转动杆与所述箱体之间转动连接。
[0010]
作为本实用新型的进一步改进,所述冲压组件还包括固定架,所述第一电缸固定连接在所述固定架顶部,所述第一电缸的输出端固定连接有冲压块,所述气缸部包括气缸、推动块和弹簧,所述气缸固定连接在所述冲压块上,所述冲压块底部开设有滑动腔,所述刀具在所述滑动腔内滑动,所述推动块设置在所述气缸与所述刀具之间,所述冲压块内设置有供所述推动块滑动的移动腔,所述移动腔与所述滑动腔连通,所述气缸推动所述推动块移动,通过所述推动块带动所述刀具上下移动,所述推动块的移动方向与所述刀具的移动方向垂直,当对集流管进行冲压时,所述气缸通过所述推动块使得所述刀具向下移动并伸出所述滑动腔,所述第一电缸推动所述冲压块向下移动,所述刀具对集流管进行冲压,所述弹簧设置在所述刀具与所述冲压块之间,所述弹簧为所述刀具提供一个向上移动的回复力。
[0011]
作为本实用新型的进一步改进,所述固定架上固定连接有支撑台,所述支撑台顶面开设有第一凹槽,所述第一凹槽用于支撑集流管。
[0012]
作为本实用新型的进一步改进,所述冲压块底部开设有第二凹槽,所述第二凹槽与所述第一凹槽相对设置,所述第二凹槽与所述滑动腔连通。
[0013]
作为本实用新型的进一步改进,所述第一凹槽与所述第二凹槽的横截面均为半圆形,并且所述第一凹槽与所述第二凹槽的横截面的直径均与集流管的外径相同。
[0014]
作为本实用新型的进一步改进,所述动力组件包括滑轨和第二电缸,所述滑轨固定连接在所述台架顶部,所述滑轨与所述冲压组件滑动连接,所述第二电缸的输出端与所述冲压组件固定连接。
[0015]
本实用新型的有益效果:本实用新型可以根据所需要的不同的集流管上的冲压位置与形状,通过第二电缸带动冲压组件沿集流管长度方向移动,来调整冲压的位置,然后通过各个气缸来控制各自所对应的刀具,气缸通过推动块来使得刀具向下移动,刀具伸出滑动腔,然后第一电缸的输出端带动冲压块向下移动,使得刀具对集流管完成冲压,根据气缸伸出不同的刀具能够在集流管上冲压不同的形状结构,减少了集流管的冲压时间,无需将集流管放置的不同的设备进行冲压,减少了设备的成本,减少了集流管的装夹次数,降低次品率,并且提高了冲压效率。
附图说明
[0016]
图1是本实用新型的立体结构示意图;
[0017]
图2是本实用新型的俯视结构示意图;
[0018]
图3是本实用新型中冲压组件处的结构示意图;
[0019]
图4是本实用新型中冲压组件处的剖视图;
[0020]
图5是本实用新型中转动组件处的结构示意图;
[0021]
图6是本实用新型中转动组件处的剖视图。
[0022]
附图标记:1、台架;12、支撑组件;121、支撑板;1211、定位柱;1212、定位块;13、转动组件;131、第一电机;132、第一皮带轮;133、第二皮带轮;134、第三皮带轮;135、转动杆;
136、第一传动皮带;137、第二传动皮带;14、冲压组件;141、第一电缸;142、刀具部;1421、刀具;143、气缸部;1431、气缸;1432、推动块;1433、弹簧;144、固定架;145、冲压块;146、滑动腔;147、移动腔;15、动力组件;151、滑轨;152、第二电缸;2、箱体;3、预设孔;4、支撑台;41、第一凹槽;42、第二凹槽。
具体实施方式
[0023]
下面结合附图和实施例,对本实用新型进一步详细说明。其中相同的零部件用相同的附图标记表示。需要说明的是,下面描述中使用的词语“前”、“后”、“左”、“右”、“上”和“下”指的是附图中的方向,词语“底面”和“顶面”、“内”和“外”分别指的是朝向或远离特定部件几何中心的方向。
[0024]
参照图1至图6所示,本实施例的集流管冲压装置,包括台架1,台架1上设置有支撑组件12,支撑组件12用于支撑集流管,支撑组件12的一侧设置有带动支撑组件12转动的转动组件13,台架1上还设置有用于冲压集流管的冲压组件14,冲压组件14包括第一电缸141、刀具部142、和若干个气缸部143,刀具部142包括若干个刀具1421,刀具1421适应不同的冲压形状,气缸部143与刀具1421一一对应,气缸部143带动刀具1421进行上下移动,当刀具1421向下移动后,第一电缸141带动刀具1421向下移动对集流管进行冲压,台架1上还设置有带动冲压组件14沿集流管长度方向移动的动力组件15,动力组件15包括滑轨151和第二电缸152,滑轨151固定连接在台架1顶部,滑轨151与冲压组件14滑动连接,第二电缸152的输出端与冲压组件14固定连接。
[0025]
