
 商标分类
商标分类  商标转让
商标转让 
一种引线框架和散热片自动铆接系统的制作方法
 2021-01-29 12:01:31|
2021-01-29 12:01:31| 258|
258| 起点商标网
起点商标网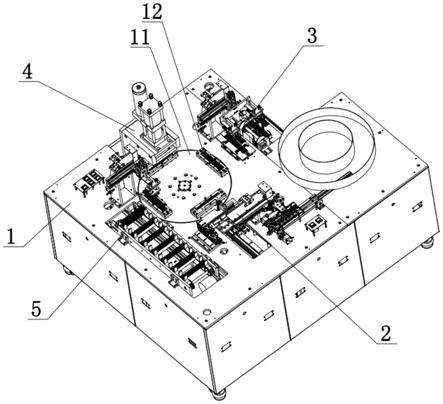
[0001]
本实用新型涉及自动化设备,尤其涉及一种引线框架和散热片自动铆接系统。
背景技术:
[0002]
引线框架是微电子后道封装非常关键的半导体材料之一,成品框架需要由引线框架与散热片铆接连接而成,传统的成品框架的引线框架与散热片人工手工铆接,铆接效率低,铆接产品质量不一致,人工成本高。
技术实现要素:
[0003]
本申请人针对以上缺点,进行了研究改进,提供一种引线框架和散热片自动铆接系统。
[0004]
本实用新型所采用的技术方案如下:
[0005]
一种引线框架和散热片自动铆接系统,包括机架,所述机架上连接转盘,所述转盘上设置四个铆接定位座,所述铆接定位座开设散热片定位槽,所述机架位于转盘周围连接散热片上料机构、引线框架上料机构、铆接机构和出料机构。
[0006]
作为上述技术方案的进一步改进:
[0007]
所述散热片上料机构包括振动进料盘,散热片中转机构和散热片上料机械手,所述散热片中转机构包括散热片中转机械手和散热片纵移中转定位台,所述散热片中转机械手包括散热片中转抓取吸盘,所述散热片中转抓取吸盘设置在振动进料盘尾端上方,且所述散热片中转抓取吸盘通过升降座连接散热片横移座,所述散热片横移座连接中转横移支架,所述散热片纵移中转定位台位于中转横移支架下方,所述散热片上料机械手包括设置散热片纵移中转定位台上方的纵移座,所述纵移座通过升降座连接散热片上料抓取吸盘。
[0008]
所述机架位于振动进料盘尾端连接散热片输送线,所述散热片输送线靠近散热片纵移中转定位台一端设置定位挡板,所述散热片横移座和散热片中转抓取吸盘位于散热片输送线上端。
[0009]
所述散热片纵移中转定位台上设置散热片夹持条、散热片固定定位柱和散热片活动定位柱,所述散热片活动定位柱穿在散热片纵移中转定位台上开设的腰型孔内。
[0010]
所述引线框架上料机构包括引线框架升降输送线、引线框架上料机械手和引线框架中转定位台,所述引线框架升降输送线上连接若干定位引线框架的定位座,所述引线框架上料机械手包括引线框架上料支架,引线框架上料支架上连接引线框架移动座,所述引线框架移动座连接升降座,所述升降座上通过安装装板连接引线框架上料夹爪和引线框架中转夹爪。
[0011]
所述引线框架中转定位台上设置引线框架前定位座、引线框架后定位座、引线框架侧固定定位座和引线框架侧活动定位座。
[0012]
所述铆接机构包括位于转盘的铆接定位座上方的铆接头,所述铆接头连接铆接驱动部件,所述铆接驱动部件通过铆接支架连接机架。
[0013]
所述出料机构包括出料机械手和出料输送线,所述出料机械手包括出料吸盘,所述出料吸盘设置在转盘的铆接定位座上方,所述出料吸盘连接将铆接好的散热片和引线框架送至出料输送线的吸盘运动机构,所述出料输送线上连接用于定位铆接好的散热片和引线框架的定位板。
[0014]
所述吸盘运动机构包括与出料吸盘连接的转座,所述转座连接通过出料升降座连接出料移动座,所述出料移动座通过出料支架连接机架。
[0015]
本实用新型的有益效果如下:所述引线框架和散热片自动铆接系统,可连续自动进行散热片与引线框架的铆接操作,提高铆接效率和铆接产品质量,并降低人工成本。
附图说明
[0016]
图1为本实用新型提供的引线框架和散热片自动铆接系统的结构示意图。
[0017]
图2为本实用新型提供的引线框架和散热片自动铆接系统转盘处的俯视图。
[0018]
图3为本实用新型提供的引线框架和散热片自动铆接系统散热片上料机构前半部分的结构示意图。
[0019]
图4为本实用新型提供的引线框架和散热片自动铆接系统散热片上料机构后半部分的结构示意图。
[0020]
图5为本实用新型提供的引线框架和散热片自动铆接系统散热片纵移中转定位台处的俯视图。
[0021]
图6为本实用新型提供的引线框架和散热片自动铆接系统引线框架上料机构的结构示意图。
[0022]
图7为本实用新型提供的引线框架和散热片自动铆接系统引线框架中转定位台处的俯视图。
[0023]
图8为本实用新型提供的引线框架和散热片自动铆接系统铆接机构的结构示意图。
[0024]
图9为本实用新型提供的引线框架和散热片自动铆接系统出料机构的结构示意图。
[0025]
图中:1、机架;11、转盘;12、铆接定位座;121、散热片定位槽;2、散热片上料机构;21、振动进料盘;22、散热片上料机械手;221、纵移座;222、散热片上料抓取吸盘;23、散热片中转机械手;231、散热片中转抓取吸盘;232、散热片横移座;233、中转横移支架;24、散热片纵移中转定位台;241、散热片夹持条;242、散热片固定定位柱;243、散热片活动定位柱;25、散热片输送线;251、定位挡板;3、引线框架上料机构;31、引线框架升降输送线;311、定位座;32、引线框架上料机械手;321、引线框架上料支架;322、引线框架移动座;323、引线框架上料夹爪;324、引线框架中转夹爪;33、引线框架中转定位台;331、引线框架前定位座;332、引线框架后定位座;333、引线框架侧固定定位座;334、引线框架侧活动定位座;4、铆接机构;41、铆接头;42、铆接驱动部件;43、铆接支架;5、出料机构;51、出料机械手;511、出料吸盘;52、出料输送线;521、定位板;53、吸盘运动机构;531、转座;532、出料移动座;533、出料支架。
具体实施方式
[0026]
下面结合附图,说明本实施例的具体实施方式。
[0027]
如图1至图9所示,本实施例的引线框架和散热片自动铆接系统,包括机架1,机架1上连接转盘11,转盘11上设置四个铆接定位座12,铆接定位座12开设散热片定位槽121,机架1位于转盘11周围连接散热片上料机构2、引线框架上料机构3、铆接机构4和出料机构5。
[0028]
散热片上料机构2包括振动进料盘21,散热片中转机构和散热片上料机械手22,机架1位于振动进料盘21尾端连接散热片输送线25,散热片输送线25靠近散热片纵移中转定位台24一端设置定位挡板251,散热片中转机构包括散热片中转机械手23和散热片纵移中转定位台24,散热片中转机械手23包括散热片中转抓取吸盘231,散热片中转抓取吸盘231设置在散热片输送线25上方,且散热片中转抓取吸盘231通过升降座连接散热片横移座232,散热片横移座232连接中转横移支架233,散热片纵移中转定位台24位于中转横移支架233下方,散热片上料机械手22包括设置散热片纵移中转定位台24上方的纵移座221,纵移座221通过升降座连接散热片上料抓取吸盘222。
[0029]
散热片纵移中转定位台24上设置散热片夹持条241、散热片固定定位柱242和散热片活动定位柱243,散热片活动定位柱243穿在散热片纵移中转定位台24上开设的腰型孔内。
[0030]
引线框架上料机构3包括引线框架升降输送线31、引线框架上料机械手32和引线框架中转定位台33,引线框架升降输送线31上连接若干定位引线框架的定位座311,引线框架上料机械手32包括引线框架上料支架321,引线框架上料支架321上连接引线框架移动座322,引线框架移动座322连接升降座,升降座上通过安装装板连接引线框架上料夹爪323和引线框架中转夹爪324。
[0031]
引线框架中转定位台33上设置引线框架前定位座331、引线框架后定位座332、引线框架侧固定定位座333和引线框架侧活动定位座334。
[0032]
铆接机构4包括位于转盘11的铆接定位座12上方的铆接头41,铆接头41连接铆接驱动部件42,铆接驱动部件42通过铆接支架43连接机架1。
[0033]
出料机构5包括出料机械手51和出料输送线52,出料机械手51包括出料吸盘511,出料吸盘511设置在转盘11的铆接定位座12上方,出料吸盘511连接将铆接好的散热片和引线框架送至出料输送线52的吸盘运动机构53,吸盘运动机构53包括与出料吸盘511连接的转座531,转座531连接通过出料升降座连接出料移动座532,出料移动座532通过出料支架533连接机架1,出料输送线52上连接用于定位铆接好的散热片和引线框架的定位板521。
[0034]
本实施例的引线框架和散热片自动铆接系统的铆接方法,包括以下步骤:
[0035]
1)散热片上料:转盘11转动带动其上的铆接定位座12转动至散热片上料机构2一侧,振动进料盘21进料到达散热片输送线25,通过散热片输送线25输送散热片,并通过定位挡板251挡住散热片,然后散热片中转抓取吸盘231下降抓取散热片输送线25上的散热片,散热片中转抓取吸盘231抓住散热片上升,然后散热片横移座232带动散热片横移,同时,散热片纵移中转定位台24纵移到中转横移支架233下方,散热片横移座232移动至散热片纵移中转定位台24上方,散热片中转抓取吸盘231将抓取的散热片放置到散热片纵移中转定位台24,散热片通过散热片夹持条241调节前、后位置,通过散热片固定定位柱242和散热片活动定位柱243调节左、右位置,实现散热片在散热片纵移中转定位台24上的定位,定位好后,
散热片纵移中转定位台24纵移至散热片上料机械手22的纵移座221下端,纵移座221上的升降座带动散热片上料抓取吸盘222下降,抓取散热片纵移中转定位台24上定位好的散热片,升降座带动散热片上料抓取吸盘222上升复位,然后纵移座221带动散热片上料抓取吸盘222及其抓取的散热片纵移至转盘11的铆接定位座12上方,升降座再次带动散热片上料抓取吸盘222下降,将散热片上料抓取吸盘222抓取的散热片,放置到铆接定位座12的散热片定位槽121内,定位住散热片。
[0036]
2)引线框架上料:转盘11再次转动带动其上的铆接定位座12转动,使定位有散热片的铆接定位座12转动至引线框架上料机构3一侧,引线框架放置到引线框架升降输送线31的定位座311上,定位引线框架,即可通过引线框架升降输送线31输送引线框架,同时引线框架上料机械手32的引线框架移动座322带动升降座和安装板移动,即可带动安装板上连接的引线框架中转夹爪324移动至引线框架升降输送线31的定位座311上方,升降座带动安装板下降,引线框架中转夹爪324下降,夹取定位座311上的引线框架,然后升降座带动安装板上升复位,引线框架移动座322复位,可将引线框架中转夹爪324送至引线框架中转定位台33上方,升降座带动安装板下降,即可将引线框架中转夹爪324上夹取的引线框架放置到引线框架中转定位台33,引线框架通过引线框架前定位座331、引线框架后定位座332定位前、后,通过引线框架侧固定定位座333和引线框架侧活动定位座334定位左、右,实现引线框架中转定位,引线框架中转定位的同时,也进行上料操作,在引线框架中转夹爪324抓取定位座311上引线框架时,引线框架上料夹爪323也抓取引线框架中转定位台33上定位的引线框架,升降座带动安装板上升复位,引线框架移动座322复位,引线框架上料夹爪323移动至定位有散热片的铆接定位座12上方,升降座带动安装板下降,将引线框架上料夹爪323上夹取的引线框架,放置到铆接定位座12的散热片上,散热片上的铆钉穿入引线框架的铆接孔内,即可通过散热片定位连接引线框架;
[0037]
3)自动铆接:转盘11再次转动带动其上的铆接定位座12转动,使定位有散热片和引线框架的铆接定位座12转动至铆接机构4一侧,铆接定位座12运动至铆接头41正下方,并停住,然后铆接驱动部件42带动铆接头41下压,即可将铆接定位座12上的散热片和引线框架铆接连接到一起;
[0038]
4)出料:转盘11再次转动带动其上的铆接定位座12转动,铆接定位座12将铆接好的散热片和引线框架转动至出料机构5一侧,出料机构5的升降座带动出料吸盘511吸住铆接定位座12上铆接好的散热片和引线框架,然后升降座带动出料吸盘511上升复位,然后转座531带动出料吸盘511和铆接好的散热片和引线框架转动90
°
,出料移动座532带动出料吸盘511和铆接好的散热片和引线框架移动至出料输送线52上方,升降座再次带动出料吸盘511上升,即可将出料吸盘511上吸取的铆接好的散热片和引线框架放置到出料输送线52上的定位板521之间,即可通过出料输送线52将铆接好的散热片和引线框架送出收集。
[0039]
以上描述是对本实用新型的解释,不是对实用新型的限定,本实用新型所限定的范围参见权利要求,在不违背本实用新型的基本结构的情况下,本实用新型可以作任何形式的修改。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips