
 商标分类
商标分类  商标转让
商标转让 
一种PETG收缩标签的制作方法
 2021-01-25 11:01:58|
2021-01-25 11:01:58| 299|
299| 起点商标网
起点商标网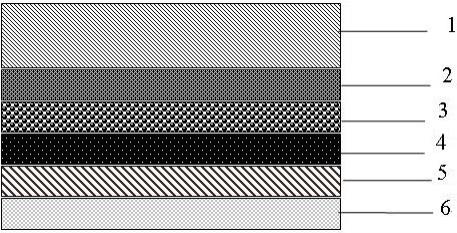
一种petg收缩标签
技术领域
[0001]
本实用新型属于包装技术领域,尤其涉及一种petg收缩标签。
背景技术:
[0002]
近年来,人们对各类产品的消费需求越来越高,随着制造商日益追求产品的差异化竞争,用于罐头食品、饮料、白酒、红酒及其它消费食品的热收缩膜标签市场得到了快速的发展。热收缩膜材料与标签纸、热转印和模内贴标等传统工艺中使用的材料相比成本略高,但是热收缩膜在技术上的优势以及带来的宣传效果是传统工艺无法比拟的,因此更多的消费品包装商钟情于热收缩膜包装和装饰,目前许多饮料和酒类也开始切换为petg热收缩标签。原来饮料和酒类包装使用的易拉罐、玻璃瓶、瓷瓶等印刷需要丝网等特种印刷模具,不仅成本高、效率低,并且印刷完成后,其表面所印制图案和文字等内容无法更改,如果这些包装材料有存货积压,将会造成巨大经济损失。而采用petg热收缩标签,不仅可以降低这类容器的印刷成本,而且如果对于积压的容器,可以剥离旧的热收缩标签后重新套装新设计的热收缩标签,不会造成浪费且成本低、效率高。因此,热收缩标签颇受青睐。
[0003]
但现有技术中的petg热收缩标签存在的问题是,petg热收缩标签的印刷无法达到一些特殊的效果,如金属质感。由于有金属质感的标签套在普通的玻璃瓶或易拉罐上有强的视觉冲击力,效果极佳。为了达到这种有金属质感的技术效果,有些厂家通过印刷了厚厚的油墨层来实现,但存在的印刷问题较多,比如:金属墨墨粘,如果需要对已印制完成的印刷内容更换时,原印刷内容刮除不干净;再者,金属粉散墨,这导致热收缩膜标签在收缩后油墨聚色,尤其是在瓶口部分较细,热收缩膜标签的收缩率高,聚色更加严重。这些问题制约着此类产品的开发及生产。
技术实现要素:
[0004]
本实用新型的目的是提供一种petg收缩标签,可以防聚色且具有金属质感。
[0005]
本实用新型的技术方案为:
[0006]
.一种petg收缩标签,包括依次层叠的petg双向收缩基层、底涂层、底色油墨层、金属油墨层和光油保护层,所述金属油墨层包括铜金属油墨层和铝金属油墨层,所述铜金属油墨层和所述铝金属油墨层的层叠位置可以互换。
[0007]
本实用新型的一种petg收缩标签,采用了petg双向收缩基层,因此在使用时,热缩双向进行,收缩均匀,尤其是在瓶口等变形较大的部位也不易出现不均匀的形变而导致图案扭曲。petg双向收缩基层的上面涂覆了底涂层,底涂层的上面印刷底色油墨层,底涂层可以提高底色油墨层在petg双向收缩基层的附着力,使得底色油墨层粘结更加牢固;另一方面增加了底色油墨层的浸润能力,可以得到更为均匀逼真的底色。
[0008]
本实用新型的金属油墨层印刷在底色油墨层的上面,可以防止金属油墨层的散墨和聚色。金属油墨层又包括铜金属油墨层和铝金属油墨层两层,两层不同金属的油墨可以达到一种合金的印刷效果,金属质感强。在金属油墨层的上面印刷一层光油保护层,对金属
油墨层起到保护作用。并且使用本实用新型的petg收缩标签,如果出现印刷内容需要更换时,由于金属油墨层是印在涂有底涂层、底色油墨层的petg双向收缩基层上的,撕开剥离容易,不留痕迹,可以使包装容器可继续使用。
[0009]
优选地,所述petg双向收缩基层为petg双向拉伸薄膜,其纵向收缩率为1-5%、横向收缩率≥78%、内表面摩擦系数为0.25-0.3、表面张力≥42dy/cm。在petg收缩标签用于细口瓶包装时,因为瓶身与瓶颈部位直径差别较大,相差5-8倍,在收缩标签收缩变形时,瓶身部分收缩变形小,而瓶颈部位收缩变形大,本实用新型的petg收缩标签优选petg双向拉伸薄膜纵向收缩率为1-5%、横向收缩率≥78%,这样既可以保证petg瓶口及瓶颈部位在petg收缩标签收缩后能贴紧,又不折皱、不松弛。
[0010]
所用petg双向拉伸薄膜内表面摩擦系数为0.25-0.3、表面张力≥42dy/cm可以使得底涂层更容易粘结在上面,并且结合牢固。
[0011]
优选地,所述底涂层为涂层干量为0.5-0.6g/m
2
的透明涂层。所述底涂层可以为以下质量份物质的混合涂层:丙烯酸树脂5-10份和氯醚树脂35-40份。
[0012]
透明的底涂层为底色油墨的印刷提供了粘结牢固的结合层,同时也不会影响底色油墨的印刷效果。
[0013]
优选地,所述底色油墨层的涂层干量为0.8-1.0g/m
2
。所述底色油墨层可以为以下质量份物质的混合涂层:丙烯酸树脂5-10份、氯醚树脂35-40份和底色颜料10-15份。
[0014]
本实用新型中底色油墨层优选基本成份和底涂层的基本成份相同或相似,更有利于两者的结合。底色颜料与丙烯酸树脂、氯醚树脂均匀混合后印刷,使得底色更加均匀,真实感更强。
[0015]
优选地,所述铜金属油墨层的涂层干量为0.5-0.8g/m
2
。所述铜金属油墨层可以为以下质量份物质的混合涂层:丙烯酸树脂5-10份、氯醚树脂35-40份和铜粉10-20份。使用铜粉混合在丙烯酸树脂、氯醚树脂中,并且树脂的成份、含量和底色油墨层相同或是接近,使得在进行铜金属油墨层的印制过程中,更容易实现印刷均匀,所形成的铜金属油墨层更容易与底色油墨层结合,不会出现聚色或是散墨现象。
[0016]
优选地,所述铝金属油墨层的涂层干量为0.6-0.8g/m
2
。所述铝金属油墨层可以为以下质量份物质的混合涂层:丙烯酸树脂5-10份、氯醚树脂35-40份、铝粉10份和颜料10-15份。使用铝粉混合在丙烯酸树脂、氯醚树脂中,并且树脂的成份、含量和铜金属油墨层相同或是接近,使得在进行铝金属油墨层的印制过程中,更容易实现印刷均匀,所形成的铝金属油墨层更容易与铜金属油墨层结合,不会出现聚色或是散墨现象。在本层中可以根据所需要的颜色添加不同的颜料,颜料与铝粉混合达到较好的金属质感效果。
[0017]
优选地,所述光油保护层的涂层干量为0.5-0.8g/m
2
。所述光油保护层可以为以下质量份物质的混合涂层:丙烯酸树脂5-10份、氯醚树脂35-40份、纤维素1.5-5.0份和聚乙烯蜡1-3份;所述光油保护层摩擦系数≤0.2。光油保护层可以对金属油墨层起到保护作用,防止物理刮擦或是环境侵蚀损坏金属油墨层;光油保护层摩擦系数≤0.2,保护效果更好,也更加美观。
[0018]
本实用新型的有益效果为:
[0019]
本实用新型的petg收缩标签,金属油墨层设置在底涂层和底色油墨层的上面,可以有效防止金属油墨层的散墨和聚色,且具有较强的金属质感,且剥离更换容易。