参照图1、图2、图5和图6所示,台架1上滑动连接有两个箱体2,两个箱体2相对设置,支撑组件12包括两个支撑板121,两个箱体2相对的一侧上分别转动连接有支撑板121,两个支撑板121相对设置,支撑板121上固定连接有定位柱1211,两个定位柱1211朝向相对,集流管上开设有预设孔3,预设孔3与定位块1212均为长条形,并且预设孔3的长度长于定位块1212的长度,使得集流管能够更加便捷和快速的进行定位预装,也避免集流管在冲压时发生转动,支撑板121顶面固定连接有定位块1212,定位块1212与预设孔3相适配,定位柱1211插入集流管中,定位块1212插入预设孔3内,通过两侧的支撑板121对集流管进行装夹,箱体2的滑动方向与集流管的长度方向平行,箱体2滑动的动力由伺服电机提供。
[0026]
参照图1、图2、图3和图4所示,支撑组件12设置有两组,刀具部142设置有两组,支撑组件12与刀具部142一一对应,以使得集流管可以同时被冲压两件,提高工作效率。
[0027]
参照图5所示,转动组件13包括第一电机131、第一皮带轮132、第二皮带轮133、第三皮带轮134和转动杆135,支撑板121与转动杆135的一端固定连接,转动杆135的另一端分别固定连接有第三皮带轮134,两个第三皮带轮134之间传动连接有第一传动皮带136,其中一个转动杆135上还固定连接有第二皮带轮133,电机的输出端固定连接有第一皮带轮132,第一皮带轮132与第二皮带轮133之间传动连接有第二传动皮带137,转动杆135与箱体2之间转动连接,通过第一电机131启动带动第一皮带轮132转动,第一皮带轮132通过第二传动皮带137带动第二皮带轮133转动,第二皮带轮133通过第一皮带和第三皮带轮134带动转动杆135转动,使得支撑板121带动集流管转动,可以对集流管进行周向方向上的冲压。
[0028]
参照图3、图4所示,冲压组件14还包括固定架144,第一电缸141固定连接在固定架144顶部,第一电缸141的输出端固定连接有冲压块145,气缸部143包括气缸1431、推动块
1432和弹簧1433,气缸1431固定连接在冲压块145上,冲压块145底部开设有滑动腔146,刀具1421在滑动腔146内滑动,推动块1432设置在气缸1431与刀具1421之间,冲压块145内设置有供推动块1432滑动的移动腔147,移动腔147与滑动腔146连通,气缸1431推动推动块1432移动,通过推动块1432带动刀具1421上下移动,推动块1432的移动方向与刀具1421的移动方向垂直,初始状态下,刀具1421缩在滑动腔146内,当对集流管进行冲压时,可以根据所需的不同的冲压结构,每个气缸1431各自控制所对应的刀具1421,气缸1431通过推动块1432使得刀具1421向下移动并伸出滑动腔146,第一电缸141推动冲压块145向下移动,刀具1421对集流管进行冲压,弹簧1433设置在刀具1421与冲压块145之间,弹簧1433为刀具1421提供一个向上移动的回复力,在各个刀具1421独自冲压完成后,气缸1431带动推动块1432进行回程工作,使得弹簧1433带动刀具1421缩回滑动腔146内,以使其它刀具1421能正常工作进行冲压。
[0029]
参照图3、图4所示,固定架144上固定连接有支撑台4,支撑台4顶面开设有第一凹槽41,第一凹槽41用于支撑集流管。冲压块145底部开设有第二凹槽42,第二凹槽42与第一凹槽41相对设置,第二凹槽42与滑动腔146连通。第一凹槽41与第二凹槽42的横截面均为半圆形,并且第一凹槽41与第二凹槽42的横截面的直径均与集流管的外径相同。在对集流管进行冲压时,支撑台4向下一定,使得第一凹槽41与第二凹槽42配合,将集流管包围住进行冲压,使得集流管的冲压更加的稳定,防止集流管在冲压时发生弯曲。
[0030]
工作原理:对集流管进行冲压时,先将集流管放置在两个支撑板121之间,将定位块1212嵌入预设孔3内,通过伺服电机调整两个箱体2之间的距离,以便于集流管的装夹,然后根据所需要的不同的集流管上的冲压位置与形状,通过第二电缸152带动冲压组件14沿集流管长度方向移动,来调整冲压的位置,然后通过各个气缸1431来控制各自所对应的刀具1421,气缸1431通过推动块1432来使得刀具1421向下移动,刀具1421伸出滑动腔146,然后第一电缸141的输出端带动冲压块145向下移动,使得刀具1421对集流管完成冲压,根据气缸1431伸出不同的刀具1421能够在集流管上冲压不同的形状结构。
[0031]
以上仅是本实用新型的优选实施方式,本实用新型的保护范围并不仅局限于上述实施例,凡属于本实用新型思路下的技术方案均属于本实用新型的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理前提下的若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 皮带轮

 热门咨询
热门咨询




tips