
 商标分类
商标分类  商标转让
商标转让 
一种热水器加热装置及安装方法与流程
 2021-03-11 10:03:14|
2021-03-11 10:03:14| 304|
304| 起点商标网
起点商标网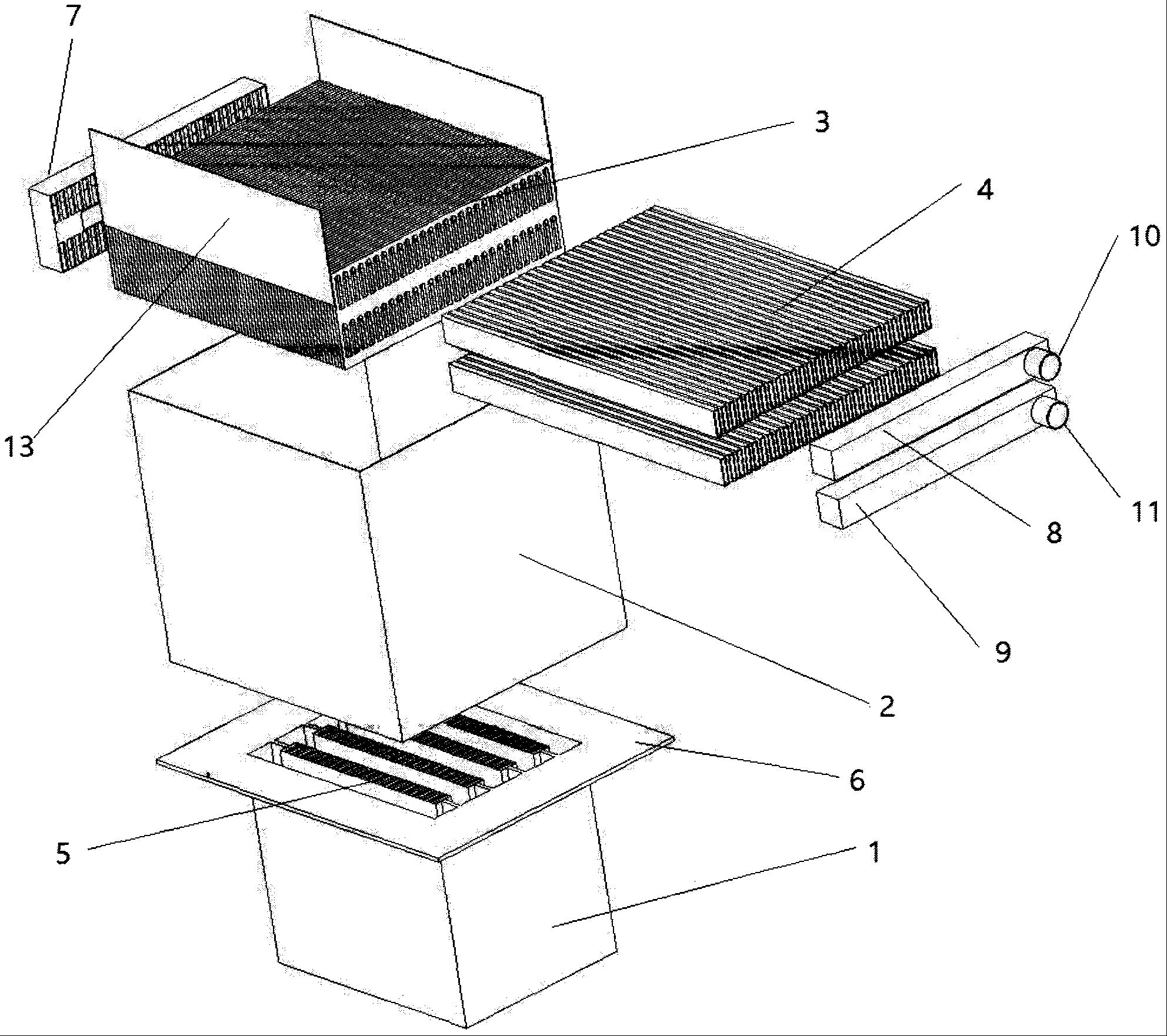
[0001]
本发明涉及热水器技术领域,具体涉及一种热水器加热装置以及该装置的安装方法。
背景技术:
[0002]
现有的热水器安装过程中,将加热片与过水通道进行贯穿连接,使用膨胀管设备对进行对过水通道进行膨胀,以达到过水通道与加热片进行触摸传导热量进行加热,才能达到加热水的效果,但是过水通道的使用时间越长,而且水的冷热,容易造成过水通道的冷缩热胀,最终过水通道会脱离加热片,使得加热效果会大打折扣,加热时间会需要更长。
技术实现要素:
[0003]
有鉴于现有技术的上述缺陷,本发明的技术目的在于提供一种热水器加热装置的安装方法,其安装牢固,保证热量的传导。
[0004]
为实现上述技术目的,本发明提供了一种热水器加热装置,包括火排、封闭箱、加热片、过水通道,所述火排为长方体设置,位于其中部的容纳腔内安装有至少四组横向设置的燃烧单元,所述火排上端四周向外延伸设置有一圈挡板,所述火排的正上方安装有一横截面形状与火排相适应的封闭箱,所述封闭箱的正上方安装有一组加热片,所述加热片的各个单元为纵向设置,整体为横向的阵列分布,其分布方向与燃烧单元的方向相一致,所述加热片的单元上设置有矩形的缺口,所述缺口在各个加热片单元上呈阵列分布,阵列分布的各个加热片单元上的缺口组成过水通道的安装位,所述过水通道贯穿加热片,所述过水通道为一组截面与所述缺口相适应的通道,所述过水通道形状为长方体或者圆形,其中长方形的高度为3mm-10mm,宽度为2.5mm-4mm,壁厚为0.15mm-3mm,其中圆形的直径为2.5mm-6mm,壁厚为0.15mm-3mm。
[0005]
所述过水通道以及所述加热片材质为不锈钢,并且内外层涂有焊接膏,所述过水通道为上下两组,所述过水通道一端安装有转接盒,位于上方的过水通道的另一端安装有进水盒,位于下方的过水通道的另一端安装有出水盒,在每一个所述的缺口上方还设置有一个圆形的通孔。
[0006]
进一步的,所述加热片的两侧位置固定安装有封闭板。
[0007]
进一步的,所述进水盒上安装有进水口,所述出水盒上安装有出水口,所述出水口位于进水口的正下方。
[0008]
进一步的,所述转接盒为“]”形,其上下两端分别与位于上下方的两组过水通道相联通。
[0009]
上述的热水器加热装置,其过水通道与加热片之间的安装步骤为:
[0010]
(1)将焊条插入位于过水通道上方位置上的圆形的通孔进行固定;
[0011]
(2)在过水通道内外层和加热片上涂有焊膏,之后放入钎焊炉进行加热,加热温度为700-950度,使得焊膏固定在表面层进行传到热量,焊条通过钎焊炉的加热,慢慢从固体
变成液体,液体通过过水通道表面进行往下覆盖,在与加热片之间进行连接固定,加热时间为50-70分钟。
[0012]
其中,钎焊炉中为真空焊接,焊条与焊膏的成分为银和紫铜,银的比例为60%-85%,紫铜的比例为15%-40%,加热温度为700-1200度,加热时间为50-70分钟。
[0013]
上述安装方法,通过焊条融合进行对过水通道和加热片进行连接,增加了两者之间的接触面,使得传送的热量更多,增加导热的效果。
附图说明
[0014]
图1为本发明整体结构图。
[0015]
图2为本发明过水通道与加热片结构截面示意图。
[0016]
图中,1、火排;2、封闭箱;3、加热片;4、过水通道;5、燃烧单元;6、挡板;7、转接盒;8、进水盒;9、出水盒;10、进水口;11、出水口;12、通孔。
具体实施方式
[0017]
以下将结合附图对本发明的构思、具体结构及产生的技术效果作进一步说明,以充分地了解本发明的目的、特征和效果。
[0018]
结合说明书附图1-2所示,一种热水器加热装置,包括火排1、封闭箱2、加热片3、过水通道4,火排1为长方体设置,位于其中部的容纳腔内安装有至少四组横向设置的燃烧单元5,火排1上端四周向外延伸设置有一圈挡板6,火排1的正上方安装有一横截面形状与火排1相适应的封闭箱2,封闭箱2的正上方安装有一组加热片3,加热片3的各个单元为纵向设置,整体为横向的阵列分布,其分布方向与燃烧单元5的方向相一致,加热片3的单元上设置有矩形的缺口,缺口在各个加热片3单元上呈阵列分布,阵列分布的各个加热片3单元上的缺口组成过水通道4的安装位,过水通道4贯穿加热片3。
[0019]
过水通道4为一组截面与缺口相适应的通道,过水通道4以及所述加热片3材质为不锈钢,并且内外层涂有焊接膏,过水通道4形状为长方体或者圆形,其中长方形的高度为3mm-10mm,宽度为2.5mm-4mm,壁厚为0.15mm-3mm,其中圆形的直径为2.5mm-6mm,壁厚为0.15mm-3mm。过水通道4为上下两组,过水通道4一端安装有转接盒7,位于上方的过水通道4的另一端安装有进水盒8,位于下方的过水通道4的另一端安装有出水盒9,在每一个的缺口上方还设置有一个圆形的通孔12。加热片3的两侧位置固定安装有封闭板13。
[0020]
进水盒8上安装有进水口10,出水盒9上安装有出水口11,出水口11位于进水口10的正下方。转接盒7为“]”形,其上下两端分别与位于上下方的两组过水通道4相联通。
[0021]
上述的热水器加热装置,其过水通道与加热片之间的安装步骤为:
[0022]
(1)将焊条插入位于过水通道4上方位置上的圆形的通孔进行固定;
[0023]
(2)在过水通道4内外层和加热片3上涂有焊膏,之后放入钎焊炉进行加热,加热温度为700-1200度,使得焊膏固定在表面层进行传到热量,焊条通过钎焊炉的加热,慢慢从固体变成液体,液体通过过水通道表面进行往下覆盖,在与加热片之间进行连接固定,加热时间为50-70分钟。
[0024]
上述安装方法中,步骤(2)中,钎焊炉中为真空焊接,焊条与焊膏的成分为银和紫铜,银的比例为60%-85%,紫铜的比例为15%-40%。
[0025]
本发明的热水器加热装置的安装方法,通过焊条融合进行对过水通道和加热片进行连接,增加了两者之间的接触面,使得传送的热量更多,增加导热的效果。
[0026]
以上详细描述了本发明的较佳具体实施例。应当理解,本领域的普通技术人员无需创造性劳动就可以根据本发明的构思作出诸多修改和变化。因此,凡本技术领域中技术人员依本发明的构思在现有技术的基础上通过逻辑分析、推理或者有限的实验可以得到的技术方案,皆应在由权利要求书所确定的保护范围内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 热水器
 热门咨询
热门咨询




tips