
 商标分类
商标分类  商标转让
商标转让 
一种用于单卡卡压管成型的模具的制作方法
 2021-01-29 12:01:37|
2021-01-29 12:01:37| 208|
208| 起点商标网
起点商标网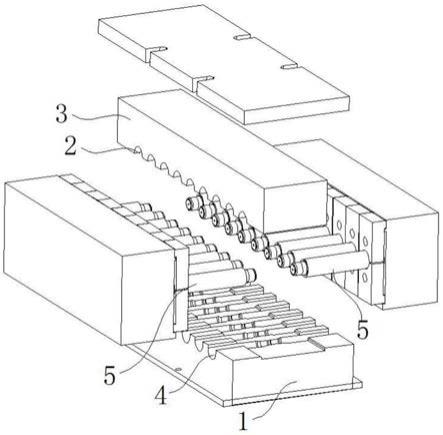
[0001]
本实用新型涉及内高压成型模具技术领域,特别是涉及一种用于单卡卡压管成型的模具。
背景技术:
[0002]
目前,单卡卡压管的成型主要以机械成型的方式实现,其成型所需的装备主要有管端成型机和冷墩机,管端成型机和冷墩机结合模具对管坯进行单头或者双头加工。现有的用于双卡卡压管的加工方式为水胀成型,水胀成型具有一次成型的优点,但是由于单卡卡压管的密封管体的外侧没有连接有直线段,现有的单卡卡压管无法通过水胀成型的加工方式进行;因此,单卡卡压管的成型工序主要有一次扩口、二次扩口、管端墩环和整型,其中,当单卡卡压管的加工方式为单头加工时,成型后的单卡卡压管的质量稳定,但是单卡卡压管的成型工序需要八次;当单卡卡压管的加工方式为双头加工时,单卡卡压管的成型效率高,但是单卡卡压管的质量不稳定。
技术实现要素:
[0003]
本实用新型要解决的目的是:本实用新型提供了一种用于单卡卡压管成型的模具,以达到单卡卡压管的加工工序少、成型后的单卡卡压管具有质量稳定的目的。
[0004]
为了实现上述目的,本实用新型提供了一种用于单卡卡压管成型的模具,其适于将管坯加工形成单卡卡压管,所述单卡卡压管具有两个相对设置的密封管体,其包括:
[0005]
定模,所述定模设有至少一个与所述单卡卡压管的外表相适配的第一型腔,所述第一型腔的两侧为开口侧;
[0006]
动模,所述动模相对于所述定模的顶端可移动,所述动模设有与所述第一型腔相适配的第二型腔,所述第二型腔的两侧为开口侧;
[0007]
冲头,所述冲头以两两为一对的形式设置,两个所述冲头分别滑动连接于所述定模和所述动模相对的两侧,其中一个所述冲头设有允许液体介质流通的穿孔,所述冲头的轮廓边缘具有扩口段和高压密封段,所述扩口段用于扩大所述管坯的内径;
[0008]
其中,所述定模和所述动模均包括由外至内依次设置的第一连接段和第二连接段,所述第二连接段与所述密封管体相对应,设所述第二连接段与所述第一连接段连接的一侧为第一侧;当所述第一型腔和所述第二型腔配合以形成用于所述单卡卡压管成型的模腔时,所述定模的所述第一连接段和所述动模的所述第一连接段之间的间隔与所述高压密封段的外径相等,所述定模的第一侧和所述动模的第一侧之间的间隔大于所述密封管体最外侧的内径。
[0009]
本申请的一些实施例中,所述单卡卡压管还具有连接管体和两个插接管体,所述插接管体的两侧分别与所述连接管体的一侧和所述密封管体连接,所述定模和所述动模均还包括两个第三连接段、第四连接段,所述第二连接段、所述第三连接段和所述第四连接段分别与所述密封管体、所述插接管体和所述连接管体对应;
[0010]
所述第二连接段还包括与所述第一侧相对设置的第二侧,所述第四连接段的两侧分别与两个所述第三连接段的一侧连接,所述第三连接段的另一侧与所述第二连接段的第二侧连接。
[0011]
本申请的一些实施例中,所述扩口段倾斜设置,且所述扩口段的最小直径小于所述管坯的直径,所述扩口段的最大直径大于所述管坯的直径。
[0012]
本申请的一些实施例中,所述冲头的轮廓边缘还包括低压密封段,所述扩口段、所述低压密封段和所述高压密封段依次首尾相连,所述扩口段与所述低压密封段的一侧连接,且所述扩口段朝向所述低压密封段向外倾斜延伸,所述扩口段的直径在靠近所述低压密封段的方向上逐渐增大;
[0013]
所述低压密封段与所述第三连接段之间的间隙大于所述管坯的厚度。
[0014]
本申请的一些实施例中,所述扩口段和所述低压密封段沿所述冲头的轴线方向上的长度之和与所述第二连接段和所述第三连接段沿所述冲头的轴线方向上的长度之和相等。
[0015]
本申请的一些实施例中,所述第四连接段的两侧分别与两个所述第三连接段的一侧平滑过渡。
[0016]
本申请的一些实施例中,所述第三连接段和所述第四连接段倒圆角过渡。
[0017]
本实用新型实施例提供了一种用于单卡卡压管的模具,其与现有技术相比,其有益效果在于:
[0018]
通过设置扩口段,扩口段对管坯扩口,在扩口段对管坯扩口的过程中,经过扩口的管坯内壁与冲头的外周抵接,因此,经过扩口的管坯内壁与冲头的外周形成中低压金属硬密封面,同时,具有恒定压力和恒定脉动频率的中压液体介质通过管坯的穿孔进入至由中低压金属硬密封面围合成的密封腔内,最后,坯管的两端分别与两个超高压密封段抵接,从而实现对管坯的初始中压预胀;
[0019]
在对管坯进行初始中压预胀后,管坯的内壁与冲头的高压密封段形成高压金属硬密封面,因此,继续向管坯内注入由中压到高压、恒定脉动频率的液体介质,液体介质形成软体凸模,同时,两个冲头做相向运动,在软体凸模和冲头的共同作用下,从而实现管坯的中高压胀型;当冲头的高压密封段移动至与第一侧贴合时,液体介质处于保压状态,液体介质对管坯进行高压整形,管坯完全屈服至第一型腔的周壁、第二型腔的周壁和高压密封段的周壁,从而实现管坯的高压整形;
[0020]
因此,本实用新型的用于单卡卡压管的模具不仅具有成型压力低、一次成型、一模多腔和成型设备锁模力小的优点,而且可通过水胀成型以形成单卡卡压管,从而使得单卡卡压管具有质量稳定的优点。
附图说明
[0021]
图1是本实用新型实施例的用于单卡卡压管成型的模具的结构示意图。
[0022]
图2是本实用新型实施例的用于单卡卡压管成型的模具的爆炸图。
[0023]
图3是本实用新型实施例的定模的结构示意图。
[0024]
图4是本实用新型实施例的动模的结构示意图。
[0025]
图5是本实用新型实施例的冲头的结构示意图。
[0026]
图6是本实用新型实施例的模具和管坯在成型方法步骤s4下的结构示意图。
[0027]
图7是图6在a处的结构示意图。
[0028]
图8是本实用新型实施例的模具和管坯在成型方法步骤s5下的结构示意图。
[0029]
图9是图8在b处的结构示意图。
[0030]
图10是成型后的单卡卡压管的结构示意图。
[0031]
图中,1、定模;11、第一连接段;12、第二连接段;121、第一侧;122、第二侧;13、第三连接段;14、第四连接段;2、第一型腔;3、动模;31、第一连接段;32、第二连接段;321、第一侧;322、第二侧;33、第三连接段;34、第四连接段;4、第二型腔;5、冲头;51、扩口段;52、低压密封段;53、高压密封段;6、穿孔;7、管坯;8、单卡卡压管;81、连接管体;82、插接管体;83、密封管体。
具体实施方式
[0032]
下面结合附图和实施例,对本实用新型的具体实施方式作进一步详细描述。以下实施例用于说明本实用新型,但不用来限制本实用新型的范围。
[0033]
在本实用新型的描述中,需要理解的是,术语“上”、“下”、“左”、“右”、“顶”、“底”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
[0034]
如图1~10所示,本实用新型实施例优选实施例提供了一种用于单卡卡压管成型的模具,其适于将管坯7加工形成单卡卡压管8,单卡卡压管8具有两个相对设置的密封管体83,其包括:
[0035]
定模1,定模1设有至少一个与单卡卡压管8的外表相适配的第一型腔2,第一型腔2的两侧为开口侧;
[0036]
动模3,动模3相对于定模1的顶端可移动,动模3设有与第一型腔2相适配的第二型腔4,第二型腔4的两侧为开口侧;
[0037]
冲头5,冲头5以两两为一对的形式设置,两个冲头5分别滑动连接于定模1和动模2相对的两侧,其中一个冲头5设有允许液体介质流通的穿孔6,冲头5的轮廓边缘具有扩口段51和高压密封段53,扩口段51用于扩大管坯7的内径;
[0038]
其中,定模1和动模3均包括由外至内依次设置的第一连接段和第二连接段,第二连接段与密封管体83相对应,设第二连接段与第一连接段连接的一侧为第一侧;当第一型腔2和第二型腔4配合以形成用于单卡卡压管成型的模腔时,定模1的第一连接段和动模3的第一连接段之间的间隔与高压密封段53的外径相等,定模1的第一侧和动模3的第一侧之间的间隔大于密封管体83最外侧的内径。
[0039]
基于上述设置,通过设置扩口段51,扩口段51对管坯7扩口,在扩口段51对管坯7扩口的过程中,经过扩口的管坯7内壁与冲头5的外周抵接,因此,经过扩口的管坯7内壁与冲头5的外周形成中低压金属硬密封面,同时,具有恒定压力和恒定脉动频率的中压液体介质通过管坯7的穿孔6进入至由中低压金属硬密封面围合成的密封腔内,最后,坯管的两端分别与两个超高压密封段53抵接,从而实现对管坯7的初始中压预胀;
[0040]
由于在第一型腔2和第二型腔4配合以形成用于单卡卡压管成型的模腔时,定模1
的第一侧和动模3的第一侧之间的间隔大于密封管体83最外侧的内径,从而在对管坯7进行高压整型时,管坯7和高压密封段53形成高压金属硬密封面,具体为,在对管坯7进行初始中压预胀后,管坯7的两端分别抵接于两个冲头5的高压密封段53,管坯7的内壁与冲头5的高压密封段53形成高压金属硬密封面,因此,继续向管坯7内注入由中压到高压、恒定脉动频率的液体介质,液体介质形成软体凸模,同时,两个冲头5做相向运动,在软体凸模和冲头5的共同作用下,从而实现管坯7的中高压胀型;当冲头5的高压密封段53移动至与第一侧贴合时,液体介质处于保压状态,液体介质对管坯7进行高压整形,管坯7完全屈服至第一型腔2的周壁、第二型腔4的周壁和高压密封段53的周壁,从而实现管坯7的高压整形;
[0041]
因此,本实用新型的用于单卡卡压管8的模具不仅具有成型压力低、一次成型、一模多腔和成型设备锁模力小的优点,而且可通过水胀成型以形成单卡卡压管8,从而使得单卡卡压管8具有质量稳定的优点。
[0042]
在本实用新型的一些实施例中,如图6~9所示,单卡卡压管8还具有连接管体81和两个插接管体82,插接管体82的两侧分别与连接管体81的一侧和密封管体83连接,定模1和动模3均还包括两个第三连接段、第四连接段,第二连接段、第三连接段和第四连接段分别与密封管体83、插接管体82和连接管体81对应,其中,定模1包括第一连接段11、第二连接段12、第三连接段13和第四连接段14,第二连接段12包括第一侧121和第二侧122;动模3包括第一连接段31、第二连接段32、第三连接段33和第四连接段34,第二连接段32包括第一侧321和第二侧322;
[0043]
第二连接段还包括与第一侧相对设置的第二侧,第四连接段的两侧分别与两个第三连接段的一侧连接,第三连接段的另一侧与第二连接段的第二侧连接。首先,需要说明的是,当第一型腔2和第二型腔4配合以形成用于单卡卡压管成型的模腔时,管坯7的外径与两个第四连接段之间的间隙相等;由此,第二连接段、第三连接段和第四连接段分别与密封管体83、插接管体82和连接管体81对应设置,从而便于单卡卡压管8的成型。
[0044]
在本实用新型的一些实施例中,如图5~9所示,冲头5的轮廓边缘还包括低压密封段52,扩口段51、低压密封段52和高压密封段53依次首尾相连,扩口段51与低压密封段52的一侧连接,且扩口段51朝向低压密封段52向外倾斜延伸,扩口段51的直径在靠近低压密封段52的方向上逐渐增大,扩口段51的最小直径小于管坯7的直径,扩口段51的最大直径大于管坯7的直径;
[0045]
低压密封段52与第三连接段之间的间隙大于管坯7的厚度。由此,扩口段51部分直径小于管坯7的直径,从而便于冲头5进入管坯7的内腔;扩口段51部分直径大于管坯7的直径,从而便于管坯7的扩口;
[0046]
当管坯7的内壁贴紧于低压密封段52时,管坯7与低压密封段52之间形成中低压金属硬密封面;当管坯7的内壁与低压密封段52分离时,本实用新型实施例的模具和液体介质配合,对管坯7进行高压胀型和高压整形。
[0047]
在本实用新型的一些实施例中,如图6~9所示,扩口段51和低压密封段52沿冲头5的轴线方向上的长度之和与第二连接段和第三连接段沿冲头5的轴线方向上的长度之和相等。由此,相较于现有技术中的扩口段51和低压密封段52的长度之和远远小于第二连接段和第三连接段的长度之和,本实用新型实施例的冲头5在对管坯7进行扩口时,扩口段51对管坯7所对应密封管体83和插接管体82的部分进行扩口,从而完成密封管体83和插接管体
82的第一次扩口。
[0048]
在本实用新型的一些实施例中,如图5所示,第四连接段的两侧分别与两个第三连接段的一侧平滑过渡。由于连接管体81和插接管体82之间为平滑过渡,第三连接段和第四连接段之间的连接能更好地与连接管体81和插接管体82之间的连接适配;此外,还可以使得连接管体81和插接管体82的成型过程更为方便,减小了连接管体81和插接管体82在成型过程中的阻力。具体地,第三连接段和第四连接段之间倒圆角过渡。
[0049]
本实用新型实施例还提供了一种单卡卡压管成型的成型方法,其包括如下步骤:
[0050]
s1、管坯7定位:将管坯7定位于定模1的第一型腔2内;
[0051]
s2、合模:动模3向下降,直至动模3的端面与定模1的端面贴合;
[0052]
s3、排气:液体介质从冲头5的穿孔6进入至管坯7的内腔,对管坯7的内腔进行充液,同时将管坯7内的气体排出;
[0053]
s4、扩口、建立中低压金属硬密封面和初始中压预胀:两个冲头5做相向运动,且两个冲头5进入管坯7的内腔;同时,向管坯7的内腔注入恒定压力、恒定脉动频率的中压液体介质,直至两个冲头5的高压密封段53与管坯7的两侧抵接,此时,完成管坯7的扩口、建立中低压金属硬密封面和初始中压预胀;
[0054]
s5、建立高压金属硬密封面、中压高压胀型和高压整形:两个冲头5继续做相向运动;同时,向管坯7的内腔注入由中压到高压、恒定脉动频率的液体介质,液体介质形成软体凸模,且管坯7与高压密封段53形成高压金属硬密面,以便对管坯7进行高压胀型;当高压密封段53与第二侧贴合时,两个冲头5处于静止状态,液体介质处于保压状态,直至管坯7完全屈服至第一型腔2的周壁、第二型腔4的周壁和高压密封段53的周壁,以便对管坯7进行高压整形;
[0055]
s6、泄压:用于往单卡卡压管8内注入液体介质的液体介质发生器泄压,用于推动冲头5移动的动力油缸泄压;
[0056]
s7、开模:动模3向上移动,取出成型后的单卡卡压管8。
[0057]
在步骤s4中,往管坯7内腔注入恒定压力、恒定脉动频率的中压液体介质,中压液体介质为管坯7的提供支撑力,防止管坯7向内凹陷;
[0058]
其中,步骤s4中的中压液体介质没有超过材料的初始屈服力,从而管坯7不会因为液体介质的压力和脉动频率而产生形变。
[0059]
在步骤s5中,经过实验证明,单卡卡压管8在压力为50mpa-60mpa的液体介质作用下能实现高压整形,从而实现单卡卡压管8的中高压脉动充液成型。
[0060]
综上,本实用新型实施例的用于单卡卡压管成型的模具具有如下优点:
[0061]
(1)冲头5的低压密封段52与管坯7之间形成低压金属硬密封面,冲头5的高压密封段53与管坯7之间形成高压金属硬密封面,从而对液体介质具有良好的密封作用,进而使得单卡卡压管8能通过水胀成型技术成型,因此,成型后的单卡卡压管8的质量好;
[0062]
(2)相较于现有技术中需要的卡压管通过超高压脉动充液成型,本实用新型实施例的模具配合中高压液体介质对管坯7进行加工,因此,其成型压力低,从而不仅使得锁模力大大减小,保证单卡卡压管8在成型过程中的稳定性,使得模具具有一模多腔的优点,而且能缩短单卡卡压管8的成型时间,提高工作效率;
[0063]
(3)无需多道工序,一次成型即可,从而提高工作效率;
[0064]
(4)密封面采用金属硬密封原理,从而使得单卡卡压管8的性能更加可靠,降低对单卡卡压管8的表面伤害;
[0065]
(5)本实用新型实施例的模具配合中高压液体介质对管坯7进行加工,冲头5的外轮廓的尺寸能保证单卡卡压管8的内径符合设计要求,定模1和动模3能保证单卡卡压管8的外径符合设计要求,从而实现单卡卡压管的尺寸公差可控。
[0066]
以上所述仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型技术原理的前提下,还可以做出若干改进和替换,这些改进和替换也应视为本实用新型的保护范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签:

 热门咨询
热门咨询




tips