附图说明
[0020]
图1为实施例1中所制备的petg收缩标签结构示意图。
[0021]
图2为实施例2中所制备的petg收缩标签结构示意图。
[0022]
图中:1、petg双向收缩基层;2、底涂层;3、底色油墨层;4、铜金属油墨层;5、铝金属油墨层;6、光油保护层。
具体实施方式
[0023]
下面结合实施例对本实用新型做详细说明。
[0024]
实施例1
[0025]
制备一种petg收缩标签。
[0026]
步骤一,油墨配制
[0027]
底涂层油墨配制:按质量份将丙烯酸树脂5份、氯醚树脂35份、醋酸乙酯35份和醋酸正丙酯20份混匀;
[0028]
底色油墨层油墨配制:按质量份将丙烯酸树脂5份、氯醚树脂35份、底色颜料10份、醋酸乙酯30份和醋酸正丙酯25份混匀;
[0029]
铜金属油墨层油墨配制:按质量份将丙烯酸树脂5份、氯醚树脂35份、铜粉10份、醋酸乙酯10份和醋酸正丙酯25份混匀;
[0030]
铝金属油墨层油墨配制:按质量份将丙烯酸树脂5份、氯醚树脂35份、铝粉10份、颜料10份、醋酸乙酯30份、醋酸正丙酯15份混匀;
[0031]
光油保护层油墨配制:按质量份将丙烯酸树脂5份、氯醚树脂35份、纤维素1.5份、聚乙烯蜡1份、醋酸乙酯35份、醋酸正丙酯12份混匀。
[0032]
步骤二,印刷液的配制
[0033]
配制底涂层印刷液:其中,底涂层油墨:醋酸乙酯:醋酸正丙酯=1:0.5:0.6。
[0034]
配制底色油墨层印刷液:其中,底色油墨层油墨:醋酸乙酯:醋酸正丙酯=1:1:0.8。
[0035]
配制铜金属油墨层印刷液:其中,铜金属油墨层油墨:醋酸乙酯:醋酸正丙酯=1:1:0.6。
[0036]
配制铝金属油墨层印刷液:其中,铝金属油墨层油墨:醋酸乙酯:醋酸正丙酯=1:0.5:0.8。
[0037]
配制光油保护层印刷液:其中,光油保护层油墨:醋酸乙酯:醋酸正丙酯=1:1:0.6。
[0038]
步骤三,印刷与烘干
[0039]
a、印刷底涂层:用底涂层印刷液在所述petg双向收缩基层的外表面印刷底涂层,所用petg双向收缩基层为petg双向拉伸薄膜,其纵向收缩率为1%、横向收缩率78%、内表面摩擦系数为0.25、表面张力42dy/cm。所用印刷网辊为具有菱形网穴、70线/inch、36um深度的网辊,印刷速度为140m/min。40℃烘干,在烘干时通风,风速20m/s。
[0040]
经称重测试,所印刷底涂层干量为0.5g/m
2
。
[0041]
b、印刷底色油墨层:首先进行印前凹印制版,控制网穴深度35um、85线/inch,用上述配制的底色油墨层印刷液在所述底涂层上印刷底色油墨层;印刷速度为140m/min。40℃烘干,在烘干时通风,风速20m/s。经称重测试,所印刷底色油墨层干量为0.8g/m
2
。
[0042]
c、在所述底色油墨层上印刷金属油墨层:
[0043]
先印刷铜金属油墨层:使用具有菱形网穴、75线/inch、40um深度的凹印版辊,用上述配制的铜金属油墨层印刷液印制铜金属油墨层,印刷速度为140m/min。40℃烘干,在烘干时通风,风速20m/s。经称重测试,所印铜金属油墨层干量为0.5g/m
2
。
[0044]
再印刷铝金属油墨层:进行印前凹印制版,用上述配制的铝金属油墨层印刷液、控制网穴深度40um、85线/inch印刷铝金属油墨层,印刷速度为140m/min。40℃烘干,在烘干时通风,风速20m/s。经称重测试,所印铝金属油墨层干量为0.6g/m
2
。
[0045]
d、印刷光油保护层:控制网穴深度30um、100线/inch用光油保护层印刷液在所述金属油墨层上印刷光油保护层,印刷速度为140m/min。40℃烘干,在烘干时通风,风速20m/s。经称重测试,所印光油保护层干量为0.5g/m
2
,印后光油保护层摩擦系数为0.2。
[0046]
对印制成型的petg收缩标签内面打可变二维码,做到“一瓶一码”,分切后的单联petg收缩标签打撕裂线或透气孔,折径误差:+0.5-+1mm,透气孔间距5mm、大小0.5mm,在线合掌,粘合成圆筒状套筒,检品后收卷,根据需要左右摇摆错开合掌粘合重叠缝,避免收卷起筋,包装成型。
[0047]
本实施例制备的petg收缩标签用于玻璃细口瓶上,经热缩,瓶口收缩处未见聚色现象,表面金属质感好,图案清晰、逼真。petg收缩标签在撕开后撕除干净,未见粘瓶或残留。
[0048]
实施例2
[0049]
制备一种petg收缩标签。
[0050]
步骤一,油墨配制
[0051]
底涂层油墨配制:按质量份将丙烯酸树脂10份、氯醚树脂35份、醋酸乙酯35份和醋酸正丙酯20份混匀;
[0052]
底色油墨层油墨配制:按质量份将丙烯酸树脂10份、氯醚树脂38份、底色颜料15份、醋酸乙酯30份和醋酸正丙酯30份混匀;
[0053]
铜金属油墨层油墨配制:按质量份将丙烯酸树脂10份、氯醚树脂35份、铜粉20份、醋酸乙酯20份和醋酸正丙酯25份混匀;
[0054]
铝金属油墨层油墨配制:按质量份将丙烯酸树脂10份、氯醚树脂40份、铝粉10份、颜料15份、醋酸乙酯30份、醋酸正丙酯15份混匀;
[0055]
光油保护层油墨配制:按质量份将丙烯酸树脂9份、氯醚树脂40份、纤维素3.5份、聚乙烯蜡2份、醋酸乙酯35份、醋酸正丙酯17.5份混匀。
[0056]
步骤二,印刷液的配制
[0057]
配制底涂层印刷液:其中,底涂层油墨:醋酸乙酯:醋酸正丙酯=1:1:0.8。
[0058]
配制底色油墨层印刷液:其中,底色油墨层油墨:醋酸乙酯:醋酸正丙酯=1:0.5:0.6。
[0059]
配制铜金属油墨层印刷液:其中,铜金属油墨层油墨:醋酸乙酯:醋酸正丙酯=1:0.5:0.8。
[0060]
配制铝金属油墨层印刷液:其中,铝金属油墨层油墨:醋酸乙酯:醋酸正丙酯=1:0.5:0.6。
[0061]
配制光油保护层印刷液:其中,光油保护层油墨:醋酸乙酯:醋酸正丙酯=1:1:0.6。
[0062]
步骤三,印刷与烘干
[0063]
a、印刷底涂层:用底涂层印刷液在所述petg双向收缩基层的外表面印刷底涂层,所用petg双向收缩基层为petg双向拉伸薄膜,其纵向收缩率为5%、横向收缩率80%、内表面摩擦系数为0.30、表面张力45dy/cm。所用印刷网辊为具有菱形网穴、70线/inch、36um深度的网辊,印刷速度为150m/min。45℃烘干,在烘干时通风,风速15m/s。
[0064]
经称重测试,所印刷底涂层干量为0.55g/m
2
。
[0065]
b、印刷底色油墨层:首先进行印前凹印制版,控制网穴深度40um、95线/inch,用上述配制的底色油墨层印刷液在所述底涂层上印刷底色油墨层;印刷速度为150m/min。45℃烘干,在烘干时通风,风速15m/s。经称重测试,所印刷底色油墨层干量为0.9g/m
2
。
[0066]
c、在所述底色油墨层上印刷金属油墨层:
[0067]
先印刷铝金属油墨层:进行印前凹印制版,用上述配制的铝金属油墨层印刷液、控制网穴深度35um、90线/inch印刷铝金属油墨层,印刷速度为150m/min。45℃烘干,在烘干时通风,风速15m/s。经称重测试,所印铝金属油墨层干量为0.8g/m
2
。
[0068]
再印刷铜金属油墨层:使用具有菱形网穴、80线/inch、45um深度的凹印版辊,用上述配制的铜金属油墨层印刷液印制铜金属油墨层,印刷速度为150m/min。45℃烘干,在烘干时通风,风速15m/s。经称重测试,所印铜金属油墨层干量为0.7g/m
2
。
[0069]
d、印刷光油保护层:控制网穴深度35um、110线/inch用光油保护层印刷液在所述金属油墨层上印刷光油保护层,印刷速度为150m/min。45℃烘干,在烘干时通风,风速15m/s。印后光油层摩擦系数0.15。经称重测试,所印光油保护层干量为0.6g/m
2
。
[0070]
对印制成型的petg收缩标签内面打可变二维码,做到“一瓶一码”,分切后的单联petg收缩标签打撕裂线或透气孔,折径误差:+0.5-+1mm,透气孔间距5mm、大小0.5mm,在线合掌,粘合成圆筒状套筒,检品后收卷,根据需要左右摇摆错开合掌粘合重叠缝,避免收卷起筋,包装成型。
[0071]
本实施例制备的petg收缩标签用于玻璃细口瓶上,经热缩,瓶口收缩处未见聚色现象,表面金属质感好,图案清晰、逼真。petg收缩标签在撕开后撕除干净,未见粘瓶或残留。
[0072]
实施例3
[0073]
制备一种petg收缩标签。
[0074]
步骤一,油墨配制
[0075]
底涂层油墨配制:按质量份将丙烯酸树脂5份、氯醚树脂40份、醋酸乙酯35份和醋酸正丙酯20份混匀;
[0076]
底色油墨层油墨配制:按质量份将丙烯酸树脂8份、氯醚树脂40份、底色颜料10份、醋酸乙酯30份和醋酸正丙酯30份混匀;
[0077]
铜金属油墨层油墨配制:按质量份将丙烯酸树脂8份、氯醚树脂40份、铜粉15份、醋酸乙酯20份和醋酸正丙酯25份混匀;
[0078]
铝金属油墨层油墨配制:按质量份将丙烯酸树脂8份、氯醚树脂35份、铝粉10份、颜料15份、醋酸乙酯30份、醋酸正丙酯20份混匀;
[0079]
光油保护层油墨配制:按质量份将丙烯酸树脂10份、氯醚树脂35份、纤维素5.0份、聚乙烯蜡3份、醋酸乙酯35份、醋酸正丙酯17.5份混匀。
[0080]
步骤二,印刷液的配制
[0081]
配制底涂层印刷液:其中,底涂层油墨:醋酸乙酯:醋酸正丙酯=1:1:0.8。
[0082]
配制底色油墨层印刷液:其中,底色油墨层油墨:醋酸乙酯:醋酸正丙酯=1:0.5:0.8。
[0083]
配制铜金属油墨层印刷液:其中,铜金属油墨层油墨:醋酸乙酯:醋酸正丙酯=1:0.5:0.8。
[0084]
配制铝金属油墨层印刷液:其中,铝金属油墨层油墨:醋酸乙酯:醋酸正丙酯=1:0.5:0.6。
[0085]
配制光油保护层印刷液:其中,光油保护层油墨:醋酸乙酯:醋酸正丙酯=1:1:0.6。
[0086]
步骤三,印刷与烘干
[0087]
a、印刷底涂层:用底涂层印刷液在所述petg双向收缩基层的外表面印刷底涂层,所用petg双向收缩基层为petg双向拉伸薄膜,其纵向收缩率为3%、横向收缩率80%、内表面摩擦系数为0.30、表面张力45dy/cm。所用印刷网辊为具有菱形网穴、70线/inch、36um深度的网辊,印刷速度为160m/min。50℃烘干,在烘干时通风,风速18m/s。
[0088]
经称重测试,所印刷底涂层干量为0.60g/m
2
。
[0089]
b、印刷底色油墨层:首先进行印前凹印制版,控制网穴深度35um、100线/inch,用上述配制的底色油墨层印刷液在所述底涂层上印刷底色油墨层;印刷速度为160m/min。50℃烘干,在烘干时通风,风速18m/s。经称重测试,所印刷底色油墨层干量为1.0g/m
2
。
[0090]
c、在所述底色油墨层上印刷金属油墨层:
[0091]
先印刷铝金属油墨层:进行印前凹印制版,用上述配制的铝金属油墨层印刷液、控制网穴深度40um、100线/inch印刷铝金属油墨层,印刷速度为160m/min。50℃烘干,在烘干时通风,风速18m/s。经称重测试,所印铝金属油墨层干量为0.7g/m
2
。
[0092]
再印刷铜金属油墨层:使用具有菱形网穴、85线/inch、40um深度的凹印版辊,用上述配制的铜金属油墨层印刷液印制铜金属油墨层,印刷速度为160m/min。50℃烘干,在烘干时通风,风速18m/s。经称重测试,所印铜金属油墨层干量为0.8g/m
2
。
[0093]
d、印刷光油保护层:控制网穴深度35um、120线/inch用光油保护层印刷液在所述金属油墨层上印刷光油保护层,印刷速度为160m/min。50℃烘干,在烘干时通风,风速18m/s。印后光油层摩擦系数0.1。经称重测试,所印光油保护层干量为0.8g/m
2
。
[0094]
对印制成型的petg收缩标签内面打可变二维码,做到“一瓶一码”,分切后的单联petg收缩标签打撕裂线或透气孔,折径误差:+0.5-+1mm,透气孔间距5mm、大小0.5mm,在线合掌,粘合成圆筒状套筒,检品后收卷,根据需要左右摇摆错开合掌粘合重叠缝,避免收卷起筋,包装成型。
[0095]
本实施例制备的petg收缩标签用于玻璃细口瓶上,经热缩,瓶口收缩处未见聚色现象,表面金属质感好,图案清晰、逼真。petg收缩标签在撕开后撕除干净,未见粘瓶或残留。
[0096]
实施例4
[0097]
制备一种petg收缩标签。
[0098]
步骤一,油墨配制
[0099]
底涂层油墨配制:按质量份将丙烯酸树脂8份、氯醚树脂40份、醋酸乙酯35份和醋酸正丙酯20份混匀;
[0100]
底色油墨层油墨配制:按质量份将丙烯酸树脂8份、氯醚树脂40份、底色颜料10份、醋酸乙酯30份和醋酸正丙酯30份混匀;
[0101]
铜金属油墨层油墨配制:按质量份将丙烯酸树脂10份、氯醚树脂35份、铜粉20份、醋酸乙酯20份和醋酸正丙酯25份混匀;
[0102]
铝金属油墨层油墨配制:按质量份将丙烯酸树脂10份、氯醚树脂40份、铝粉10份、颜料15份、醋酸乙酯30份、醋酸正丙酯20份混匀;
[0103]
光油保护层油墨配制:按质量份将丙烯酸树脂10份、氯醚树脂40份、纤维素3份、聚乙烯蜡3份、醋酸乙酯35份、醋酸正丙酯15份混匀。
[0104]
步骤二,印刷液的配制
[0105]
配制底涂层印刷液:其中,底涂层油墨:醋酸乙酯:醋酸正丙酯=1:1:0.8。
[0106]
配制底色油墨层印刷液:其中,底色油墨层油墨:醋酸乙酯:醋酸正丙酯=1:0.5:0.6。
[0107]
配制铜金属油墨层印刷液:其中,铜金属油墨层油墨:醋酸乙酯:醋酸正丙酯=1:0.5:0.8。
[0108]
配制铝金属油墨层印刷液:其中,铝金属油墨层油墨:醋酸乙酯:醋酸正丙酯=1:0.5:0.6。
[0109]
配制光油保护层印刷液:其中,光油保护层油墨:醋酸乙酯:醋酸正丙酯=1:1:0.6。
[0110]
步骤三,印刷与烘干
[0111]
a、印刷底涂层:用底涂层印刷液在所述petg双向收缩基层的外表面印刷底涂层,所用petg双向收缩基层为petg双向拉伸薄膜,其纵向收缩率为2%、横向收缩率85%、内表面摩擦系数为0.30、表面张力45dy/cm。所用印刷网辊为具有菱形网穴、70线/inch、36um深度的网辊,印刷速度为150m/min。55℃烘干,在烘干时通风,风速18m/s。
[0112]
经称重测试,所印刷底涂层干量为0.58g/m
2
。
[0113]
b、印刷底色油墨层:首先进行印前凹印制版,控制网穴深度35um、100线/inch,用上述配制的底色油墨层印刷液在所述底涂层上印刷底色油墨层;印刷速度为150m/min。55℃烘干,在烘干时通风,风速18m/s。经称重测试,所印刷底色油墨层干量为1.0g/m
2
。
[0114]
c、在所述底色油墨层上印刷金属油墨层:
[0115]
先印刷铝金属油墨层:进行印前凹印制版,用上述配制的铝金属油墨层印刷液、控制网穴深度35um、100线/inch印刷铝金属油墨层,印刷速度为150m/min。55℃烘干,在烘干时通风,风速18m/s。经称重测试,所印铝金属油墨层干量为0.8g/m
2
。
[0116]
再印刷铜金属油墨层:使用具有菱形网穴、80线/inch、40um深度的凹印版辊,用上述配制的铜金属油墨层印刷液印制铜金属油墨层,印刷速度为150m/min。55℃烘干,在烘干时通风,风速18m/s。经称重测试,所印铜金属油墨层干量为0.7g/m
2
。
[0117]
d、印刷光油保护层:控制网穴深度35um、110线/inch用光油保护层印刷液在所述金属油墨层上印刷光油保护层,印刷速度为150m/min。55℃烘干,在烘干时通风,风速18m/s。印后光油层摩擦系数0.15。经称重测试,所印光油保护层干量为0.8g/m
2
。
[0118]
对印制成型的petg收缩标签内面打可变二维码,做到“一瓶一码”,分切后的单联petg收缩标签打撕裂线或透气孔,折径误差:+0.5-+1mm,透气孔间距5mm、大小0.5mm,在线合掌,粘合成圆筒状套筒,检品后收卷,根据需要左右摇摆错开合掌粘合重叠缝,避免收卷
起筋,包装成型。
[0119]
本实施例制备的petg收缩标签用于玻璃细口瓶上,经热缩,瓶口收缩处未见聚色现象,表面金属质感好,图案清晰、逼真。petg收缩标签在撕开后撕除干净,未见粘瓶或残留。
[0120]
在此需要说明的是,对于这些实施方式的说明用于帮助理解本实用新型,但并不构成对本实用新型的限定。此外,以上所描述的本实用新型各个实施方式中所涉及的技术特征只要彼此之间未构成冲突就可以相互结合。另外以上仅为本实用新型的部分实施例,而不是全部实施例,基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips