
 商标分类
商标分类  商标转让
商标转让 
锂离子电池焊接保护装置的制作方法
 2021-01-29 12:01:48|
2021-01-29 12:01:48| 257|
257| 起点商标网
起点商标网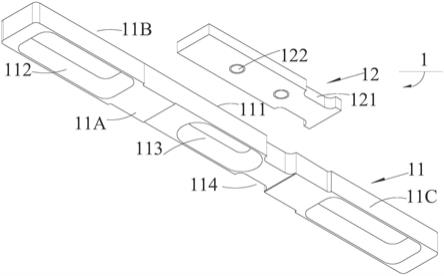
[0001]
本实用新型涉及锂离子电池焊接封装技术领域,特别涉及锂离子电池焊接保护装置。
背景技术:
[0002]
现有锂离子电池在加工制造过程中,常常需要通过激光焊接来实现电池零部件之间的牢固连接,常见需要激光焊接的部位包括防爆阀、极柱、软连接、壳体封口(又称侧封或边封)、注液孔、模组等。
[0003]
对于方形锂离子电池,如果设计的产品中极柱塑胶件和焊缝之间的间距较小,则在壳体封口焊接过程中激光容易烧伤甚至烧坏极柱塑胶件;同时焊接飞溅物还会掉入注液孔以及烧伤防爆阀等。
[0004]
目前尚未有有效的手段来解决方形锂离子电池激光焊接中容易出现的上述问题。
技术实现要素:
[0005]
本实用新型提供一种锂离子电池焊接保护装置,旨在解决现有锂离子电池在激光焊接封装过程存在的激光易烧伤、烧坏极柱塑胶件、防爆阀,同时焊接飞溅物易掉入注液孔等问题。
[0006]
为达到上述目的,本实用新型采用的技术方案如下:
[0007]
一种锂离子电池焊接保护装置,所述电池焊接保护装置包括保护主体和定位块;其中,
[0008]
所述保护主体至少具有下表面、上表面和第一侧面,所述第一侧面为上下高度的表面且与所述下表面、上表面均相交;
[0009]
所述下表面上至少开设有极柱保护槽、防爆阀掩护槽,所述极柱保护槽用于盖住待焊接锂离子电池的极柱,所述防爆阀用于盖住待焊接锂离子电池的防爆阀;
[0010]
所述定位块固定于所述上表面上;
[0011]
所述第一侧面至少开设有焊接引线避空位,用于引出焊接引线。
[0012]
优选地,所述保护主体上表面的边沿具有台阶结构。
[0013]
优选地,所述下表面上开设有两个所述极柱保护槽,所述极柱保护槽位于所述防爆阀掩护槽的两侧。
[0014]
优选地,所述定位块为磁性定位块。
[0015]
优选地,所述保护主体为钛锆钼合金块体、不锈钢块体、黄铜块体中的任一种。
[0016]
优选地,所述定位块与保护主体的固定方式包括焊接、铆接中的至少一种。
[0017]
优选地,所述保护主体还包括限位孔,所述限位孔位于所述保护主体的上表面。
[0018]
优选地,所述保护主体的第一侧面呈规则或不规则的齿轮状结构,或者规则或不规则的锯齿状结构。
[0019]
优选地,所述极柱保护槽的深度与待焊接锂离子电池的极柱在顶盖上的外露高度
相当;所述极柱保护槽的直径与待焊接锂离子电池极柱的直径相当。
[0020]
优选地,所述防爆阀掩护槽还盖设至待焊接锂离子电池的注液孔上。
[0021]
本实用新型的有益技术效果为:
[0022]
相对于现有技术,本实用新型提供的锂离子电池焊接保护装置,通过开设的极柱保护槽、防爆阀掩护槽、焊接引线避空位实现了激光边封焊接过程中对极柱塑胶件、防爆阀、注液孔的保护,可有效防止激光对极柱塑胶件、防爆阀的烧伤或者烧坏,同时有效防止了激光焊接飞溅物落入防爆阀、注液孔中,从而可以有效降低激光边封焊接的废品率,并提高生产效率。
附图说明
[0023]
为了更清楚地说明本实用新型实施例中的技术方案,下面对实施例中所需要使用的附图作简单地介绍。显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。此外,这些附图仅仅用于说明的目的,而并非意在对本实用新型的保护范围构成限制。其中:
[0024]
图1为本实用新型锂离子电池焊接保护装置的立体示意图;
[0025]
图2为本实用新型图1所示的锂离子电池焊接保护装置的俯视示意图;
[0026]
图3为本实用新型锂离子电池焊接保护装置的另一立体示意图;
[0027]
图4为本实用新型图3所示的锂离子电池焊接保护装置的俯视示意图;
[0028]
图5为本实用新型锂离子电池焊接保护装置安装在待焊接锂离子电池顶盖表面的立体示意图;
[0029]
图6为本实用新型图5所示的锂离子电池焊接保护装置安装在待焊接锂离子电池顶盖表面的俯视示意图;
[0030]
其中,
[0031]
1-焊接保护装置;
[0032]
11-保护主体,11a-下表面,11b-上表面,11c-第一侧面,111-定位块固定槽,112-极柱保护槽,113-防爆阀掩护槽,114-焊接引线避空位,115-台阶结构,116-限位孔;
[0033]
12-定位块,121-定位块焊接引线避空位,122-定位块固定孔;
[0034]
2-锂离子电池,20-电池壳,21-顶盖。
具体实施方式
[0035]
为使本实用新型的实用新型目的、技术方案和优点更加清楚,下面结合本实用新型公开实施例的附图,对本实用新型公开实施例的技术方案进行清楚、完整的描述。
[0036]
显然,所描述的实施例是本实用新型公开的一部分实施例,而不是全部的实施例。基于所描述的实施例,本领域普通技术人员在无需创造性劳动的前提下所获得的其他实施例,均属于本实用新型保护的范围。
[0037]
除非另做定义,此处使用的技术术语或者科学术语应当为本实用新型所属技术领域内具有一般技能的人士所理解的通常含义。本实用新型所使用的“第一”、“第二”以及类似的词语并不表示任何顺序、数量或者重要性,而只是用来区别不同的组成部分。
[0038]
当部件被称为“固定于”或“设置于”另一个部件,它可以直接或者间接位于该另一个部件上。当一个部件被称为“连接于”另一个部件,它可以直接或间接连接至该另一个部件上。术语“上”、“下”、“左”、“右”、“前”、“后”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或者位置为基于附图所示的方位或位置,仅是为了便于描述,不能理解为对技术方案的限制。
[0039]
同样,“一个”、“一”或者“该”等类似词语也不表示数量限制,而是表示至少存在一个。“多个”的含义是两个或者两个以上,除非另有明确具体的限定。“包括”或者“包含”等类似的词语意指出现该词前面的元件或者物件涵盖出现在该词后面列举的元件或者物件及其等同,而不排除其他元件或者物件。
[0040]
请参阅图1和图2,本实用新型提供的锂离子电池焊接保护装置1,主要用于锂离子电池边封焊接中,锂离子电池极柱及极柱组件、防爆阀等的保护。
[0041]
该锂离子电池焊接保护装置1包括保护主体11和定位块12。
[0042]
该保护主体11至少具有下表面11a、上表面11b和第一侧面11c,所述第一侧面11c为上下高度的表面且与所述下表面11a、上表面11b均相交;
[0043]
在保护主体11上至少开设形成极柱保护槽112、防爆阀掩护槽113以及焊接引线避空位114,且极柱保护槽112和防爆阀掩护槽113位于下表面11a,焊接引线避空位114位于第一侧面11c上。
[0044]
在一些实施例中,下表面11a上开设有两个极柱保护槽112,并且极柱保护槽112位于防爆阀掩护槽113的两侧。
[0045]
上述的极柱保护槽112应当能够藏纳待焊接锂离子电池的极柱,同时,防爆阀掩护槽113能够覆盖住待焊接锂离子电池顶盖上的防爆阀,整个锂离子电池焊接保护装置1还可以完全覆盖待焊接的锂离子电池顶盖上的注液孔。而在一些实施例中,防爆阀掩护槽113覆盖住锂离子电池顶盖上的注液孔。
[0046]
在一些实施例中,极柱保护槽112和防爆阀掩护槽113可以连通,相互连通的极柱保护槽112和防爆阀掩护槽113在扣到待焊接的锂离子电池顶盖上时可以形成较大的封闭空间,从而避免封闭空间过于狭小空气被快速加热却不能快速排出。
[0047]
在一些实施例中,极柱保护槽112的深度与待焊接锂离子电池极柱在顶盖上的外露高度相当,以避免顶盖上外露的极柱将锂离子电池焊接保护装置1支起而导致锂离子电池焊接保护装置无法与顶盖外露表面完全贴合,如果焊接保护装置无法与顶盖外露表面完全贴合,则在进行激光封边焊接时,激光将沿着缝隙进入,并可能损伤极柱及极柱塑胶组件。当然,极柱保护槽112的深度可以高于待激光焊接的锂离子电池极柱在顶盖上的外露高度。
[0048]
在一些实施例中,极柱保护槽112的直径与待激光焊接锂离子电池极柱的直径相当,当极柱保护槽112的内壁与待激光焊接锂离子电池极柱侧壁相互接触时,可以及时散去激光焊接过程中产生的热量,避免锂离子电池极柱吸收的热量不能及时散去。
[0049]
上述的焊接引线避空位114开设在保护主体11的第一侧面11c上,为焊接引线预留空间,以方便待焊接锂离子电池的焊接引线从待焊接锂离子电池的顶盖边沿引出,同时便于进行焊接。
[0050]
在一些实施例中,焊接引线避空位114可以是一个或者两个或两个以上。当焊接引
线避空位114为一个时,比较适用于圆柱形锂离子电池的焊接,而当焊接引线避空位114为两个或者两个以上时,其可以对称性的设置在保护主体11高度方向的表面上,从而使得不管如何抓取锂离子电池焊接保护装置,均可以使得焊接引线从焊接引线避空位114上顺利引出,比较适合方形锂离子电池。此时,保护主体11上还包括第二侧面(附图中未予示意),第二侧面和第一侧面11c对称分布在保护主体11上,并且第二侧面开设有第二个焊接引线避空位。
[0051]
上述的保护主体11是具有一定厚度、硬度、机械强度的块体,可以有效的保护极柱塑胶件、注液孔及防爆阀,并且具有反射热量和导热的性能,便于反射激光和传导激光焊接过程中产生的热量。
[0052]
在一些实施例中,保护主体11的材质为钛锆钼合金、不锈钢、黄铜中的任一种。这几类材质均具有良好的反射率、导热系数,便于快速传导热量。也就是保护主体11位钛锆钼合金块体、不锈钢块体、黄铜块体中的任一种。
[0053]
由于钛锆钼合金的导热系数可达126w/(m
·
k),具有更为优异的导热效果,能够及时散热,优选钛锆钼合金材质的保护主体11,即保护主体11为钛锆钼合金块体。
[0054]
为了提高散热面积,加快散热过程,在一些实施例中,保护主体11的第一侧面11c(以及第二侧面,如果有的话)呈规则或不规则的齿轮状结构,或者规则或不规则的锯齿状结构、或者侧面为波浪形曲面。
[0055]
定位块12固定在保护主体11的上表面11b上,该定位块12的作用是便于机械手或者操作者抓取,同时还可以将锂离子电池焊接保护装置1固定在待焊接锂离子电池的顶盖表面,防止锂离子电池焊接保护装置1在工作过程中出现移动而影响焊接过程。
[0056]
在一些实施例中,定位块12具有磁性功能,也就是为磁性定位块,便于机械手或者操作者抓取和固定,防止操作过程中跌落引起生产事故。
[0057]
在一些实施例中,保护主体11的上表面11b上开设有定位块固定槽111,从而便于定位块12固定在保护主体11上。
[0058]
在一些实施例中,在定位块12的高度方向的表面上开设有定位块焊接引线避空位121,该定位块焊接引线避空位121开设的位置与保护主体11上的焊接引线避空位114开设的位置在空间上相匹配,以利于焊接引线的引出。
[0059]
在一些实施例中,定位块12通过焊接或者铆接的方式固定在保护主体11上。
[0060]
如果定位块12通过铆接固定在焊接保护装置11的上表面11b上,那么定位块12上开设有定位块固定孔122,并且保护主体11上有相匹配的铆接孔(图中未示意),使用时通过铆钉将定位块12固定在焊接保护装置11上即可。
[0061]
请参阅图3和图4,在一些实施例中,为了便于进行激光封边焊接,本实用新型锂离子电池焊接保护装置的保护主体11边沿上开设有便于进行激光焊接的台阶结构115。该台阶结构115开设在保护主体11的上表面11b的边沿,也就是设置在将保护主体11扣在锂离子电池顶盖时背对锂离子电池顶盖的表面的边沿,台阶结构115的台阶数量可以是一个也可以是若干个。
[0062]
请参阅图2、4、5、6,在一些实施例中,为了避免焊接过程中锂离子电池焊接保护装置走位而影响焊接效率甚至影响焊接效果,在保护主体11上开设有若干的限位孔116,这些定限位孔116主要通过机械手插入定位,从而起到将锂离子电池焊接保护装置1固定在待焊
接锂离子电池的顶盖表面,避免工作过程中发生走位。限位孔116在保护主体11可以是贯通孔,也可以是非贯通孔。
[0063]
使用本实用新型的锂离子电池焊接保护装置1时,只需要机械手或者人工操作将锂离子电池焊接保护装置扣在待焊接的锂离子电池顶盖上,固定好即可进行激光边封焊接。
[0064]
具体工作过程可以参阅图4、图5和图6。
[0065]
在图5和图6中,以hev6.2ah(其中,hev表示企业内部某电池型号)方形锂离子电池为例进行说明。
[0066]
该方形锂离子电池顶盖设计尺寸宽度为(11
±
0.5)mm,极柱设计尺寸为(8.3
±
0.1)mm,两边平均预留尺寸为1.35mm,极柱塑胶件与焊缝之间的间距过小,在进行激光边封焊接时,激光容易烧损甚至烧坏极柱塑胶件,导致产品不良率增多。
[0067]
在对该型号的方形锂离子电池进行激光边封焊接时,提供焊接保护装置1,该焊接保护装置1包括保护主体11和铆接在保护主体11上表面11b上的定位块12,保护主体11的材质为钛锆钼合金,定位块12的材质为磁铁,焊接保护主体11的下表面开设有两个极柱保护槽112,防爆阀掩护槽113,并且极柱保护槽112分布于防爆阀掩护槽113的两侧,该保护主体11还具有第一侧面11c和第二侧面(图示未标出),在第一侧面11c和第二侧面上均开设有焊接引线避空位114。
[0068]
通过机械手吸取图4所示意的锂离子电池焊接保护装置1的定位块12并将其扣在待焊接的hev6.2ah方形锂离子电池2的顶盖21上,确保待焊接的hev6.2ah方形锂离子电池顶盖21的外露极柱与锂离子电池焊接保护装置1的极柱保护槽112相匹配,同时保证锂离子电池焊接保护装置1的防爆阀掩护槽113完全覆盖住防爆阀、注液孔,并通过限位孔116将锂离子电池焊接保护装置1固定在电池顶盖21上,确保待焊接锂离子电池顶盖21的待焊接部位和待焊接锂离子电池壳体20待焊接部位均外露,具体结果如图5和图6,同时焊接引线由焊接引线避空位114(121)处引出;随后启动激光焊接设备进行激光焊,激光焊接结束,机械手取走锂离子电池焊接保护装置1。
[0069]
经过锂离子电池焊接保护装置1的保护,在进行hev6.2ah方形锂离子电池激光边封焊接时,可以有效的杜绝焊接飞溅物落入注液孔和防爆阀上,同时可以有效的避免激光焊接过程中产生的热量烧伤甚至烧坏极柱塑胶件。
[0070]
以上所述仅为本实用新型的优选实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本实用新型的专利保护范围内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips