
 商标分类
商标分类  商标转让
商标转让 
一种金属件铆接压装装置的制作方法
 2021-01-29 12:01:54|
2021-01-29 12:01:54| 242|
242| 起点商标网
起点商标网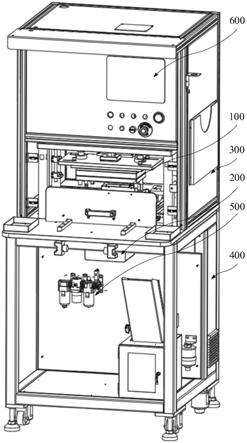
[0001]
本申请涉及机械设备制造技术领域,具体而言,涉及一种金属件铆接压装装置。
背景技术:
[0002]
目前,随着汽车行业的蓬勃发展,客户对汽车灯具的产品品质要求越来越严格,同时需要提高生产效率才能满足市场要求。汽车前阅读灯在在金属件的装配过程中存在以下问题:1)工序过于分散,生产节拍较长,使用2台设备完成,占地面积大;2)工序零件存在漏装与装配不到位的风险,易出现不良品。由于原传统装配方式存在质量风险,且成本较高,没有市场竞争力,因此原传统装配方式已经不适应现代精益生产要求。
技术实现要素:
[0003]
本申请实施例的目的在于提供一种金属件铆接压装装置,该金属件铆接压装装置可以实现保证装配质量,同时提高生产效率的技术效果。
[0004]
本申请实施例提供了一种金属件铆接压装装置,包括铆接工装、压装工装和工作台;所述铆接工装安装于工作台上方,包括可相互合模的铆接下模和铆接上模,所述铆接下模可沿传送机构前后移动,所述铆接下模包括用于安装金属片的金属片定位座和用于安装壳体的壳体定位机构,所述铆接上模安装在铆压机构上,金属件设置于所述壳体之前,在所述铆接下模和所述铆接上模合模时,铆接所述金属件和所述壳体;所述压装工装安装于所述工作台的下方,包括压块,所述压块可与所述金属片定位座接触,将所述金属片压入所述壳体内。
[0005]
在上述实现过程中,该金属件铆接压装装置将金属件铆接和金属片压装合并为一个工序,从而精简了整体设备,同时铆接下模安装在工作台上方的传送机构上可前后移动,压装工装安装在工作台的下方,铆接下模与压装工装分开,可以减小移动的铆接下模的尺寸与体积,从而使该金属件铆接压装装置精简了装配工序,实现了保证装配质量,同时提高生产效率的技术效果。
[0006]
进一步地,所述铆接下模还包括下模安装板和导套;
[0007]
所述下模安装板用于安装所述金属片定位座和所述壳体定位机构;
[0008]
所述导套设置于所述下模安装板上,用于所述铆接上模和所述铆接下模相互合模的定位。
[0009]
在上述实现过程中,下模安装板可安装铆接下模的其他各个构件,将铆接下模的其他各个构件整合至一起,导套与铆接上模的导柱配合则可以使铆接下模与铆接上模实现精确定位,从而保证装配质量。
[0010]
进一步地,所述铆接下模还包括夹紧机构,所述夹紧机构安装于所述下模安装板上,且设置于所述壳体定位机构周围,用于夹紧所述壳体。
[0011]
在上述实现过程中,夹紧机构可以在铆接金属片和壳体的过程中,夹紧固定住壳体,防止壳体移位或晃动,从而保证零件装配质量。
[0012]
进一步地,所述铆接下模还包括第一传感机构和第二传感机构;
[0013]
所述第一传感机构安装于所述下模安装板上,设置于所述下模安装板的边缘位置,用于检测所述金属片、所述壳体或所述金属件;
[0014]
所述第二传感机构设置于所述夹紧机构旁边,用于检测所述壳体放置于所述壳体定位机构的位置。
[0015]
在上述实现过程中,第一传感机构可以检测金属件的有无、识别壳体版本、以及检测金属件的有无,防止在零件装配工序中出现零件漏装、错装等情况;第二传感机构则可以检测壳体是否放置到位;从而,通过第一传感机构和第二传感机构,可以保证装配质量,减少人工因素对产品质量的影响,防止不良品的流出,进而降低次品率。
[0016]
进一步地,所述铆接上模包括金属件压板和壳体压板,所述金属件压板、所述壳体压板分别与所述金属片定位座、所述壳体定位机构的位置相对,所述壳体压板与所述壳体接触以压紧所述壳体,所述金属件压板与所述金属件接触以压紧所述金属件。
[0017]
在上述实现过程中,壳体压板与壳体接触以压紧壳体,金属件压板与金属件接触以压紧金属件,从而在壳体和金属件铆接的工序中,防止壳体和金属件错开或移位等情况,使壳体和金属件可以精确铆接,提高装配质量。
[0018]
进一步地,所述铆接上模还包括上模安装板和导柱;
[0019]
所述上模安装板用于安装所述金属件压板和所述壳体压板;
[0020]
所述导柱设置于所述上模安装板上,用于所述铆接上模和所述铆接下模相互合模时的定位。
[0021]
在上述实现过程中,上模安装板可安装铆接上模的其他各个构件,将铆接上模的其他各个构件整合至一起,导柱与铆接下模的导套配合则可以使铆接上模与铆接下模实现精确定位,从而保证装配质量。
[0022]
进一步地,所述铆接上模还包括限位柱,所述限位柱安装于所述上模安装板上,用于在所述铆接上模和所述铆接下模接触时进行限位。
[0023]
在上述实现过程中,铆接上模上的限位柱与铆接下模接触,从而在铆接上模和铆接下模相互靠近的过程中进行限位,以保护壳体不被压伤。
[0024]
进一步地,所述压装工装还包括底板和定位插销;
[0025]
所述底板用于安装所述压块;
[0026]
所述定位插销设置于底板上,用于定位所述压装工装。
[0027]
在上述实现过程中,底板用于安装压装工装的其他各个构件,将压装工装的其他各个构件整合至一起;在安装压装工装的过程中,通过底板与定位插销定位好,从而保证压装工装在该金属件铆接压装装置中的定位精度。
[0028]
进一步地,所述压装工装还包括接近开关,所述接近开关设置于所述底板的下方,用于感应所述金属片与所述壳体是否压装到位。
[0029]
在上述实现过程中,在气缸作用下,将铆接下模通过传送机构传送到铆压区域内后,接近开关感应到传送机构到位后,气缸锁轨,从而使传送机构定位好。
[0030]
进一步地,所述压装工装还包括所述保护罩,设置于所述底板的下方,并包裹所述接近开关。
[0031]
在上述实现过程中,保护罩可以将接近开关包裹在内,从而保护接近开关不受外
力影响或破环,从而提高压装工装的运行稳定性。
[0032]
进一步地,所述装置还包括控制系统,所述控制系统分别与所述铆接工装、所述压装工装连接,用于控制所述铆接工装、所述压装工装的运行。
[0033]
进一步地,所述装置还包括气路系统,所述气路系统分别与所述铆接工装、所述压装工装连接,用于驱动所述铆接工装、所述压装工装的运行。
[0034]
进一步地,所述装置还包括显示屏,所述显示屏与所述控制系统连接,用于显示所述铆接工装、所述压装工装的运行状态。
[0035]
本公开的其他特征和优点将在随后的说明书中阐述,或者,部分特征和优点可以从说明书推知或毫无疑义地确定,或者通过实施本公开的上述技术即可得知。
[0036]
为使本申请的上述目的、特征和优点能更明显易懂,下文特举较佳实施例,并配合所附附图,作详细说明如下。
附图说明
[0037]
为了更清楚地说明本申请实施例的技术方案,下面将对本申请实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本申请的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
[0038]
图1为本申请实施例提供的一种金属件铆接压装的示意性结构图;
[0039]
图2为本申请实施例提供的一种铆接工装的示意性结构图;
[0040]
图3为本申请实施例提供的一种铆接下模的示意性结构图;
[0041]
图4为本申请实施例提供的一种金属片定位座的示意性结构图;
[0042]
图5为本申请实施例提供的一种铆接上模的示意性结构图;
[0043]
图6a为本申请实施例提供的一种铆接上模的局部结构放大图;
[0044]
图6b为本申请实施例提供的一种铆接上模的局部机构放大剖视图;
[0045]
图7为本申请实施例提供的一种压装工装的示意性结构图;
[0046]
图8为本申请实施例提供的一种压装工装的另一示意性结构图;
[0047]
图9为本申请实施例提供的一种铆压机构的示意性结构图。
具体实施方式
[0048]
下面将结合本申请实施例中的附图,对本申请实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本申请一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本申请实施例的组件可以以各种不同的配置来布置和设计。因此,以下对在附图中提供的本申请的实施例的详细描述并非旨在限制要求保护的本申请的范围,而是仅仅表示本申请的选定实施例。基于本申请的实施例,本领域技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都属于本申请保护的范围。
[0049]
在本申请中,术语“上”、“下”、“左”、“右”、“前”、“后”、“顶”、“底”、“内”、“外”、“中”、“竖直”、“水平”、“横向”、“纵向”等指示的方位或位置关系为基于附图所示的方位或位置关系。这些术语主要是为了更好地描述本申请及其实施例,并非用于限定所指示的装置、元件或组成部分必须具有特定方位,或以特定方位进行构造和操作。
[0050]
并且,上述部分术语除了可以用于表示方位或位置关系以外,还可能用于表示其他含义,例如术语“上”在某些情况下也可能用于表示某种依附关系或连接关系。对于本领域普通技术人员而言,可以根据具体情况理解这些术语在本申请中的具体含义。
[0051]
此外,术语“安装”、“设置”、“设有”、“连接”、“相连”应做广义理解。例如,可以是固定连接,可拆卸连接,或整体式构造;可以是机械连接,或点连接;可以是直接相连,或者是通过中间媒介间接相连,又或者是两个装置、元件或组成部分之间内部的联通。对于本领域普通技术人员而言,可以根据具体情况理解上述术语在本申请中的具体含义。
[0052]
此外,术语“第一”、“第二”等主要是用于区分不同的装置、元件或组成部分(具体的种类和构造可能相同也可能不同),并非用于表明或暗示所指示装置、元件或组成部分的相对重要性和数量。除非另有说明,“多个”的含义为两个或两个以上。
[0053]
本申请实施例提供一种金属件铆接压装装置,可以应用于汽车灯具的装配工序之中;该金属件铆接压装装置将金属件铆接和金属片压装合并为一个工序,从而精简了整体设备,同时铆接下模安装在工作台上方的传送机构上可前后移动,压装工装安装在工作台的下方,铆接下模与压装工装分开,可以减小移动的铆接下模的尺寸与体积;从而,该金属件铆接压装装置精简了装配工序,实现保证装配质量,同时提高生产效率的技术效果。
[0054]
请参见图1和图2,其中图1为本申请实施例提供的一种金属件铆接压装的示意性结构图,图2为本申请实施例提供的一种铆接工装的示意性结构图。该金属件铆接压装装置包括铆接工装100、压装工装200和工作台300、控制系统400、气路系统500和显示屏600。
[0055]
示例性地,铆接工装100安装于工作台300上方,包括可相互合模的铆接下模110和铆接上模120,铆接下模110可沿传送机构前后移动,铆接下模110包括用于安装金属片的金属片定位座111和用于安装壳体的壳体定位机构112,铆接上模120安装在铆压机构上,金属件设置于壳体之前,在铆接下模110和铆接上模120合模时,铆接金属件和壳体。
[0056]
示例性地,压装工装200安装于工作台300的下方,包括压块210,压块210可与金属片定位座111接触,将金属片压入壳体内。
[0057]
在一些实施方式中,传送机构为直线传送机构,提供给铆接下模110沿传送机构前后移动。
[0058]
在一些实施方式中,该金属件铆接压装装置应用于汽车灯具的装配工序中,其中金属片为接地铜片。
[0059]
示例性地,控制系统400分别与铆接工装100、压装工装200连接,用于控制铆接工装100、压装工装200的运行。
[0060]
在一些实施方式中,控制系统400为plc控制系统。
[0061]
示例性地,气路系统500分别与铆接工装100、压装工装200连接,用于驱动铆接工装100、压装工装200的运行。
[0062]
示例性地,显示屏600与控制系统400连接,用于显示铆接工装100、压装工装200的运行状态。
[0063]
示例性地,铆接工装100、压装工装200、控制系统400、气路系统500、显示屏600安装在工作台300上。
[0064]
在一些实施场景中,该金属件铆接压装装置将金属件铆接和金属片压装合并为一个工序,从而精简了整体设备,同时铆接下模110安装在工作台300上方的传送机构上可前
后移动,压装工装200安装在工作台300的下方,铆接下模110与压装工装200分开,可以减小移动的铆接下模110的尺寸与体积;从而,该金属件铆接压装装置精简了装配工序,实现了保证装配质量,同时提高生产效率的技术效果。
[0065]
请参见图3,图3为本申请实施例提供的一种铆接下模的示意性结构图,该铆接下模110包括金属片定位座111、壳体定位机构112、下模安装板113、导套114、夹紧机构115、第一传感机构116、第二传感机构117。
[0066]
示例性地,下模安装板113用于安装金属片定位座111和壳体定位机构112。
[0067]
示例性地,导套114设置于下模安装板113上,用于铆接上模120和铆接下模110相互合模的定位。
[0068]
示例性地,下模安装板113可安装铆接下模110的其他各个构件,将铆接下模110的其他各个构件整合至一起,导套114则可以使铆接下模110与铆接上模120实现精确定位,从而保证装配质量。
[0069]
在一些实施方式中,下模安装板113还包括定位套1131,用于实现下模安装板113在安装过程中的定位。
[0070]
示例性地,夹紧机构115安装于下模安装板113上,且设置于壳体定位机构112周围,用于夹紧壳体。
[0071]
示例性地,夹紧机构115可以在铆接金属片和壳体的过程中,夹紧固定住壳体,防止壳体移位或晃动,从而保证零件装配质量。
[0072]
在一些实施方式中,铆接下模还包括夹紧气缸1151,夹紧气缸1151用于推动夹紧块。
[0073]
示例性地,第一传感机构116安装于下模安装板113上,设置于下模安装板113的边缘位置,用于检测金属片、壳体或金属件;第二传感机构117设置于夹紧机构115旁边,用于检测壳体放置于壳体定位机构112的位置。
[0074]
示例性地,第一传感机构116可以检测金属片的有无、识别壳体版本、以及检测金属件的有无,防止在零件装配工序中出现零件漏装、错装等情况;第二传感机构117则可以检测壳体是否放置到位;从而,通过第一传感机构116和第二传感机构117,可以保证装配质量,减少人工因素对产品质量的影响,防止不良品的流出,进而降低次品率。
[0075]
在一些实施方式中,第一传感机构116为激光传感器;第二传感机构117可以是光纤传感器。
[0076]
请参见图4,图4为本申请实施例提供的一种金属片定位座的示意性结构图,金属片定位座111包括弹簧1111。
[0077]
示例性地,金属片定位座111内的弹簧1111压缩,金属片定位座111在滑台气缸240的推出力作用下上移,将金属片压入到壳体内。
[0078]
请参见图5,图5为本申请实施例提供的一种铆接上模的示意性结构图,该铆接上模120包括金属件压板121、壳体压板122、上模安装板123、导柱124、限位柱125、防错柱126、固定板127。
[0079]
示例性地,金属件压板121、壳体压板122分别与金属片定位座111、壳体定位机构112的位置相对,壳体压板122与壳体接触以压紧壳体,金属件压板121与金属件接触以压紧金属件。
[0080]
示例性地,壳体压板122与壳体接触以压紧壳体,金属件压板121与金属件接触以压紧金属件,从而在壳体和金属件铆接的工序中,防止壳体和金属件错开或移位等情况,使壳体和金属件可以精确铆接,提高装配质量。
[0081]
示例性地,上模安装板123用于安装金属件压板121和壳体压板122;导柱124设置于上模安装板123上,用于铆接上模120和铆接下模110相互合模时的定位。
[0082]
示例性地,上模安装板123可安装铆接上模120的其他各个构件,将铆接上模120的其他各个构件整合至一起,导柱124则可以使铆接上模120与铆接下模110实现精确定位,从而保证装配质量。
[0083]
在一些实施方式中,在铆接上模120与铆接下模110合模的过程中,导套114和导柱124可以相互配合、套接在一起,从而将铆接上模120与铆接下模110精确定位。
[0084]
示例性地,限位柱125安装于上模安装板123上,用于在铆接上模120和铆接下模110接触时进行限位。
[0085]
在上述实现过程中,铆接上模120上的限位柱125与铆接下模110接触,从而在铆接上模120和铆接下模110相互靠近的过程中进行限位,以保护壳体不被压伤。
[0086]
示例性地,铆接上模120上还设置有防错柱126,防止模具安装与维修时,装错模具。
[0087]
示例性地,铆接上模120上还设置有固定板127,安装于上模安装板123上,可用于固定金属件压板121。
[0088]
请参见图6a,图6a为本申请实施例提供的一种铆接上模的局部结构放大图。
[0089]
示例性地,在铆接上模120的内部、即上模安装板123和固定板127的内部设置有上模弹簧128,从而在壳体压板122与壳体接触以压紧壳体、金属件压板121与金属件接触以压紧金属件的过程中,铆接上模120内的上模弹簧128压缩,以提供压紧力。
[0090]
请参见图6b,图6b为本申请实施例提供的一种铆接上模的局部机构放大剖视图。
[0091]
示例性地,金属件压板121的上方设置有铆接镶件1211;在壳体和金属件进行铆接时,通过铆接镶件1211铆接金属件,可以有效保证铆接质量。
[0092]
请参见图7,图7为本申请实施例提供的一种压装工装的示意性结构图,该压装工装200包括压块210、底板220、定位插销230、滑台气缸240、接近开关250和感应板260。
[0093]
示例性地,底板220用于安装压块210;定位插销230设置于底板220上,用于定位所述压装工装200。
[0094]
示例性地,底板220用于安装压装工装200的其他各个构件,将压装工装200的其他各个构件整合至一起;在安装压装工装200的过程中,通过底板220与定位插销230定位好,从而保证压装工装200在该金属件铆接压装装置中的定位精度。
[0095]
在一些实施方式中,定位插销230为弹性定位插销。
[0096]
示例性地,接近开关250设置于所述底板220的下方,用于感应压装机构的位置,以检测金属片与壳体是否压装到位;感应板260设置于底板220的下方、接近开关250之前,用于与接近开关250配合,感应压装机构的位置。
[0097]
示例性地,感应板260用于与接近开关250配合,感应压装机构所在位置。
[0098]
请参见图8,图8为本申请实施例提供的一种压装工装的另一示意性结构图,该压装工装200还包括保护罩270。
[0099]
示例性地,保护罩270设置于底板220的下方,并包裹接近开关250和感应板260。
[0100]
示例性地,保护罩270可以将接近开关250和感应板260包裹在内,从而保护接近开关250和感应板260不受外力影响或破环,从而提高压装工装200的运行稳定性。
[0101]
示例性地,随着汽车行业的蓬勃发展,客户对汽车灯具的产品品质要求越来越严格,同时需要提高生产效率才能满足市场要求。汽车前阅读灯在在金属件的装配过程中存在以下问题:1)工序过于分散,生产节拍较长,使用2台设备完成,占地面积大。2)工序零件存在漏装与装配不到位的风险,易出现不良品。由于现有技术中的传统装配方式存在质量风险,且成本较高,没有市场竞争力,因此传统装配方式已经不适应现代精益生产要求。
[0102]
因此,为了能在生产中有效地控制装配质量,防止不良品流入市场,同时为了提高生产效率;本申请实施例提供了一种金属件铆接压装装置及其对应的装配方法,可以依靠第一传感机构116检测零件是否漏装及依靠接近开关250检测金属片是否装配到位,将金属件铆接工序与金属片压装工序中的各一台设备集成在一起,减少了一台设备,保障了产品品质、降低了生产成本。
[0103]
示例性地,本申请实施例提供的金属件铆接压装装置,可以克服现有生产方法的缺陷,提供了一种集成的、品质可控的、操作快捷的、安全可靠的装配装置以及对应的装配方法;该金属件铆接压装装置可以实现:第一传感机构116可以进行壳体版本的检测;第一传感机构116可以进行零件漏装检测;铆接工装100进行金属件的铆接;压装工装200进行金属片的压装。
[0104]
示例性地,该金属件铆接压装装置由控制系统400进行过程控制,通过第一传感机构116、第二传感机构117及其他传感器检测生产过程信息,并执行逻辑运算,判定过程合格后即执行下一步指今;控制系统400中由plc系统输出控制电平给电磁阀,电磁阀收到输入信号后,电磁阀工作,气路系统500中的相关气路导通,气路系统500中的气缸、气液增压缸动作提供驱动力,气、电执行装置完成动作任务;plc系统进行检测判定,以定义不良品与合格品。当plc系统循环扫描完成1个工作周期,即生产1套产品。否则装置报警,由人工将不良品放入不良品箱后,装置才能启动。
[0105]
示例性地,该金属件铆接压装装置对应的装配方法示例如下:
[0106]
将金属片1片放入金属片定位座111,第一传感机构116中的1个激光传感器检测金属片的存在;将壳体放入壳体定位机构112,第二传感机构117中的2个光纤传感器检测壳体是否放置到位;4个夹紧气缸1151夹紧壳体,之后,分别安装3个金属件到壳体内;第一传感机构116中3个激光传感器检测金属件存在,1个激光传感器识别壳体的版本型号。
[0107]
气缸推入传送机构至铆压区域内,接近开关感应传送机构到位后,气缸锁轨,使传送机构定位好。
[0108]
气液增压缸下移,铆接上模120下移与铆接下模110合模定位好;铆接上模120上的限位柱125与铆接下模110接触,以保护壳体不被压伤,壳体压板与壳体接触以压紧壳体,金属件压紧板与金属件接触以压紧金属件;铆接上模120内的上模弹簧128压缩以提供压紧力;其中,气液增压缸动作为两段行程,第一段行程压紧壳体,第二段行程为液压增压段以提供足够的铆接力将金属件与壳体铆接在一起;气液增压缸下移到末端终点时,金属件铆压到位,无松动;当金属件未铆接到位时,微型光电传感器未检测到感应片下移到位,装置输出报警信息。
[0109]
压装工装200上的滑台气缸240上移,压块210与金属片定位座111接触,金属片定位座111内的弹簧1111压缩,金属片定位座111在滑台气缸240的推出力作用下上移,将金属片压入到壳体内。由接近开关250检测金属片是否压装到位。
[0110]
请参见图9,图9为本申请实施例提供的一种铆压机构的示意性结构图,该铆压机构即铆接压装机构的简称,包括工作台底板310,设置于所述工作台300的中间。
[0111]
示例性地,本申请实施例提供的一种金属件铆接压装装置具有以下技术效果:
[0112]
其一,金属件铆接与金属片压装合并为一个工序,从而减少了设备一台。其中,铆接下模110安装在工作台300上方的传送机构上,可前后移动,压装工装200安装在工作台300的下方,并通过底板220与定位插销230定位好;铆接下模110与压装工装200分开,金属件定位座111与压装工装200分开,可以减小移动的铆接下模110的尺寸与体积,铆接下模110在工作台300的工作台底板310上方移动,无安全隐患;铆接上模120安装在铆压机构上;
[0113]
其二,该金属件铆接压装装置中铆接下模110与铆接上模120通过导柱124、导套114精确定位,由上模弹簧128提供压紧力,通过金属件压板121压紧金属件;通过铆接镶件1211铆接金属件,保证了铆接质量;
[0114]
其三,第一传感机构116和第二传感机构117保障装配品质:不同配置的壳体版本由第一传感机构116中的激光传感器识别。金属片、金属件由第一传感机构116中的激光传感器检测有无,防止装配工序中出现零件漏装情况;此外,金属片是否压装到位,由接近开关250检测判定;从而,依靠该金属件铆接压装装置检测装配质量,可有效减少人工因素对产品质量的影响,从而防止不良品流出;
[0115]
其四,铆接上模120设置有防错柱126,可防止模具安装与维修时装错模具;
[0116]
其五,该金属件铆接压装装置还包括报警机构,当装配过程中检测出现产品不良信息时,报警机构报警,三色灯闪烁,显示屏显示不良内容,从而提醒操作人员,人工取出不良品放入不良品箱。
[0117]
在本申请所有实施例中,“大”、“小”是相对而言的,“多”、“少”是相对而言的,“上”、“下”是相对而言的,对此类相对用语的表述方式,本申请实施例不再多加赘述。
[0118]
应理解,说明书通篇中提到的“在本实施例中”、“本申请实施例中”或“作为一种可选的实施方式”意味着与实施例有关的特定特征、结构或特性包括在本申请的至少一个实施例中。因此,在整个说明书各处出现的“在本实施例中”、“本申请实施例中”或“作为一种可选的实施方式”未必一定指相同的实施例。此外,这些特定特征、结构或特性可以以任意适合的方式结合在一个或多个实施例中。本领域技术人员也应该知悉,说明书中所描述的实施例均属于可选实施例,所涉及的动作和模块并不一定是本申请所必须的。
[0119]
在本申请的各种实施例中,应理解,上述各过程的序号的大小并不意味着执行顺序的必然先后,各过程的执行顺序应以其功能和内在逻辑确定,而不应对本申请实施例的实施过程构成任何限定。
[0120]
以上所述,仅为本申请的具体实施方式,但本申请的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本申请揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本申请的保护范围之内。因此,本申请的保护范围应与权利要求的保护范围为准。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips