
 商标分类
商标分类  商标转让
商标转让 
集成式缸盖装夹冒口切割装置的制作方法
 2021-01-29 13:01:34|
2021-01-29 13:01:34| 218|
218| 起点商标网
起点商标网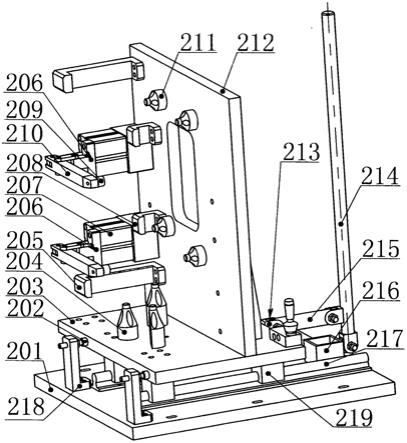
[0001]
本发明涉及一种切割装置,特别是涉及一种应用于铸件冒口切割的缸盖装夹冒口切割装置。
背景技术:
[0002]
铸件(如铝合金缸盖)的冒口是铸造系统中的不可缺少的重要组成部分,为了防止铸件在浇注凝固过程中产生疏松、缩孔等铸造缺陷,起到补缩作用,待浇注完成、铸件冷却后此冒口需要被切除,目前采用最常用的方式是通过卧式锯床进行切割。但是对于一些特殊结构的缸盖,其前端部位带有大凸轮轴座安装功能,此安装面与缸盖顶平面不在同一水平高度,高度相差约31mm。在缸盖铸造工艺设计时,其顶面及其前端部位分别设计有补缩冒口,在后处理工序通过卧式锯床对缸盖顶面的大冒口进行一次整体切割,但前端部位留有高度31mm的两个冒口柱。使用现有的通用卧式及立式锯床都不能切割,给后续的机加工带来较大的不便,成为加工工序的瓶颈点,严重影响缸盖加工效率。现有的公开技术中,一般只能切割缸盖端面的一个冒口,其两个以上的冒口就无法完全切除,而且铸件上下料的人机操作工程不合理,高度较高而造成搬运上的体力浪费。
技术实现要素:
[0003]
本发明的目的在于克服上述技术的不足,而提供一种集成式缸盖装夹冒口切割装置,能够实现缸盖端面多个冒口的切割,工件在上下料高度大大降低,可实现快速切换多种规格的缸盖装夹及其端面冒口的切割。
[0004]
本发明的目的通过如下技术方案来实现:集成式缸盖装夹冒口切割装置,包括主工作台、切割机构,所述切割机构装在主工作台的上部,在所述主工作台上、并在切割机构的侧边处装有装夹夹具;所述装夹夹具包括装在主工作台下部的底板,该底板上装有装夹导滑轨,所述装夹导滑轨上通过装夹滑块装有水平支撑板,在该底板上、并在水平支撑板的右侧边装有推进组件,在所述水平支撑板上装有竖立板,在所述水平支撑板上、并在竖立板的侧边处装有纵向定位块,在所述竖立板上装有相邻的横向定位块、前后定位块,在所述竖立板上、并在前后定位块的侧边及纵向定位块的上方处装有压紧组件。
[0005]
所述压紧组件包括装在竖立板上的压紧动力源,该压紧动力源上连接压紧连杆,所述压紧连杆的外端部装有压紧头。在所述底板上、并在水平支撑板的左侧边装有进料限位座,该进料限位座上装有进料限位钉。所述推进组件包括装在底板上的固定块,该固定块与推进锁紧杆相连,所述推进锁紧杆上、并在固定块的上方处通过推进连杆与水平支撑板相连。
[0006]
所述切割机构包括装在主工作台上部的切割固定板、切割机,在所述切割固定板上装有切割导轨,该切割导轨上通过切割滑块装有切割支撑板,所述切割机通过旋转控制组件装在切割支撑板上。所述切割机上套有切屑防护罩,在所述切割固定板上、并在切割导轨及切割支撑板的两侧边处分别对应装有前切割移动限位钉、后切割移动限位钉。
[0007]
采用本发明结构后,由装夹夹具及其压紧组件对竖立后的工件(缸盖)进行装夹压紧,由推进组件对此工件及水平支撑板进行推进并靠近切割机构,由切割机构对工件的多个冒口进行同时切割。本发明解决了工件端面的两个以上冒口一次性切割,装夹工件上下料的人机工程合理,装夹夹具利用滑块可实现快速切换多种规格的缸盖装夹及后续的端面冒口切割,使得实现轻松搬运、减少劳动力、多功能合一,有效提高了装夹切割装置的利用率及占地面积的减小。
附图说明
[0008]
下面结合附图和具体实施方式对本发明作进一步的详细描述。
[0009]
图1为本发明集成式缸盖装夹冒口切割装置的安装结构示意图。
[0010]
图2为图1中的装夹夹具的结构示意图。
[0011]
图3为图1中的切割机构的结构示意图(包括工件)。
[0012]
图4为图3的后视结构示意图(局部图,去除工件)。
具体实施方式
[0013]
参考图1至图4,本发明集成式缸盖装夹冒口切割装置,包括主工作台1、切割机构4,所述切割机构4装在主工作台1的上部,在所述主工作台1上、并在切割机构4的侧边处(右侧)装有装夹夹具2;所述装夹夹具2(可移动型)包括装在主工作台下部的底板201,该底板201上装有装夹导滑轨217,所述装夹导滑轨217上通过装夹滑块219装有水平支撑板203,在该底板201上、并在水平支撑板203的右侧边装有推进组件213,在所述水平支撑板203上装有竖立板212,在所述水平支撑板203上、并在竖立板212的侧边处(左侧)装有纵向定位块204(为工件的z方向定位,若干个),在所述竖立板212上装有相邻的横向定位块211(为工件的x方向定位,若干个)、前后定位块(包括前后主定位块208和前后辅定位块205,均为工件的y方向定位,若干个),在所述竖立板212上、并在前后定位块的侧边及纵向定位块的上方处装有压紧组件206。所述前后定位块包括前后主定位块208(用于工件的前后位置的主定位)和前后辅定位块205(用于工件的前后位置的辅助定位,防止工件发生偏移);由于在切割过程中,工件3的不同位置会受到不同大小的切割反作用力,所以在工件的y方向上设置两个辅助y方向的前后辅限位块205,还可以提高工件3的y方向受力均匀度。
[0014]
所述压紧组件206包括装在竖立板212上的压紧动力源207(为压紧气缸),该压紧动力源207上连接压紧连杆210,所述压紧连杆210的外端部装有压紧头209。在所述底板201上、并在水平支撑板203的左侧边处装有进料限位座218,该进料限位座218上装有进料限位钉202。通过旋转进料限位钉进行进退而调节进料限位钉与水平支撑板之间的间距,微调工件冒口与切割机构的距离,进料限位钉202用来调节切割工件3的第一冒口301及第二冒口302的边界位置点。
[0015]
所述推进组件213包括装在底板201上的固定块216(在竖立板的右侧),该固定块216与推进锁紧杆214相连,所述推进锁紧杆214上、并在固定块216的上方处通过推进连杆215与水平支撑板203相连。通过摆动操作推进锁紧杆214以固定块216为支点,带动推进连杆215使水平支撑板及竖立板在装夹滑块的作用下在装夹导滑轨上运动,将水平支撑板及竖立板上的工件靠近或离开切割机构,实现工件冒口的切割。
[0016]
所述切割机构4包括装在主工作台上部的切割固定板401、切割机406,在所述切割固定板401上装有切割导轨402,该切割导轨402上通过切割滑块404装有切割支撑板405,所述切割机构4的切割机406通过旋转控制组件408(能使切割机作60度的旋转)装在切割支撑板405上。所述切割机406上套有切屑防护罩407,在所述切割固定板401上、并在切割导轨402及切割支撑板405的两侧边处分别对应装有前切割移动限位钉403、后切割移动限位钉409。在所述主工作台1上、并在切割机构4的下方处装有冒口回收箱5(其两端装有把手)。
[0017]
该切割机构4、装夹夹具2分别对应固定在主工作台1的左侧、右侧上,在水平支撑板203及竖立板212上放置有待切割冒口的工件3(缸盖铸件,处于竖立状态),并分别由横向定位块、纵向定位块、前后定位块对工件进行x、y、z方向的多点定位,由压紧组件的压紧动力源带动压紧连杆及压紧头对工件进行压紧。如图1、图2所示,此时工件由原有的平放状态转变为装夹时的竖立状态,底板201及水平支撑板203的工作面较低而便于工件的搬运装夹,工件的冒口(包括第一冒口301和第二冒口302)朝向图示的左侧而处于切割机构4的切割机下。
[0018]
切割机构4在开机前,在旋转控制组件408(旋转60度范围)的弹簧作用力下切割机的锯盘处于上抬状态。调节好前切割移动限位钉403及后切割移动限位钉409的位置后,启动切割机406,操作人员手握切割机406上方的把手逐步下压开始切割,同时推动切割机406的锯刀向前切割,一边切割一边随着切割滑块404移动,直到将工件3的第一冒口301及第二冒口302一一去除而直接掉落在冒口回收箱5内。切割过程中产生的铝屑通过切屑防护罩407集中排出,避免铝屑飞出掉落到工件上及操作员身上造成二次清理,其结构简单实用、切实可行。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 工作台

 热门咨询
热门咨询




tips