
 商标分类
商标分类  商标转让
商标转让 
切向幕帘降温式燃气喷吹烧结机及其控制方法与流程
 2021-03-11 13:03:02|
2021-03-11 13:03:02| 388|
388| 起点商标网
起点商标网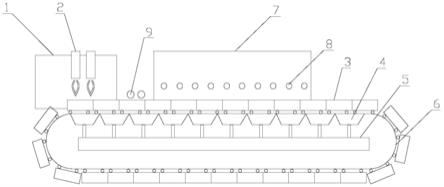
[0001]
本发明涉及冶金技术领域,尤其涉及在烧结矿生产过程中所使用的带切向幕帘降温功能的燃气喷吹烧结机。本发明还涉及用于控制所述燃气喷吹烧结机的方法。
背景技术:
[0002]
烧结工艺是炼铁流程中的一个关键环节,其原理是将各种粉状含铁原料,配入适量的燃料和熔剂,加入适量的水,经混合和造球后在烧结设备上使物料发生一系列物理化学变化,烧结成块,从而送往高炉进行下一步工序。
[0003]
烧结是我国钢铁冶炼主要的原料加工工艺,75%以上的高炉原料来源于烧结矿。但烧结是典型的高能耗、高污染行业,其能耗居钢铁工业第二位,污染负荷占钢铁工业的40%而居首位。随着环保要求的日益严格,研究和开发高能效低排放烧结清洁生产技术及其装备,对支撑我国钢铁工业产业升级、实现绿色可持续发展具有重大意义。
[0004]
燃气喷吹强化烧结技术是现阶段较先进的一种烧结绿色化改造技术。它是通过在点火段之后往烧结料层表面喷射稀释到燃烧浓度以下的燃气的方式用来代替烧结添加的部分焦粉,使部分燃料从顶部进入烧结料层并在燃烧带上部附近燃烧。该技术可有效避免烧结峰值温度过高,延长烧结有益温度的持续时间,从而提高烧结矿强度和还原度,降低高炉生产时的焦比,并且有效降低整个生产工序中co2的排放量。
[0005]
燃气喷吹方法虽能给烧结工艺带来显著的节能和减排效果,但同时也仍然存在着缺陷,制约了该技术的推广和应用。主要表现在以下几点:
[0006]
1)燃气喷吹起始点如果设置过前,则容易在料面着火。
[0007]
燃气喷吹的起始点位置,如果设置得太靠近烧结机机头,则刚出点火炉的红热料面容易将喷出燃气点燃,这样不但燃气没有强化烧结效果,而且容易烧坏罩内管排设施,影响正常生产。
[0008]
2)燃气喷吹起始点如果设置过后,则强化烧结效果不明显。
[0009]
燃气喷吹的起始点如果设置过后,则着火现象能够得到有效压制,但是由于烧结机为抽风作业式生产,其上部料层没有得到热风蓄热效应,是最需要补热的区域。而燃气如果太晚喷入,此时燃烧带已经下移到料层中部位置,上部料层无法得到燃气补热,从而导致整体燃气喷吹强化烧结效果不明显,甚至有可能出现烧结矿次品率上升的现象。
[0010]
综上,目前的燃气喷吹技术,在喷吹起始点的位置选择上存在关键性待解决问题。
技术实现要素:
[0011]
本发明的目的在于提供一种切向幕帘降温式燃气喷吹烧结机。该烧结机针对燃气喷吹装置存在的易着火、生产不稳定的问题,设置了能够形成切向幕帘的蒸汽喷吹装置,能有效的避免上述问题。
[0012]
本发明的另一目的是提供一种用于控制所述切向幕帘降温式燃气喷吹烧结机的方法。
[0013]
为实现上述目的,本发明提供一种切向幕帘降温式燃气喷吹烧结机,包括烧结机轨道、设于烧结机轨道的烧结机台车、位于烧结机头部的点火装置、以及燃气喷吹装置,所述燃气喷吹装置设于烧结机的燃气喷吹位置以在所述烧结机台车从其所在的位置经过时向所述烧结机台车的烧结料面喷吹燃气;其特征在于,进一步包括蒸汽喷吹装置,所述蒸汽喷吹装置设于所述点火装置与燃气喷吹装置之间的位置,以在所述烧结机台车从其所在的位置经过时以蒸汽幕帘的形式向所述烧结机台车的烧结料面喷吹蒸汽,使烧结料面温度降低至燃气着火温度以下。
[0014]
优选地,所述蒸汽喷吹装置包括前后间隔布置的第一蒸汽支管和第二蒸汽支管,所述第一蒸汽支管和第二蒸汽支管上沿管长方向均匀的设有蒸汽喷口,且所述第一蒸汽支管和第二蒸汽支管喷出的蒸汽能够在烧结料面上相交,从而在所述第一蒸汽支管和第二蒸汽支管之间形成垂直于烧结料面的蒸汽幕帘。
[0015]
优选地,进一步包括驱动机构;所述驱动机构配置为以转向相反的方式转动所述第一蒸汽支管和第二蒸汽支管,以调节所述第一蒸汽支管和第二蒸汽支管的蒸汽喷吹角度,使形成的蒸汽幕帘的宽度发生改变。
[0016]
优选地,所述驱动机构为同步驱动机构;所述同步驱动机构配置为以转向相反的方式同步转动所述第一蒸汽支管和第二蒸汽支管。
[0017]
优选地,所述同步驱动机构包括双面齿条和驱动所述双面齿条前后移动的动力部件,所述第一蒸汽支管和第二蒸汽支管的一端分别通过齿轮与所述双面齿条的第一齿面和第二齿面相啮合。
[0018]
优选地,所述第一蒸汽支管和第二蒸汽支管分别通过动静连接头连接于蒸汽总管,以在转动过程中将蒸汽从所述蒸汽总管传输至所述第一蒸汽支管和第二蒸汽支管。
[0019]
为实现上述另一目的,本发明提供一种切向幕帘降温式燃气喷吹烧结机控制方法,用于控制上述切向幕帘降温式燃气喷吹烧结机,包括:
[0020]
测量离开点火装置时的料面温度t
测
;
[0021]
计算蒸汽量q
蒸汽
;
[0022]
操作蒸汽流量阀,调节蒸汽流量至q
蒸汽
;
[0023]
计算所需蒸汽幕帘宽度b;
[0024]
测量第一蒸汽支管和第二蒸汽支管形成的管排与烧结料面的距离h;
[0025]
计算喷吹角度θ;
[0026]
转动第一蒸汽支管和第二蒸汽支管,直至喷吹角度θ。
[0027]
进一步地,根据公式(4)、(5)、(6)、(7)计算蒸汽量q
蒸汽
;
[0028][0029]
δt
料
=t
料-t'
料
ꢀꢀ
公式(5)
[0030]
δt
蒸汽
=t'
蒸汽-t
蒸汽
ꢀꢀ
公式(6)
[0031]
q
料
=ρ
·
l
·
d
·
v
机
ꢀꢀ
公式(7)。
[0032]
式中,q
蒸汽
、q
料
分别是蒸汽和物料流量,δt
蒸汽
和δt
料
分别是蒸汽和物料换热前后温度差,c
蒸汽
和c
料
分别是蒸汽和物料的平均比热,t'
料
和t'
蒸汽
分别是换热之后料面和蒸汽温度,c
料
和c
蒸汽
属于物性参数,ρ是物料堆密度,l和d分别是台车宽度和冷却深度,为常数。
[0033]
进一步地,根据公式(9)计算所需幕帘宽度b;
[0034][0035]
进一步地,根据公式(11)计算喷吹角度θ;
[0036][0037]
本发明在点火装置之后、燃气喷吹装置之前的区域设有蒸汽喷吹装置,利用蒸汽喷吹装置能够以蒸汽幕帘的形式向烧结料面喷吹少量蒸汽,利用蒸汽较空气比热容大和扩散能力强的特点,将烧结矿表面温度迅速降低至燃气着火温度以下,消除该区域料面红热高温点,进而降低燃气着火几率,保证后续燃气喷吹的安全性,这样便能够将燃气喷吹起始点往前移,而又不易着火,解决了燃气喷吹起始点无法在不着火的前提下前移的问题,可达到进一步强化烧结效果的目的。
[0038]
本发明提供的切向幕帘降温式燃气喷吹烧结机控制方法用于上述切向幕帘降温式燃气喷吹烧结机,由于所述切向幕帘降温式燃气喷吹烧结机具有上述技术效果,则切向幕帘降温式燃气喷吹烧结机控制方法也应具有相应的技术效果。
附图说明
[0039]
图1为本发明第一实施例公开的切向幕帘降温式燃气喷吹烧结机的结构示意图;
[0040]
图2为图1所示切向幕帘降温式燃气喷吹烧结机的俯视图;
[0041]
图3为第一蒸汽支管和第二蒸汽支管之间形成垂直于烧结料面的蒸汽幕帘的示意图;
[0042]
图4为与蒸汽幕帘的宽度b相关的第一蒸汽支管和第二蒸汽支管的几何参数标识示意图;
[0043]
图5为同步驱动机构的结构示意图;
[0044]
图6为本发明所提供切向幕帘降温式燃气喷吹烧结机控制方法的流程图。
[0045]
图中:
[0046]
1.点火炉罩 2.点火烧嘴 3.台车 4.风箱 5.大烟道 6.轨道 7.燃气喷吹罩 8.燃气喷吹管 9.蒸汽喷吹装置 91.蒸汽总管 92.动静接头 93-1.第一蒸汽支管 93-2.第二蒸汽支管 94.双面齿条 95.液压缸 96.蒸汽喷口 97.齿轮
具体实施方式
[0047]
本发明拟解决现有技术存在的燃气喷吹起始点无法在不着火的前提下前移的问题。
[0048]
为了使本技术领域的人员更好地理解本发明方案,下面结合附图和具体实施方式对本发明作进一步的详细说明。
[0049]
在本文中,“上、下、内、外”等用语是基于附图所示的位置关系而确立的,根据附图的不同,相应的位置关系也有可能随之发生变化,因此,并不能将其理解为对保护范围的绝对限定;而且,诸如“第一”和“第二”等之类的关系术语仅仅用来将一个与另一个具有相同名称的部件区分开来,而不一定要求或者暗示这些部件之间存在任何这种实际的关系或者
顺序。
[0050]
请参考图1,图1为本发明第一实施例公开的蒸汽降温式燃气喷吹烧结机的结构示意图。
[0051]
如图所示,在一种具体实施例中,本发明所提供的烧结机在头部位置设置有点火炉罩1,点火炉罩1内安装有点火烧嘴2,若干个烧结机台车3首尾相连安装在烧结机上,烧结机台车车轮安装在烧结机轨道6上,台车3沿烧结机轨道6运行,轨道6下方安装有底部风箱4,风箱4上部正台车底部,风箱4下部与烧结大烟道5相连接。
[0052]
烧结开始前,先将铁矿石和焦炭、白云石等的混合料从烧结机前部装填进烧结台车3。装填满烧结料台车3在经过点火炉罩1下方时,由点火烧嘴2将烧结料表面的焦炭等点燃,在料层表面形成一层薄薄的燃烧带,台车继续沿轨道向烧结机尾部运行。烧结大烟道5内维持一定的负压(一般约14kpa),保证烧结机上部台车3处于抽风状态,料层上方的空气被抽入烧结料层内。在抽风作用下,料层下部的物料逐渐被上部燃烧带点燃,表层的燃烧带最终移动至台车3底部,完成物料的烧结。烧结完成的成品矿从烧结机尾部排出,烧结过程形成的废气则从底部烧结大烟道5抽走。
[0053]
为强化烧结效果,在点火炉罩1后方的烧结机台车上部增设了燃气喷吹罩7,喷吹罩7内设置有燃气喷吹管8。在烧结配料时,适当降低料层配煤比,将烧结所需的一部分热量以燃气喷吹的形式送入料层。烧结过程中,通过燃气喷吹管8将稀释到爆炸极限以下的燃气喷洒在烧结料层表面空间,使其被抽入料层内,利用燃气对烧结料层进行补热,强化烧结过程。研究表明,该技术可以显著改善传统烧结方法燃料偏析严重、料层供热不合理的问题,对烧结过程的节能和减排效果明显。
[0054]
蒸汽喷吹装置9设于点火炉罩1与燃气喷吹罩7之间的位置,以在烧结机台车3从其所在的位置经过时,以切向幕帘的形式向烧结机台车3的烧结料面喷吹水蒸气等冷却介质,使烧结料面温度降低至燃气着火温度以下。
[0055]
与现有技术相比,本发明在点火炉罩1后部、燃气喷吹罩7前部增设了蒸汽喷吹装置9,通过在烧结机前部料面(靠近点火炉的烧结料面)上喷吹少量蒸汽,将蒸汽喷吹和燃气喷吹技术相结合,利用蒸汽较空气比热容大和扩散能力强的特点,将烧结矿表面温度迅速降低至燃气着火温度以下,保证后续燃气喷吹的安全性。
[0056]
请参考图2、图3、图4,图2为图1所示切向幕帘降温式燃气喷吹烧结机的俯视图;图3为第一蒸汽支管和第二蒸汽支管之间形成垂直于烧结料面的蒸汽幕帘的示意图;图4为与蒸汽幕帘的宽度b相关的第一蒸汽支管和第二蒸汽支管的几何参数标识示意图。
[0057]
如图所示,蒸汽喷吹装置9主要由蒸汽总管91、动静连接头92、第一蒸汽支管93-1、第二蒸汽支管93-2、双面齿条94和液压缸95等组成。
[0058]
第一蒸汽支管93-1和第二蒸汽支管93-2上沿管长方向均匀的设有蒸汽喷口96,蒸汽由蒸汽总管91通过动静连接头92送入第一蒸汽支管93-1和第二蒸汽支管93-2,最后从喷口96喷出,均匀的撒布到烧结料面上方。
[0059]
第一蒸汽支管93-1和第二蒸汽支管93-2沿中线前后对称布置,使两支管喷出的蒸汽在中线上相交,在两管之间的中间面上形成一个垂直于烧结料面的蒸汽幕帘,当台车向前运动时,将蒸汽均匀的撒布在烧结料面上,实现对红热料面的冷却。
[0060]
请一并参考图5,图5为同步驱动机构的结构示意图。
[0061]
如图所示,第一蒸汽支管93-1和第二蒸汽支管93-2的两端分别通过齿轮97与双面齿条94相互啮合,液压缸95推动双面齿条94向前或向后运动,带动两根蒸汽支管沿轴心以相反的方向同步转动,也就是,当第一蒸汽支管93-1顺时针转动时,第二蒸汽支管93-2逆时针转动,当第一蒸汽支管93-1逆时针转动时,第二蒸汽支管93-2顺时针转动,达到调整喷吹角度θ的目的。
[0062]
通过同步转动两根蒸汽支管,可以调节蒸汽喷吹角度θ,使形成的蒸汽幕帘的宽度b发生改变,从而调节蒸汽进入料层的深度,以适应不同的料面温度。
[0063]
上述实施例仅是本发明的优选方案,具体并不局限于此,在此基础上可根据实际需要作出具有针对性的调整,从而得到不同的实施方式。例如,通过两个驱动部件分别驱动第一蒸汽支管93-1和第二蒸汽支管93-2进行转动,也能实现同步转动的目的,或者,第一蒸汽支管93-1和第二蒸汽支管93-2通过其他方式与蒸汽总管91相连接,等等。由于可能实现的方式较多,这里就不再一一举例说明。
[0064]
请参考图6,图6为本发明所提供切向幕帘降温式燃气喷吹烧结机控制方法的流程图。
[0065]
在烧结生产过程中,烧结机产量、烧结机机速、台车料层厚度等操作参数会出现调整,为保证相同的降温效果,需要对本蒸汽喷吹结构的蒸汽喷吹量和喷吹角度等进行相应控制和调整。因此,本专利技术同时提供了该装置的相应控制方法,以实现蒸汽喷吹量和喷吹角度等随烧结机产量、机速、料层厚度和点火强度等烧结工况参数的自动调节。
[0066]
下面建立控制量q
蒸汽
和θ与烧结参数(机速v
机
、点火后料面温度t等)之间的关系。
[0067]
蒸汽冷却强度q
传热
:
[0068]
由牛顿冷却定律,单位时间从单位面积散失的热量与温度差成正比,有:
[0069]
q
传热
=a
·
h
·
(t
料-t
蒸汽
)
ꢀꢀ
公式(1)
[0070]
其中,q
传热
定义为蒸汽冷却强度,即单位时间内蒸汽从料面带走的热量。a是蒸汽与料面的换热面积,h是传热系数,t
料
和t
蒸汽
分别是料面和蒸汽温度。
[0071]
换热面积a
[0072]
a=b
·
l
ꢀꢀ
公式(2)
[0073]
其中,b是蒸汽幕帘宽度,l是烧结机宽度。
[0074]
所需蒸汽量q
蒸汽
,忽略料面向空间的散热,由热平衡有:
[0075]
q
蒸汽
·
δt
蒸汽
·
c
蒸汽
=q
料
·
δt
料
·
c
料
ꢀꢀ
公式(3)
[0076]
其中,q
蒸汽
、q
料
分别是蒸汽和物料流量,δt
蒸汽
和δt
料
分别是蒸汽和物料换热前后温度差,c
蒸汽
和c
料
分别是蒸汽和物料的平均比热。因此,冷却料面所需蒸汽量q
蒸汽
可以由下式计算:
[0077][0078]
δt
料
=t
料-t'
料
ꢀꢀ
公式(5)
[0079]
δt
蒸汽
=t'
蒸汽-t
蒸汽
ꢀꢀ
公式(6)
[0080]
q
料
=ρ
·
l
·
d
·
v
机
ꢀꢀ
公式(7)
[0081]
式中,t'
料
和t'
蒸汽
分别是换热之后料面和蒸汽温度,根据工艺要求设定,c
料
和c
蒸汽
属于物性参数,ρ是物料堆密度,l和d分别是台车宽度和冷却深度,为常数。
[0082]
所需换热强度q
传热
:
[0083]
q
传热
=q
料
·
δt
料
·
c
料
ꢀꢀ
公式(8)
[0084]
联立式(1)、式(8),可获得宽度b的计算式:
[0085][0086]
由几何关系可知:
[0087][0088]
有:
[0089][0090]
由上述控制量与烧结参数之间的关系可以如图所示的的控制流程。具体控制方法如下:
[0091]
步骤1:测量离开点火炉罩时的料面温度t
测
;
[0092]
步骤2:根据公式(4)~(7),计算蒸汽量q
蒸汽
;
[0093]
步骤3:操作蒸汽流量阀,调节蒸汽流量至q
蒸汽
;
[0094]
步骤4:由公式(9)计算所需幕帘宽度b;
[0095]
步骤4:测量管排与料面距离h;
[0096]
步骤5:根据公式(10)计算喷吹角度θ;
[0097]
步骤6:调整液压缸行程,转动喷吹管,直至喷吹角度θ。
[0098]
由于在出点火炉后的料面上喷洒蒸汽,使得料面上的红热高温点消失,煤气的喷吹起始点可以有效前移,基于烧结抽风作业料层自蓄热效应原理,煤气喷吹起始点越往前移动,料层内的偏析燃料分布效果越明显,从而燃气喷吹强化烧结的效果也就更显著。
[0099]
以上对本发明所提供的切向幕帘降温式燃气喷吹烧结机及其控制方法进行了详细介绍。本文中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的核心思想。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以对本发明进行若干改进和修饰,这些改进和修饰也落入本发明权利要求的保护范围内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 烧结工艺

 热门咨询
热门咨询




tips