
 商标分类
商标分类  商标转让
商标转让 
吹嘴、电子吹奏乐器及吹嘴的制造方法与流程
 2021-01-28 12:01:44|
2021-01-28 12:01:44| 275|
275| 起点商标网
起点商标网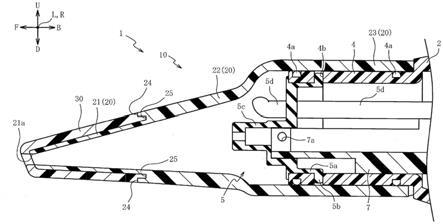
[0001]
本发明涉及一种吹嘴(mouthpiece)、电子吹奏乐器及吹嘴的制造方法,特别是涉及一种能够一方面抑制旋转构件的破损,一方面提高含着吹嘴时的触感的吹嘴、电子吹奏乐器及吹嘴的制造方法。
背景技术:
[0002]
已经知道如下的电子吹奏乐器:在吹入演奏者的呼气的吹嘴设置簧片(reed),生成与所述簧片被演奏者咬住时的咬入量相应的乐音。例如,在专利文献1中,记载了如下的电子吹奏乐器:使围绕着规定的轴旋转的旋转构件(悬臂(cantilever))的前端抵接于簧片的内表面,利用传感器(霍尔元件)检测旋转构件的基端的旋转量。根据所述电子吹奏乐器,能够基于旋转构件的旋转量,检测簧片的咬入量,生成与所述检测结果相应的乐音。
[0003]
[现有技术文献]
[0004]
[专利文献]
[0005]
[专利文献1]日本专利特开昭63-289591号公报(例如,第4页右上栏第8行至第16行,第1图)
技术实现要素:
[0006]
[发明所要解决的问题]
[0007]
在这种电子吹奏乐器中,有如下的电子吹奏乐器:构成为在将旋转构件支撑于乐器本体的状态下,只吹嘴能够拆装地设置(例如,参照本申请的图1)。通过如上所述的构成,只要将如上所述的带簧片的吹嘴安装于乐器本体,就能够进行模拟包含簧片的乐器(例如,萨克斯)的演奏。另一方面,通过更换成无簧片的吹嘴,能够进行模拟不含簧片的乐器(例如,葫芦丝或竖笛(recorder))的演奏。
[0008]
这时,无簧片的吹嘴要求软质材料,以提高演奏者含着时的触感。但是,例如,如果使用软质材料形成无簧片的整个吹嘴,则吹嘴会因为外力而容易变形。因为所述吹嘴的变形,外力也会到达旋转构件,所以存在旋转构件有可能破损的问题。
[0009]
本发明为了解决所述问题而完成,其目的在于提供一种吹嘴、电子吹奏乐器及吹嘴的制造方法,能够一方面抑制旋转构件的破损,一方面提高含着吹嘴时的触感。
[0010]
[解决问题的手段]
[0011]
为了实现所述目的,本发明的吹嘴构成为能够拆装地设置于电子吹奏乐器的乐器本体,且包括:筒状的硬质部,利用树脂材料而形成;以及软质部,包覆于所述硬质部的至少前端侧的外周面,利用比所述硬质部更软质的树脂材料而与所述硬质部一体地形成。
[0012]
本发明的电子吹奏乐器包括:所述吹嘴;以及乐器本体,构成为所述吹嘴能够拆装地设置。
[0013]
本发明的吹嘴的制造方法是构成为能够拆装地设置于电子吹奏乐器的乐器本体的吹嘴的制造方法,其包括:第一工序,利用树脂材料而形成筒状的硬质部;以及第二工序,
在通过所述第一工序而形成的所述硬质部的至少前端侧的外周面,一体地包覆比所述硬质部更软质的树脂材料的软质部。
附图说明
[0014]
图1中的(a)是第一实施方式的电子吹奏乐器的立体图,图1中的(b)是表示从图1中的(a)的状态拆下吹嘴的状态的电子吹奏乐器的立体图。
[0015]
图2是电子吹奏乐器的局部放大剖面图。
[0016]
图3是表示从乐器本体拆下旋转构件的状态的电子吹奏乐器的局部放大剖面图。
[0017]
图4中的(a)是表示利用模具使吹嘴的硬质部成形的状况的剖面图,图4中的(b)是表示从图4中的(a)的状态使第一上模脱模的状态的剖面图,图4中的(c)是表示从图4中的(b)的状态利用模具使硬质部与软质部一体地成形的状况的剖面图,图4中的(d)是表示从图4中的(c)的状态使第二上模及下模脱模的状态的剖面图。
[0018]
图5是第二实施方式的电子吹奏乐器的局部放大剖面图。
[0019]
图6中的(a)是表示利用模具使吹嘴的硬质部成形的状况的剖面图,图6中的(b)是表示从图6中的(a)的状态使第一模、第二模及第一模芯脱模的状态的剖面图,图6中的(c)是表示从图6中的(b)的状态利用模具使硬质部与软质部一体地成形的状况的剖面图,图6中的(d)是表示从图6中的(c)的状态使第三模、第四模及第二模芯脱模的状态的剖面图。
[0020]
图7是第三实施方式的电子吹奏乐器的局部放大剖面图。
[0021]
[符号的说明]
[0022]
1:电子吹奏乐器
[0023]
2:乐器本体
[0024]
6:旋转构件
[0025]
10、210、310:吹嘴
[0026]
20、220、320:硬质部
[0027]
21:小径部
[0028]
22:大径部
[0029]
24:连接面
[0030]
25:凹部
[0031]
226、327:埋入部
[0032]
30、230、330:软质部
具体实施方式
[0033]
以下,参照随附附图,说明优选实施方式。首先,参照图1中的(a)及图1中的(b),说明第一实施方式的电子吹奏乐器1。图1中的(a)是第一实施方式的电子吹奏乐器1的立体图,图1中的(b)是表示从图1中的(a)的状态拆下吹嘴10的状态的电子吹奏乐器1的立体图。
[0034]
此外,图1中的(a)及图1中的(b)的箭头u-d、箭头f-b、箭头l-r分别表示电子吹奏乐器1的上下方向、前后方向、左右方向,在图1中的(a)及图1中的(b)以后的图中也是同样。但是,电子吹奏乐器1的上下方向、前后方向、左右方向不一定与电子吹奏乐器1的使用时的上下方向、前后方向、左右方向相一致。
[0035]
另外,在说明电子吹奏乐器1的各部时,将电子吹奏乐器1的前端侧(图1中的(a)及图1中的(b)的箭头f方向侧)记作“前端”侧,将电子吹奏乐器1的后端侧(箭头b方向侧)记作“基端”侧而进行说明。
[0036]
如图1中的(a)及图1中的(b)所示,电子吹奏乐器1是模拟不含被演奏者咬入的簧片的乐器(例如,葫芦丝或竖笛)的电子乐器。电子吹奏乐器1包括:乐器本体2,在内部配设各种电子零件;多个操作件3,配设于所述乐器本体2的外表面(例如,上表面或左右侧面);以及吹嘴10,以包围后述旋转构件6的周围的方式安装于乐器本体2。
[0037]
乐器本体2是如下的框体:内部配设有用于检测演奏者的呼气的呼吸传感器(breath sensor)(未图示)、配设有所述呼吸传感器的基板(未图示)等电子零件。乐器本体2在前后方向(箭头f-r方向)上形成得较长,将吹嘴10拆装自如地固定于所述前端(长度方向一端)。
[0038]
吹嘴10包括硬质部20、及包覆于所述硬质部20的外周面的软质部30,且将前端侧形成为前端逐渐变细的筒状。在硬质部20的内部形成有空洞,在所述空洞的前端侧,开口形成后述吹入口21a。利用呼吸传感器(未图示)来检测伴随着对吹入口21a的呼气的吹入而产生的气压的变化,并基于所述检测结果,控制所生成的乐音的音量等。
[0039]
操作件3是用于进行所生成的乐音信号的音高、演奏模式、赋予至乐音的效果等各种设定的开关。因此,例如,通过一边对操作件3进行操作,一边对吹嘴10的吹入口21a吹入呼气,而生成模拟葫芦丝或竖笛的电子音。
[0040]
接着,参照图2及图3,说明电子吹奏乐器1的详细构成。图2是电子吹奏乐器1的局部放大剖面图,图3是表示从乐器本体2拆下旋转构件6的状态的电子吹奏乐器1的局部放大剖面图。在图2及图3中,图示利用与电子吹奏乐器1的左右方向(箭头l-r方向)正交的平面加以切断的剖面,即图示利用包含吹嘴10的吹入口21a的平面加以切断的剖面。
[0041]
此外,在图2及图3中,为了简化附图,省略电子吹奏乐器1的一部分的图示,并且省略一部分剖面的影线。另外,在以下的说明中,有时将乐器本体2的前后方向(箭头f-b方向)记作吹嘴10的“轴方向”而进行说明。
[0042]
如图2所示,电子吹奏乐器1包括:筒状的筒状部4,形成于乐器本体2的前端;施力构件5,嵌入至所述筒状部4的内周侧;旋转构件6,插入至所述施力构件5;以及支撑构件7,支撑所述旋转构件6。
[0043]
筒状部4是拆装自如地嵌入吹嘴10的部位。在筒状部4的外周面,形成有一对沿圆周方向的沟槽,在所述一对沟槽分别嵌入气密构件4a。气密构件4a是使用橡胶状弹性体而形成的环状的o型圈。
[0044]
筒状部4包括形成于一对气密构件4a之间的区域的贯通孔4b,贯通孔4b是在筒状部4的径向上延伸的孔。贯通孔4b在筒状部4的圆周方向上等间隔地形成有多个(本实施方式中为四个),在所述多个贯通孔4b嵌入施力构件5。
[0045]
施力构件5包括:筒状的本体部5a,堵塞前端侧;多个突部5b,从所述本体部5a的外周面在径向上突出;施力部5c,从本体部5a的前表面突出;以及导入管5d,形成于所述施力部5c的上方侧;并且利用橡胶状弹性体一体地形成所述各部。
[0046]
施力构件5的突部5b在本体部5a的外周面形成有多个(本实施方式中为四个),通过使所述多个突部5b嵌入至筒状部4的贯通孔4b,而将施力构件5固定于筒状部4的内周侧。
施力构件5的施力部5c是用于将旋转构件6向下方施力的部位。施力部5c形成为大致筒状,在施力部5c的内周侧插通旋转构件6。
[0047]
导入管5d是用于对未图示的呼吸传感器导入呼气的管。导入管5d将本体部5a的前表面侧与后表面侧加以连接,从吹嘴10的吹入口21a吹入的呼气通过导入管5d而导入至呼吸传感器。基于所述呼气的检测进行乐音的生成,但是当将带簧片的吹嘴(未图示)安装于筒状部4时,利用旋转构件6检测簧片的咬入量,生成与所述咬入量相应的乐音。
[0048]
旋转构件6是在长度方向中央形成旋转轴6a的棒状构件。旋转轴6a是以使轴朝向左右的姿势从旋转构件6的侧面突出而形成,使所述旋转轴6a嵌入至支撑构件7的贯通孔7a(参照图3)。
[0049]
支撑构件7设置成一边固定于筒状部4的内周侧(乐器本体2),一边延伸至筒状部4的前端侧,在支撑构件7的前端侧能够旋转地支撑旋转构件6的旋转轴6a。通过将支撑构件7的前端部分嵌入至施力构件5的施力部5c,而将旋转构件6插入至施力部5c。由此,在比旋转轴6a更靠前端侧的位置,利用施力部5c包覆旋转构件6的一部分。
[0050]
当将带簧片的吹嘴(未图示)安装于筒状部4时,旋转构件6的前端抵接于所述簧片的内表面。施力部5c是用于对旋转构件6的前端侧朝向簧片的内表面(下方)进行施力,以形成所述抵接状态的部位。
[0051]
通过从旋转构件6抵接于簧片的状态,咬入簧片,而使得旋转构件6围绕着旋转轴6a旋转,利用未图示的光传感器测量所述旋转量。
[0052]
如上所述,为了检测安装有带簧片的吹嘴时的簧片的咬入量,旋转构件6的前端设置成朝向吹嘴的内周侧突出。因此,在从筒状部4拆下吹嘴10的状态下(参照图1),旋转构件6的前端侧从乐器本体2露出。
[0053]
这时,当整个吹嘴10是使用柔软的材质(例如,橡胶状弹性体)而形成的构成时,能够提高含着吹嘴10时的触感,另一方面,当对吹嘴10施加外力时,有可能因为吹嘴10的变形而对旋转构件6也施加外力。与此相对,在本实施方式中,呈如下的构成:能够一方面使含着吹嘴10时的触感提高,一方面在安装有吹嘴10的状态下保护旋转构件6。以下对所述构成进行说明。
[0054]
吹嘴10包括:硬质部20,嵌入至筒状部4;以及软质部30,包覆于所述硬质部20的外周面。硬质部20包括:小径部21,构成硬质部20的前端侧的部位;大径部22,与所述小径部21的基端连接;以及筒部23,与所述大径部22的基端连接;并且利用树脂材料而一体地形成各部。
[0055]
小径部21、大径部22及筒部23的各部分别形成为在内周侧具有空洞的筒状,在构成硬质部20的前端部分的小径部21,开口形成吹入口21a。
[0056]
另一方面,构成硬质部20的基端部分的筒部23的所述内径稍大于筒状部4的外径,将筒部23拆装自如地构成于筒状部4。在将筒部23嵌入至筒状部4的状态下,旋转构件6的前端部分(从乐器本体2露出的整个部分)的周围被硬质部20的小径部21及大径部22包围。
[0057]
硬质部20是利用具有规定硬度的树脂材料(在本实施方式中,丙烯腈-丁二烯-苯乙烯(abs(acrylonitrile butadiene styrene)树脂)而形成,因此即使在对吹嘴10施加有外力的情况下,也能够抑制硬质部20的小径部21或大径部22(包围旋转构件6的部位)因所述外力而产生变形。由此,能够抑制施加至吹嘴10的外力到达旋转构件6,所以能够抑制旋
转构件6的破损。
[0058]
另一方面,在形成于硬质部20的前端侧(设想被演奏者含着的区域)的小径部21的外周面,遍及其全周包覆着软质部30。软质部30是使用具有规定的柔软性并比硬质部20更软质的树脂材料(在本实施方式中,是聚酯系的热塑性弹性体)而形成,因此即使在演奏者含着软质部30时演奏者的牙齿与软质部30接触,也能够抑制因所述接触造成的不适感。
[0059]
即,根据本实施方式的吹嘴10,能够一方面利用硬质部20抑制旋转构件6的破损,一方面通过软质部30而提高含着吹嘴10时的触感。
[0060]
此外,所谓硬质部20的“规定硬度”,是指如下程度的硬度,即,当施加了使用电子吹奏乐器1时可设想的外力(例如,演奏者从手边掉落电子吹奏乐器1时的外力)时,硬质部20不产生变形。另外,所谓软质部30的“规定的柔软性”,是指当演奏者的牙齿与软质部30接触时,能够抑制因所述接触而引起的不适感(接触音的产生)的程度的柔软度。
[0061]
此处,当目的只在于通过软质部30而使含着吹嘴10时的触感提高时,也能够将硬质部20与软质部30构成为分体。在所述构成的情况下,例如,只要在硬质部20的外周面设置孔,并且将能够嵌入(卡挂)于所述孔的突起设置于软质部30,而将软质部30固定于硬质部20即可。
[0062]
但是,在硬质部20与软质部30为分体时,从硬质部20脱落的软质部30有可能被演奏者误食,或者有可能在硬质部20与软质部30之间(软质部30的嵌入部分)产生漏气。当为了防止所述漏气,利用粘接剂而使硬质部20与软质部30粘接时,难以选择兼顾如下方面的粘接剂:使材质(硬度)不同的树脂材料彼此牢固地粘接、以及即使粘接剂进入口中也是安全的。
[0063]
与此相对,在本实施方式中,利用树脂材料而使硬质部20及软质部30形成为一体(一体成形)。由此,能够抑制在硬质部20与软质部30之间产生漏气、或软质部30从硬质部20脱落。进而,能够不使用粘接剂,而使硬质部20与软质部30牢固地粘接(熔接)(粘接剂不会进入至演奏者的口中),因此能够提高安全性。
[0064]
另外,硬质部20的小径部21及大径部22分别形成为外径及内径越靠近前端侧越小的筒状。更具体地说,构成硬质部20的前端侧的部位的小径部21具有圆锥台状的外周面,与所述小径部21的基端连接的大径部22也同样地,具有圆锥台状的外周面。由于使大径部22的前端的外径大于小径部21的基端的外径,所以在小径部21与大径部22的连接部分形成有阶差。
[0065]
而且,以填埋所述阶差的方式,将软质部30包覆于小径部21的外周面,所以能够使大径部22的外周面与软质部30的外周面容易齐平(本实施方式中为齐平)。由此,能够抑制演奏者含着大径部22与软质部30的分界部分时的触感下降,并且提高吹嘴10的外观。
[0066]
进而,通过将大径部22的外周面与软质部30的外周面设为齐平,能够将吹嘴10的外周面形成为越靠近前端侧外径越小的圆锥台状,所述吹嘴10包括大径部22及软质部30。由此,能够接近于含着具有筒状吹口的乐器(例如,葫芦丝)的触感。进而,能够将吹嘴10形成为从小孩到大人(不论口的大小如何)容易含住的形状。
[0067]
另外,在将小径部21的基端与大径部22的前端加以连接的连接面24(大径部22的前端面),形成朝向大径部22的基端侧凹陷的凹部25。在凹部25,以埋入的状态粘接着软质部30的基端部分,因此与不形成凹部25的情况相比,能够使软质部30的基端部分的粘接面
积增大。由此,能够抑制软质部30的基端侧从硬质部20剥落。
[0068]
进而,在凹部25埋入有软质部30的基端部分,所以即使软质部30的基端侧的一部分与硬质部20的粘接(例如,在连接面24或凹部25的粘接)剥落,也能够通过凹部25与软质部30的卡挂,来限制软质部30从硬质部20浮起。
[0069]
此外,在本实施方式中,以与小径部21的外周面连续的方式形成凹部25(在连接面24的内缘部分形成凹部25),并将凹部25遍及连接面24的全周而形成为圆环状,但是不一定限定于此。例如,也可以在径向上的连接面24的中央附近形成凹部25,还可以是在连接面24在圆周方向上间断地形成凹部25的构成。在所述构成中,也能够通过凹部25与软质部30的卡挂,来限制软质部30从硬质部20浮起。
[0070]
如图3所示,电子吹奏乐器1构成为能够从支撑构件7的贯通孔7a拆下旋转构件6的旋转轴6a(参照图2)。即,旋转构件6相对于乐器本体2拆装自如地构成。即使在已拆下旋转构件6的状态的乐器本体2安装有吹嘴10的情况下,也能够在硬质部20包覆着软质部30,所以能够通过软质部30而使含着吹嘴10时的触感提高。
[0071]
接着,参照图4,对吹嘴10的制造方法进行说明。图4中的(a)是表示利用模具100使吹嘴10的硬质部20成形的状况的剖面图,图4中的(b)是表示从图4中的(a)的状态使第一上模101脱模的状态的剖面图。图4中的(c)是表示从图4中的(b)的状态,利用模具100使硬质部20与软质部30一体地成形的状况的剖面图,图4中的(d)是从图4中的(c)的状态使第二上模103及下模102脱模的状态的剖面图。此外,在图4中,为了简化附图,对模具100只图示了剖面部分。
[0072]
如图4所示,制造吹嘴10的硬质部20的模具100包括第一上模101及下模102。第一上模101包括:第一成形面101a,构成为从所述下端侧延伸至上方的圆锥台状的成形面(参照图4中的(b));以及第二成形面101b,与所述第一成形面1501a的上端部分连接且构成为圆锥台状的成形面。第一成形面101a是用于形成硬质部20的大径部22的部位,第二成形面101b是用于形成硬质部20的小径部21的部位。
[0073]
使第一成形面101a的上端的直径大于第二成形面101b的下端的直径,在将第一成形面101a及第二成形面101b加以连接的连接面101c,形成朝向下方突出的突起101d。突起101d是遍及连接面101c的全周而(呈圆环状)形成,所述突起101d是用于形成硬质部20的凹部25的部位。
[0074]
下模102形成为直径稍小于第一上模101的第二成形面101b的圆锥台状,通过使下模102的上表面抵接于第二成形面101b的上端面(参照图4中的(a)),而形成用于形成硬质部20的模腔。将经加热熔融的树脂材料从注入口(未图示)注入至所述模腔内之后,使所述树脂材料冷却(固化)而形成硬质部20(第一工序)。
[0075]
使硬质部20固化之后,使硬质部20从第一上模101脱模(参照图4中的(b))。硬质部20的小径部21及大径部22分别形成为越靠近前端侧内径及外径越小的筒状,朝向径向内侧的凹部25的侧面设为在吹嘴10的轴方向(图4的上下方向)上延伸的直线状,所以相对于吹嘴10的轴方向上的脱模,硬质部20呈不含底切(undercut)的形状。
[0076]
如上所述,将硬质部20设为不含底切的形状,所以能够在吹嘴10的轴方向上(在两个方向上)进行脱模。因此,如在径向上进行脱模的情况(参照图6),不会在硬质部20的外周面形成在轴方向上延伸的分模线(parting line),所以能够提高吹嘴10的外观。进而,能够
在吹嘴10的轴方向上(在两个方向上)脱模,所以能够降低模具100的制造成本。
[0077]
使硬质部20从第一上模101脱模之后,将嵌入有硬质部20的状态的下模102插入至第二上模103。第二上模103包括圆锥台状的成形面103a(参照图4中的(d))、以及从所述成形面103a的上表面向下方突出的凸部103b。
[0078]
第二上模103的成形面103a是与第一上模101的第一成形面101a(参照图4中的(b))直径相同的圆锥台状的成形面。因此,通过使下模102的上表面抵接于第二上模103的凸部103b(参照图4中的(c)),而形成用于形成软质部30的模腔。从注入口(未图示)将经加热熔融的树脂材料注入至所述模腔内之后,使所述树脂材料冷却(固化)从而形成软质部30。由此,使硬质部20及软质部30一体成形(第二工序)。
[0079]
如上所述,在本实施方式中,使硬质部20及软质部30成形时的下模102是共同的下模,这是因为设为如下的构成,即,软质部30不绕入至硬质部20的内周面侧。即,如果是如后述第二实施方式(参照图6),软质部绕入至硬质部的内周侧的构成,则必须在硬质部的成形时及软质部的成形时使用不同形状的下模(模芯)。换言之,在使软质部成形时,需要如下的操作,即,从使硬质部成形的下模(模芯)拆下硬质部,将硬质部嵌入至其它下模(模芯),因此吹嘴的成形时的工时增加。
[0080]
与此相对,在本实施方式中,设为软质部30不绕入至硬质部20的内周面侧的构成,所以能够将使硬质部20及软质部30成形时的下模102为共同的下模。即,可以不需要从使硬质部20成形的下模102拆下硬质部20的操作,所以能够减少吹嘴成形时的工时。
[0081]
使硬质部20及软质部30一体成形后,使硬质部20及软质部30从第二上模103及下模102脱模,借此吹嘴10的制造完成(参照图4中的(d))。在此情况下,硬质部20及软质部30呈不含底切的形状,所以能够在吹嘴10的轴方向上(在两个方向上)使第二上模103及下模102脱模。因此,能够抑制在软质部30形成分模线,所以能够使演奏者含着软质部30时的触感提高,或者使吹嘴10的外观提高。进而,由于能够在吹嘴10的轴方向上(在两个方向上)脱模,所以能够降低模具100的制造成本。
[0082]
此处,在使硬质部20与软质部30一体成形的情况下,当使软质部30冷却(固化)时,软质部30在吹嘴10的径向(图4的左右方向)或轴方向(图4的上下方向)上收缩。
[0083]
这时,如软质部30的直径缩小那样的收缩可以通过软质部30的内周侧的硬质部20来限制,所以比较难以产生因为所述收缩而使硬质部20与软质部30的粘接(例如,在连接面24或凹部25上的粘接)剥落。但是,当软质部30在吹嘴10的轴方向上收缩时,有可能因为所述收缩而使硬质部20与软质部30的粘接剥落。
[0084]
即,例如,只要是如下的构成,即,在硬质部20形成朝径向凹陷的凹部或贯通孔,并使软质部30绕入(埋入)至所述凹部或贯通孔,就能够通过在所述凹部或贯通孔的硬质部20与软质部30的卡挂,来限制轴方向上的软质部30的收缩。但是,如本实施方式,当硬质部20是不含针对轴方向上的脱模的底切的形状时,可获得能够在轴方向上(在两个方向上)脱模等的效果,另一方面,难以形成如限制轴方向上的软质部30的收缩那样的卡挂。
[0085]
与此相对,在本实施方式中,从硬质部20的小径部21的外周面向小径部21的前端面包覆软质部30,因此当软质部30将要在轴方向上收缩时,能够通过小径部21的前端面与软质部30的卡挂来限制所述收缩。即,与基端侧相比,粘接面积更小(周长更短),通过在软质部30的粘接容易剥落的前端侧,限制软质部30的轴方向上的收缩,能够有效抑制在软质
部30的前端侧粘接剥落。
[0086]
进而,如上所述,软质部30的基端侧以埋入至凹部25的状态粘接,所以可大幅确保凹部25与软质部30的粘接面积。由此,能够通过在小径部21的前端面的卡挂、及粘接面积大的凹部25这两方面(在轴方向上相离的两处)来限制软质部30的轴方向上的收缩。因此,即使在硬质部20不含针对在轴方向上的脱模的底切的情况下,也能够抑制因为软质部30的收缩而导致的硬质部20与软质部30的粘接的剥落。
[0087]
接着,参照图5~图7,对第二实施方式及第三实施方式进行说明。在第一实施方式中,说明了在形成于连接面24的凹部25埋入软质部30的基端侧的情况。与此相对,在第二实施方式、第三实施方式中,说明将软质部的基端侧埋入于埋入部的情况,所述埋入部构成为形成于硬质部的外周面的凹部或贯通孔。
[0088]
首先,参照图5,说明第二实施方式的电子吹奏乐器1。此外,对与所述第一实施方式相同的部分,标注相同的符号并省略其说明。图5是第二实施方式的电子吹奏乐器1的局部放大剖面图。此外,在图5中,图示与图2相对应的部分上的剖面。
[0089]
如图5所示,第二实施方式的电子吹奏乐器1除了不含旋转构件6的方面、以及吹嘴210的构成与第一实施方式的吹嘴10不同的方面以外,设为与第一实施方式的电子吹奏乐器1相同的构成。吹嘴210在硬质部220形成埋入部226。硬质部220除了取代凹部25(参照图2)而形成埋入部226的方面以外,其它为与第一实施方式的硬质部20相同的构成。埋入部226以与连接面24相连的方式,贯通形成于小径部21的基端部分。埋入部226在小径部21的外周面,在圆周方向上间断地(本实施方式中为两个)设置,将软质部230的基端侧埋入至所述埋入部226。
[0090]
软质部230除了在所述基端侧形成第一屈曲部231及第二屈曲部232的方面以外,其它为与第一实施方式的软质部30相同的构成。第一屈曲部231从软质部230的基端向硬质部220的内周侧屈曲,以将第一屈曲部231埋入于硬质部220的埋入部226的状态加以粘接。
[0091]
如上所述,通过以埋入于硬质部220的埋入部226的方式使第一屈曲部231粘接,而与例如不形成埋入部226,只在连接面24粘接软质部30的基端部分的情况相比,能够增大埋入部226与软质部30的第一屈曲部231的粘接面积。由此,能够抑制软质部30的基端侧从硬质部220剥落。
[0092]
进而,第二屈曲部232从第一屈曲部231的内缘向硬质部220的基端侧屈曲,并以所述第二屈曲部232绕入至硬质部220的内周面的方式加以粘接。由此,即使软质部230的基端侧的一部分与硬质部220的粘接(例如,在连接面24或埋入部226的粘接)被剥落,也能够通过硬质部220的内周面与第二屈曲部232的卡挂,来限制软质部230的基端侧从硬质部220浮起。
[0093]
另外,当如本实施方式,在不含旋转构件6(参照图2)的电子吹奏乐器1安装有吹嘴210时,在硬质部220包覆有软质部230,所以能够利用软质部230来提高含着吹嘴210时的触感。另一方面,当如第一实施方式,在包括旋转构件6(参照图2)的电子吹奏乐器1安装有吹嘴210时,能够一方面通过硬质部220来抑制旋转构件6的破损,一方面通过软质部230来提高含着吹嘴210时的触感。
[0094]
接着,参照图6,说明吹嘴210的制造方法。图6中的(a)是表示利用模具200使吹嘴210的硬质部220成形的状况的剖面图,图6中的(b)是表示从图6中的(a)的状态使第一模
201、第二模202及第一模芯203脱模的状态的剖面图。
[0095]
图6中的(c)是表示从图6中的(b)的状态利用模具200使硬质部220与软质部230一体地成形的状况的剖面图,图6中的(d)是表示从图6中的(c)的状态使第二模芯204、第三模205及第四模206脱模的状态的剖面图。此外,在图6中,为了简化附图,针对模具200只图示了剖面部分。
[0096]
如图6所示,制造吹嘴210的硬质部220的模具200包括第一模201、第二模202及第一模芯203。第一模201及第二模202分别是在吹嘴210的径向(图6的左右方向)上进行脱模的模具。在使第一模201及第二模202合模的状态下,利用第一模201及第二模202的第一成形面201a、第一成形面202a(参照图6中的(b))形成圆锥台状的成形面,利用第二成形面201b、第二成形面202b形成圆锥台状的成形面。
[0097]
第一成形面201a、第一成形面202a是用于形成硬质部220的大径部22的部位,第二成形面201b、第二成形面202b是用于形成硬质部220的小径部21的部位。
[0098]
使第一成形面201a、第一成形面202a的上端的直径大于第二成形面201b、第二成形面202b的下端的直径,从第一成形面201a、第一成形面202a与第二成形面201b、第二成形面202b的连接部分,形成朝向左右方向内侧突出的突起201c、突起202c。突起201c、突起202c在第一模201及第二模202分别形成有各一个,这些突起201c、突起202c是用于形成贯通于硬质部220的埋入部226的部位。
[0099]
第一模芯203包括:圆锥台状的大径部203a,从所述下端侧向上方延伸;以及圆锥台状的小径部203b,与所述大径部203a的上端连接,下端的外径小于大径部203a的上端的外径。
[0100]
大径部203a的外径稍小于第一成形面201a、第一成形面202a的内径,小径部203b的外径稍小于第二成形面201b、第二成形面202b的内径。在使第一模芯203的上端面抵接于第一成形面201a、第一成形面202a的上表面而合模的状态下(参照图6中的(a)),第一模201及第二模202的突起201c、突起202c抵接于第一模芯203的大径部203a的外周面。
[0101]
由此,形成用于形成硬质部220的模腔。从注入口(未图示)将经加热熔融的树脂材料注入至所述模腔内之后,使所述树脂材料冷却(固化)而形成硬质部220。
[0102]
使硬质部220固化之后,使硬质部220从第一模201、第二模202及第一模芯203脱模(参照图6中的(b))。这时,在本实施方式中,由于在硬质部220形成有埋入部226(相对于轴方向上的脱模具有底切),所以在吹嘴10的径向及轴方向这三个方向上进行第一模201、第二模202及第一模芯203的脱模。
[0103]
使硬质部220脱模后,在将硬质部220嵌入第二模芯204的状态下,使第三模205及第四模206合模。第二模芯204除了小径部203b的上下方向尺寸变长的方面以外,具有与第一模芯203相同的构成。
[0104]
另外,在使第三模205及第四模206合模的状态下,形成圆锥台状的成形面205a、成形面206a。所述成形面205a、成形面206a形成为与第一模201及第二模202的第一成形面201a、第一成形面202a直径相同的圆锥台状。由此,通过使第二模芯204的上表面抵接于第三模205及第四模206的成形面205a、成形面206a的上端面,而形成用于形成软质部230的模腔。从注入口(未图示)将经加热熔融的树脂材料注入至所述模腔内之后,使所述树脂材料冷却(固化)而形成软质部230。由此,使硬质部220及软质部230一体成形。
[0105]
接着,通过使硬质部220及软质部230从第二模芯204、第三模205及第四模206脱模,而使得吹嘴210的制造完成(参照图6中的(d))。
[0106]
这时,与所述第一实施方式同样地,在使软质部230冷却(固化)时,软质部230在吹嘴210的径向(图6的左右方向)或轴方向(图6的上下方向)上收缩。
[0107]
与此相对,在本实施方式中,从小径部21的前端面向小径部21的外周面包覆着软质部230,软质部230的基端侧的第一屈曲部231以埋入于埋入部226的状态粘接。由此,能够通过小径部21的前端面与软质部230的卡挂、及埋入部226与第一屈曲部231的卡挂,来限制软质部230的轴方向上的收缩。因此,能够抑制由软质部230的收缩引起的硬质部220与软质部230的粘接的剥落。
[0108]
接着,参照图7,说明第三实施方式的电子吹奏乐器1。此外,对与所述第一实施方式相同的部分,标注相同的符号并省略其说明。图7是第三实施方式的电子吹奏乐器1的局部放大剖面图。此外,在图7中,图示与图2相对应的部分的剖面。
[0109]
如图7所示,第三实施方式的电子吹奏乐器1的吹嘴310在硬质部320形成埋入部327。硬质部320除了取代凹部25(参照图2)而形成埋入部327的方面以外,具有与第一实施方式的硬质部20相同的构成。埋入部327是以与连接面24相连的方式凹陷的凹坑,形成于小径部21的基端侧的外周面。埋入部327在小径部21的外周面在圆周方向上连续地形成,在所述埋入部327埋入软质部330的基端侧。
[0110]
软质部330除了使其基端朝向硬质部320的内周侧屈曲的方面以外,具有与第一实施方式的软质部30相同的构成。软质部330的基端的屈曲部分以埋入于硬质部320的埋入部327的状态粘接。
[0111]
如上所述,通过以埋入于硬质部320的埋入部327的方式使软质部330的基端部分粘接,而与例如不形成埋入部327,使软质部330的基端部分只粘接连接面24的情况相比,能够增大埋入部327与软质部330的基端部分的粘接面积。由此,能够抑制软质部330的基端侧从硬质部320剥落。
[0112]
另外,由于从小径部21的前端面向小径部21的外周面包覆着软质部330,对软质部330的基端部分以埋入于埋入部327的状态加以粘接,所以能够通过小径部21的前端面与软质部330的卡挂、以及埋入部327与软质部330的屈曲部分的卡挂,来限制模具成形时的软质部330的轴方向上的收缩。因此,能够抑制因软质部330的收缩而导致的硬质部320与软质部330的粘接的剥落。
[0113]
此外,虽然省略了关于吹嘴310的制造方法的详细说明,但是只要将第二实施方式的第一模201及第二模202的突起201c、突起202c(参照图6中的(b)),形成为不贯通于硬质部220的程度的尺寸即可。
[0114]
根据以上说明的各实施方式的电子吹奏乐器1及吹嘴10、吹嘴210、吹嘴310,利用硬质部20、硬质部220、硬质部320及软质部30、软质部230、软质部330包围旋转构件6,所以能够一方面通过硬质部20、硬质部220、硬质部320来抑制旋转构件6的破损,一方面通过软质部30、软质部230、软质部330来提高含着吹嘴10、吹嘴210、吹嘴310时的触感。
[0115]
以上,基于所述实施方式进行了说明,但是本发明丝毫不限定于所述方式,可以容易地推测,在不脱离本发明的主旨的范围内能够进行各种变形改良。
[0116]
在所述第一实施方式、第三实施方式中,说明了使旋转构件6拆装自如地支撑于乐
器本体2的情况,但是不一定限定于此。例如,也可以是无法相对于乐器本体2拆下旋转构件6的构成。另外,在所述第一实施方式、第三实施方式中,说明了在包括旋转构件6的电子吹奏乐器1安装吹嘴10、吹嘴310的情况,但是不一定限定于此。例如,当然可以将吹嘴10、吹嘴310安装于本来不含相当于如第二实施方式那样的旋转构件6的构成(不进行使用旋转构件6的演奏)的电子吹奏乐器1。在不含旋转构件6的电子吹奏乐器安装有吹嘴10、吹嘴310的情况下,也可以通过软质部30、软质部330来提高含着吹嘴10、吹嘴310时的触感。
[0117]
在所述各实施方式中,说明了硬质部20、硬质部220、硬质部320包括小径部21,在所述小径部21包覆软质部30、软质部230、软质部330的情况,但是不一定限定于此。例如,也可以是如下的构成:将硬质部的外周面设为具有固定梯度的锥形状(不具有阶差的形状),在所述外周面包覆软质部。即,也可以是在软质部的外周面与硬质部的外周面的分界部分具有阶差的构成。另外,还可以是利用软质部包覆硬质部的整个外周面的构成。
[0118]
在所述各实施方式中,说明了硬质部20、硬质部220、硬质部320及软质部30、软质部230、软质部330形成的吹嘴10、吹嘴210、吹嘴310的外周面为圆锥台状的情况,但是不一定限定于此。例如,吹嘴的外周面也可以是直径为固定的筒状,也可以在所述筒状的吹嘴的前端部分设置使外径的一部分增大的部位。即,吹嘴的外形形状能够适当设定,只要根据所述外形形状确定硬质部或软质部的形状即可。
[0119]
在所述各实施方式中,说明了从硬质部20、硬质部220、硬质部320(小径部21)的外周面向前端面包覆软质部30、软质部230、软质部330的情况,但是不一定限定于此。例如,也可以是只在硬质部20、硬质部220、硬质部320(小径部21)的外周面包覆软质部30、软质部230、软质部330的构成。
[0120]
在所述各实施方式中,说明了使软质部30、软质部230、软质部330的基端侧埋入至形成于硬质部20、硬质部220、硬质部320的凹部25或埋入部226、埋入部327的情况,但是不一定限定于此。例如,也可以省略凹部25或埋入部226、埋入部327。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips