
 商标分类
商标分类  商标转让
商标转让 
一种板材上下料加工中心生产线的制作方法
 2021-01-29 12:01:02|
2021-01-29 12:01:02| 244|
244| 起点商标网
起点商标网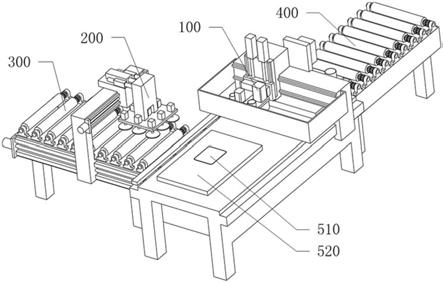
[0001]
本实用新型属于木工机械设备技术领域,具体涉及一种板材上下料加工中心生产线。
背景技术:
[0002]
自动上下料加工中心作为一款专业用于板式定制家具开料打孔的专用机器,完全取代了传统的推台钻和电子开料锯。
[0003]
如授权公告号为cn205342633u的实用新型专利公开了一种自动上下料加工中心生产线,能有效解决现有的木工加工中心自动化程度低、生产效率低的问题。其中,该自动上下料加工中心生产线包括上料机、加工中心和下料机,加工中心包括加工床身、可横向来回活动设于加工床身上的龙门架、可纵向来回活动设于龙门架上的滑台、可竖向来回活动设于滑台上的机头,机头包括镂铣机构、位于镂铣机构侧旁的排钻机构,加工床身的一侧缘设置用于板材定位的定位板机构,定位板机构由定位气缸和定位板组成,并且,滑台上设置抓料机构,抓料机构通过吸盘吸住板材,将其拖至加工中心的台面上,板材到位后,台面真空开关阀打开将板材吸附装夹在加工中心的台面上,便于机头自动对板材开始加工。
[0004]
可是,在上述自动上下料加工中心生产线的应用中,当完成开料工序后,需要操作员亲自将半成品板材或者余料板材取走,从而实现半成品板材与余料板材的分离,而这种人工方式劳动量大,且自动化程度还不太高,整体工作效率较低。
[0005]
可见,现有技术还有待改进和提高。
技术实现要素:
[0006]
鉴于上述现有技术的不足之处,本实用新型的目的在于提供一种板材上下料加工中心生产线,自动化程度高,减轻工作强度,提高效率,实现了余料板材与半成品板材的自动分离。
[0007]
为了达到上述技术目的,本实用新型采取了以下技术方案:
[0008]
一种板材上下料加工中心生产线,包括加工中心;所述加工中心包括加工床身、龙门架;所述龙门架可横向来回活动设于所述加工床身;其中,所述板材上下料加工中心生产线还包括:
[0009]
出料输送机构,其与所述加工床身的出口端相衔接;
[0010]
出料推板机构,其可竖向来回活动设于所述龙门架,所述出料推板机构设于所述龙门架下方以用于将板材推至所述出料输送机构;
[0011]
回收输送机构,其设于所述加工床身的一侧,所述回收输送机构的输送方向呈水平且垂直于所述出料输送机构的输送方向;
[0012]
吸板机构,其活动设于所述回收输送机构上以用于将板材转移至所述回收输送机构。
[0013]
所述的板材上下料加工中心生产线中,所述吸板机构包括:
[0014]
支撑龙门架,其可纵向来回活动设于所述回收输送机构上;
[0015]
第一移动座,其可横向来回活动设于所述支撑龙门架;
[0016]
第二移动座,其可纵向来回活动设于所述第一移动座的右侧;
[0017]
吸盘架,其固定连接于所述第二移动座的底部;
[0018]
吸盘,其可竖向来回活动设于所述吸盘架的底部。
[0019]
所述的板材上下料加工中心生产线中,所述吸盘架的顶面固定连接有阵列设置的第一伸缩气缸;所述吸盘固定连接于所述第一伸缩气缸的活塞杆。
[0020]
所述的板材上下料加工中心生产线中,所述第一伸缩气缸为单轴气缸。
[0021]
所述的板材上下料加工中心生产线中,所述回收输送机构的前后两侧分别设有第一直线导轨;所述支撑龙门架的两底部与所述第一直线导轨的滑块固定连接。
[0022]
所述的板材上下料加工中心生产线中,所述支撑龙门架设有第二直线导轨,所述第一移动座与所述第二直线导轨的滑块固定连接。
[0023]
所述的板材上下料加工中心生产线中,所述第一移动座的顶部固定连接有第二伸缩气缸和导向座;所述第二移动座固定连接于所述第二伸缩气缸的活塞杆;所述第二移动座的左侧固定连接有与所述导向座滑动连接的导向圆杆。
[0024]
所述的板材上下料加工中心生产线中,所述出料推板机构包括:
[0025]
第三伸缩气缸,其固定连接于所述龙门架的后侧;
[0026]
推板,其后端顶面固定连接于所述第三伸缩气缸的活塞杆;所述推板的前端往下弯折形成有作用部;所述作用部设有开口朝下的吸尘口,所述推板设有与所述吸尘口相通的内腔,所述推板固定连接有与所述内腔相导通的除尘管;所述推板固定设有导向滑座;
[0027]
导向条,其固定连接于所述龙门架且与所述导向滑座滑动连接。
[0028]
所述的板材上下料加工中心生产线中,所述作用部的后侧设有可转动的棍棒。
[0029]
所述的板材上下料加工中心生产线中,所述出料输送机构和回收输送机构为辊筒输送机。
[0030]
有益效果:
[0031]
与现有技术相比较,本实用新型提供了一种板材上下料加工中心生产线,自动化程度高,减轻工作强度,提高效率,实现了余料板材与半成品板材的自动分离。
[0032]
本实用新型在加工中心的基础上配置了吸板机构和出料推板机构,利用吸板机构将余料板材真空吸附并转移至回收输送机构上以便进行回收处理,然后通过出料推板机构将半成品板材推至出料输送机构,以便于将其输送至下一工序,从而有效将余料板材与半成品板材分离,无需人工搬运,降低工作人员的劳动强度,极大提供整体效率。
附图说明
[0033]
图1为本实用新型实施例提供的板材上下料加工中心生产线的结构立体图一。
[0034]
图2为本实用新型实施例提供的板材上下料加工中心生产线的俯视图。
[0035]
图3为本实用新型实施例提供的板材上下料加工中心生产线的右视图。
[0036]
图4为本实用新型实施例提供的板材上下料加工中心生产线的结构立体图二。
[0037]
图5为本实用新型实施例提供的板材上下料加工中心生产线中,吸板机构与回收输送机构的结构立体图一。
[0038]
图6为本实用新型实施例提供的板材上下料加工中心生产线中,吸板机构与回收输送机构的结构立体图二。
[0039]
图7为本实用新型实施例提供的板材上下料加工中心生产线中,加工中心的结构立体图。
[0040]
图8为本实用新型实施例提供的板材上下料加工中心生产线中,加工中心的右视图。
[0041]
图9为本实用新型实施例提供的板材上下料加工中心生产线中,出料推板机构的结构立体图。
[0042]
图10为本实用新型实施例提供的板材上下料加工中心生产线中,出料推板机构与加工中心的结构立体图。
[0043]
其中,100、加工中心;110、龙门架;120、加工床身;130、机头;140、定位板机构;
[0044]
200、吸板机构;210、支撑龙门架;220、第一移动座;230、第二移动座;240、吸盘;241、吸盘架;250、第二伸缩气缸;260、第一伸缩气缸;270、第一直线导轨;280、第二直线导轨;291、导向圆杆;292、导向座;
[0045]
300、回收输送机构;
[0046]
400、出料输送机构;
[0047]
510、半成品板材;520、余料板材;
[0048]
600、出料推板机构;610、推板;620、第三伸缩气缸;630、导向滑座;640、导向条;650、作用部;651、吸尘口;660、连接管口;670、棍棒。
具体实施方式
[0049]
本实用新型提供一种板材上下料加工中心生产线,为使本实用新型的目的、技术方案及效果更加清楚、明确,以下参照附图并举实施例对本实用新型进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本实用新型,并不用于限定本实用新型。
[0050]
在本实用新型的描述中,需要理解的是,术语“左”、“右”、“上”、“下”、“前”、“后”、“顶”、“底”等指示的方位或位置关系为本实用新型基于附图的方位或位置关系,仅是为了便于描述本实用新型和简化描述。另外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性或隐含指明所指示的技术特征的数量。
[0051]
需要说明的是,如图2所示,以前后方向为横向,以左右方向为纵向,以上下方向为竖向。
[0052]
请参阅图1、图2、图3、图4、图7、图8,本实用新型实施例提供一种板材上下料加工中心生产线,包括用于给板材进行开料工作的加工中心100;所述加工中心100包括加工床身120、龙门架110。所述龙门架110通过直线导轨的驱动作用可横向来回活动设于所述加工床身120。加工床身120设置定位板机构140,可对送至加工床身120上的板材进行精确定位,以便于加工中心100通过其设置的机头130完成板材的开料工作。
[0053]
其中,所述板材上下料加工中心生产线还包括出料输送机构400、出料推板机构600、回收输送机构300、吸板机构200。
[0054]
回收输送机构300设于所述加工床身120的一侧,所述回收输送机构300的输送方向呈水平且垂直于所述出料输送机构400的输送方向,便于将余料板材520输送走。在本实
施例中,回收输送机构300设置在加工床身120的左侧。
[0055]
吸板机构200活动设于所述回收输送机构300上以用于将余料板材520转移至所述回收输送机构300。吸板机构200可进行三维移动(也即横向、纵向和竖向),将余料板材520真空吸附,并转移至回收输送机构300上,方便将余料板材520进行回收处理,同时将半成品板材510留在加工床身120的工作台面上。
[0056]
出料输送机构400与所述加工床身120的出口端相衔接,用于输送从加工床身120转移过来的半成品板材510。
[0057]
出料推板机构600可竖向来回活动设于所述龙门架110,所述出料推板机构600设于所述龙门架110下方以用于将半成品板材510推至所述出料输送机构400。出料推板机构600能够随着龙门架110横向移动,移动至半成品板材510的前侧后,出料推板机构600沿着高度方向下移至一定高度,然后出料推板机构600在龙门架110的带动下反向移动,将半成品板材510推向出料输送机构400上。
[0058]
通过吸板机构200与出料推板机构600的作用,实现了在开料工作完毕余料板材520与半成品板材510的自动分离,过程中无需人工搬运板材,完全实现板材的自动输送,大大降低工作人员的劳动强度,且提高工作效率。
[0059]
在本实施例中,所述出料输送机构400和回收输送机构300可以但不限于为辊筒输送机。
[0060]
如图1、图4、图5、图6所示,具体的,所述吸板机构200包括支撑龙门架210、第一移动座220、第二移动座230、吸盘架241、吸盘240。
[0061]
支撑龙门架210可纵向来回活动设于所述回收输送机构300上,进而可以带动吸盘240左右来回移动,不仅可调节吸盘240的位置,方便吸盘240靠近加工床身120,而且可使被吸盘240真空吸附的余料板材520平稳安全的落至回收输送机构300上。
[0062]
第一移动座220可横向来回活动设于所述支撑龙门架210,通过第一移动座220来回移动,调整吸盘240在横向上的位置,以使吸盘240能对准余料板材520的位置,方便吸盘240能够稳定吸附住余料板材520。
[0063]
第二移动座230可纵向来回活动设于所述第一移动座220的右侧,第二移动座230可相对第一移动座220左右移动,并在支撑龙门架210右移到位后,通过第二移动座230往右移动,带动吸盘240移动至加工床身120的上方,方便吸盘240对余料板材520进行真空吸附。
[0064]
吸盘架241可通过焊接方式固定连接于所述第二移动座230的底部。吸盘240可竖向来回活动设于所述吸盘架241的底部。在支撑龙门架210、第一移动座220、第二移动座230的位置调节作用下,吸盘240移动至余料板材520的正上方,然后吸盘240下移,利用真空吸附原理紧紧吸附住余料板材520,并带着余料板材520上移;最终经过支撑龙门架210、第一移动座220、第二移动座230的位置调节作用下,吸盘240带动余料板材520下移,将其安全稳定的放置在回收输送机构300上。
[0065]
如图5所示,更具体的,所述吸盘架241的顶面通过螺栓连接方式固定连接有阵列设置的第一伸缩气缸260;所述吸盘240通过螺栓连接方式固定连接于所述第一伸缩气缸260的活塞杆。吸盘240与第一伸缩气缸260一一对应设置,可以根据实际情况控制对应第一伸缩气缸260工作,在第一伸缩气缸260的活塞杆伸缩作用下,促使吸盘240竖向移动,以完成对余料板材520真空吸附工作以及放置余料板材520至回收输送机构300上。
[0066]
在本实施例中,所述第一伸缩气缸260为单轴气缸。
[0067]
比如,在加工中心100完成开料后,在加工床身120上留有余料板材520与半成品板材510,如图1所示。那么,控制吸板机构200工作,将余料板材520取走,放置于回收输送机构300上。当调整好吸盘240的位置后,控制位于吸盘架241顶面四侧的第一伸缩气缸260工作,吸盘240在第一伸缩气缸260的活塞杆伸长作用下往下移动至余料板材520的表面上,然后进行真空吸盘。通过如此设计,可避免半成品板材510因被吸盘240真空吸附住而随着余料板材520一并送至回收输送机构300,而且有利于完成余料板材520与半成品板材510的分离。
[0068]
对于第一伸缩气缸260的控制,可以由人工来控制或者现有加工中心100配置的工控电脑控制。
[0069]
如图5、图6所示,具体的,所述回收输送机构300的前后两侧通过螺栓安装方式分别固定设有第一直线导轨270;所述支撑龙门架210的两底部与所述第一直线导轨270的滑块固定连接。启动第一直线导轨270的电机,使得支撑龙门架210随着第一直线导轨270的滑块一起移动,移动过程比较快速稳定。
[0070]
所述支撑龙门架210的顶部右侧固定设有第二直线导轨280,所述第一移动座220与所述第二直线导轨280的滑块固定连接。启用第二直线导轨280的电机,使得第一移动座220能够跟着第二直线导轨280的滑块横向来回移动。在本实施例中,第一移动座220在主视角度看呈l形。当然,在第二直线导轨280设置在支撑龙门架210的顶面时,第一移动座220可以是板状。
[0071]
所述第一移动座220的顶部通过螺栓安装方式固定连接有第二伸缩气缸250和导向座292。所述第二移动座230固定连接于所述第二伸缩气缸250的活塞杆;所述第二移动座230的左侧通过焊接固定连接有与所述导向座292滑动连接的导向圆杆291。在第二伸缩气缸250的工作下,第二移动座230可相对于第一移动座220左右移动。导向座292开设有适于导向圆杆291插入的圆孔,在第二伸缩气缸250工作时,导向圆杆291可相对导向座292滑动,从而起到一定的导向、支撑作用,减轻第二伸缩气缸250所承受的来自第二移动座230的作用力,延长第二伸缩气缸250的使用寿命,保证第二移动座230移动顺畅稳定。
[0072]
如图1、图7、图8、图9、图10所示,具体的,所述出料推板机构600包括第三伸缩气缸620、推板610、导向条640。
[0073]
所述第三伸缩气缸620通过螺栓安装方式固定连接于所述龙门架110的后侧。
[0074]
所述推板610的后端顶面固定连接于所述第三伸缩气缸620的活塞杆,可经由第三伸缩气缸620的活塞杆带动下竖向来回移动。
[0075]
所述推板610的前端往下弯折形成有作用部650,作用部650的背面与半成品板材510的前侧面相接触,在龙门架110往后移动时作用部650施以作用力于半成品板材510,从而推着半成品板材510往后移动,移动至出料输送机构400。
[0076]
所述作用部650设有开口朝下的吸尘口651,所述推板610设有与所述吸尘口651相通的内腔(图中未示出),所述推板610固定连接有与所述内腔相导通的除尘管(图中未示出)。推板610的顶部设置有与内腔相通的连接管口660,除尘管与连接管口660螺纹连接,在除尘设备运作下,加工床身120上积留的木屑、灰尘等经过吸尘口651而被吸进除尘管内。
[0077]
推板610在第三伸缩气缸620工作下往下移动后,吸尘口651距离加工床身120的表
面1至5毫米,在龙门架110的带动下,作用部650可推着半成品板材510移动,同时吸尘口651可对加工床身120进行吸尘处理,保持加工床身120的干净,从而避免木屑等对加工床身的工作造成负面影响以使得板材无法紧紧贴在加工床身,从而导致开料效果不佳。
[0078]
所述推板610通过焊接方式固定设有导向滑座630;所述导向条640固定连接于所述龙门架110且与所述导向滑座630滑动连接。通过导向滑座630和导向条640的设置,可使得推板610的竖向移动更加平稳。
[0079]
在本实施例中,推板610采用金属如铁制成。
[0080]
更具体的,所述作用部650的后侧设有可转动的棍棒670,作用部650的背面固定设有固定部,棍棒670的转轴两端分别穿设于所述固定部,使得棍棒670可相对作用部650转动。棍棒670可以由塑料材料制成,避免半成品板材的表面受到作用部的硬性伤害而变为废品,从而提高开料合格率。
[0081]
综上所述,本实用新型提供了一种板材上下料加工中心生产线,自动化程度高,减轻工作强度,提高效率,实现了余料板材与半成品板材的自动分离。
[0082]
本实用新型在加工中心的基础上配置了吸板机构和出料推板机构,利用吸板机构将余料板材真空吸附并转移至回收输送机构上以便进行回收处理,然后通过出料推板机构将半成品板材推至出料输送机构,以便于将其输送至下一工序,从而有效将余料板材与半成品板材分离,无需人工搬运,降低工作人员的劳动强度,极大提供整体效率。
[0083]
而且,在推板设置吸尘口,可对加工床身进行吸尘处理,避免木屑等对加工床身的工作造成负面影响以使得板材无法紧紧贴在加工床身,从而导致开料效果不佳。
[0084]
可以理解的是,对本领域普通技术人员来说,可以根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,而所有这些改变或替换都应属于本实用新型所附的权利要求的保护范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips