
 商标分类
商标分类  商标转让
商标转让 
机用割炬用粉末冶金割嘴的制作方法
 2021-03-03 16:03:34|
2021-03-03 16:03:34| 302|
302| 起点商标网
起点商标网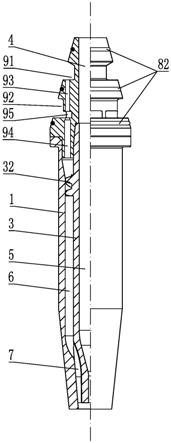
[0001]
本实用新型涉及割炬技术领域,尤其涉及一种机用割炬用粉末冶金割嘴。
背景技术:
[0002]
气体切割通过如下方式来进行:从气割嘴喷射由燃料气体和氧气而混合形成的预热气,燃烧形成的预热火焰对钢板等被切割件进行预热,并向被充分预热后的被切割件喷射切割氧而使母材燃烧,并且利用喷射能量来去除熔融母材、氧化生成物。然后,通过在持续进行气体切割的同时使气割嘴向目标方向行驶,由此能够将被切割件切割为目标形状。
[0003]
气体切割的燃料气体包括乙炔气、液化石油气、天然气、乙烯气、氢气等,每种燃料气体具有专用的割嘴,割嘴是割炬的重要部件,对整个割炬的性能影响至关重要。
[0004]
图5所示为目前常用的机用割嘴结构,包括割嘴外套、割嘴芯杆、割嘴主体三部分组成,割嘴芯杆与割嘴主体之间采用螺纹配合连接,割嘴主体与割嘴外套之间为分体式结构,通过插接方式安装;并且现有技术中的整个割嘴是用整块紫铜条利用数控机床进行机加工,加工工序较多,加工难度大,原材料利用率较低使得成本较高,尤其加工多个气体通道时,孔的形状很难控制,工件次品率较高,进一步增大生产成本;此外,由于紫铜材质较软,机械强度较差,尤其是与割嘴安装座的锥面容易发生变形,使得割嘴使用寿命较短;而现有技术中为解决此问题,通过在割嘴外套表面镀铬来提高机械强度,虽然其强度与硬度得到提高,但是由于其操作复杂,导致成本较高,不具有市场竞争力,因此很难大批量推广与使用;此外,割嘴主体安装完成后,与割嘴安装座的锥面之间配合形成气室,为了提高气室的密封性,安装时需要将割嘴主体的锥形面紧紧挤压在与割嘴安装座的锥面内,由于割炬的材质一般也选用铜,割嘴安装座的锥面上会被迫发生变形,而多次拆卸更换后,割嘴安装座的锥面变形量较大,将无法再与割嘴主体的锥形面进行过盈配合实现良好密封效果,导致气体泄露,使用性与安全性均很难得到保证。
技术实现要素:
[0005]
本实用新型所要解决的技术问题是提供一种加工方便、成本低、安装密封性较好且不会对割嘴安装座的锥面造成破坏的机用割炬用粉末冶金割嘴。
[0006]
为解决上述技术问题,本实用新型的技术方案是:机用割炬用粉末冶金割嘴,包括割嘴外套,所述割嘴外套的后端安装有割嘴主体,所述割嘴主体的前端安装有割嘴芯杆;所述割嘴主体的中心贯穿设置有氧气进气通道,所述割嘴芯杆的中心设置有与所述氧气进气通道连通的氧气出气通道,所述割嘴芯杆与所述割嘴外套之间设置有预热气混气室,所述割嘴芯杆的前端与所述割嘴外套的前端之间设置有与预热气混气室连通的预热气出气通道;所述割嘴芯杆通过锥面配合固定在所述割嘴主体上,所述割嘴主体的后端设置有与割嘴安装座配合安装的锥形安装体,所述锥形安装体的锥面上设置有安装密封结构,所述锥形安装体上还设置有与所述预热气混气室连通的进气预混结构。
[0007]
作为优选的技术方案,所述锥形安装体包括自顶到底依次设置的位于同一锥面上
的第一密封锥体、第二密封锥体和第三密封锥体。
[0008]
作为优选的技术方案,所述安装密封结构包括分别对应设置在所述第一密封锥体、所述第二密封锥体和所述第三密封锥体的外周锥面上的密封圈环槽,各所述密封圈环槽内对应安装有安装座密封圈。
[0009]
作为优选的技术方案,所述进气预混结构包括设置在所述第一密封锥体与所述第二密封锥体之间的预热气进气室以及设置在所述第二密封锥体与所述第三密封锥体之间的预热气预混室,所述第二密封锥体上贯穿均布有多个将所述预热气进气室与所述预热气预混室连通的第一预热气通道,所述第三密封锥体上贯穿均布有多个将所述预热气预混室与所述预热气混气室连通的第二预热气通道。
[0010]
作为优选的技术方案,各所述第一预热气通道与各所述第二预热气通道一一对应形成多组预热气通道,同一组预热气通道内对应的所述第一预热气通道与所述第二预热气通道的轴线重合且均竖向设置;所述第二预热气通道的孔径大于所述第一预热气通道的孔径。
[0011]
作为优选的技术方案,所述预热气预混室内布置有相互隔开的预热气负压腔,各所述预热气负压腔与各组所述第一预热气通道一对应,同一组的所述第一预热气通道与所述第二预热气通道均与对应的所述预热气负压腔连通。
[0012]
作为优选的技术方案,所述割嘴芯杆的后部一体成型设置有位于所述预热气混气室内的旋流装置。
[0013]
作为优选的技术方案,所述旋流装置为旋流器,所述旋流器为与所述割嘴外套间隙配合的柱状旋流体,所述柱状旋流体的外周均匀设置有多条呈螺旋状的旋流风道。
[0014]
作为优选的技术方案,所述割嘴芯杆的后端设置有外锥面,所述割嘴主体的前端中心设置有与所述外锥面配合安装的内锥孔,所述外锥面配合紧固在所述内锥孔内;所述割嘴芯杆与所述割嘴主体的配合面外端焊接固定。
[0015]
作为优选的技术方案,所述割嘴外套、所述割嘴芯杆、所述割嘴主体分别为一体成型的粉末冶金结构。
[0016]
由于采用了上述技术方案,机用割炬用粉末冶金割嘴,包括割嘴外套,所述割嘴外套的后端安装有割嘴主体,所述割嘴主体的前端安装有割嘴芯杆;所述割嘴主体的中心贯穿设置有氧气进气通道,所述割嘴芯杆的中心设置有与所述氧气进气通道连通的氧气出气通道,所述割嘴芯杆与所述割嘴外套之间设置有预热气混气室,所述割嘴芯杆的前端与所述割嘴外套的前端之间设置有与预热气混气室连通的预热气出气通道;所述割嘴芯杆通过锥面配合固定在所述割嘴主体上,所述割嘴主体的后端设置有与割嘴安装座配合安装的锥形安装体,所述锥形安装体的锥面上设置有安装密封结构,所述锥形安装体上还设置有与所述预热气混气室连通的进气预混结构;本实用新型的有益效果是:
[0017]
(1)现有技术中通过将所述割嘴主体的锥面紧紧挤压在割嘴安装座上用于实现两者之间安装密封性,但是由于割炬的材质为铜,此种密封方式使得割嘴安装座被迫发生变形,而多次拆卸更换割嘴后,割嘴安装座的变形量会越来越大,将无法再与割嘴主体的锥形面进行过盈配合实现良好密封效果,不仅会导致气体泄露,甚至会产生安全性问题;而本实用新型为解决这一问题,在所述锥形安装体的锥面上增设所述安装密封结构,安装时,不再需要将所述锥形安装体过盈挤压在割嘴安装座上即可实现良好的密封效果,可以实现在保
证良好密封效果的同时还能有效缓冲所述锥形安装体对割嘴安装座的冲击与磨损,有效降低割嘴安装座的变形量,延长割嘴安装座的使用寿命;
[0018]
(2)本实用新型中气流首先在所述预热气预混室内进行初步混合,然后再进入至所述预热气混气室内进行下一步混合,同时又由于所述预热气混气室内增设了所述旋流装置,使得气流在所述预热气混气室内还存在一步强制混合过程,所以本实用新型的混合主要包括三个过程,与现有技术仅具有一次混合相比,本实用新型的混合效果明显较好,尤其是所述旋流装置,现有技术中不存在该旋流装置,因此燃料气体与氧气进行混合时,是在两种气流运动过程中相遇后才产生混合,此种混合过程与混合效果存在不稳定性,而本实用新型中,因为所述旋流装置的设置,存在一段强制混合的过程,其混合效果明显得到保证。
附图说明
[0019]
以下附图仅旨在于对本实用新型做示意性说明和解释,并不限定本实用新型的范围。其中:
[0020]
图1是本实用新型实施例的结构示意图;
[0021]
图2是本实用新型实施例的结构原理图;
[0022]
图3是本实用新型实施例割嘴芯杆与割嘴主体的结构示意图;
[0023]
图4是本实用新型实施例割嘴芯杆的结构示意图;
[0024]
图5是背景技术的结构原理图;
[0025]
图中:1-割嘴外套;2-割嘴主体;21-第一密封锥体;22-第二密封锥体;23-第三密封锥体;3-割嘴芯杆;31-外锥面;32-旋流装置;33-旋流风道;4-氧气进气通道;5-氧气出气通道;6-预热气混气室;7-预热气出气通道;8-安装密封结构;81-密封圈环槽;82-安装座密封圈;9-进气预混结构;91-预热气进气室;92-预热气预混室;93-第一预热气通道;94-第二预热气通道;95-预热气负压腔。
具体实施方式
[0026]
下面结合附图和实施例,进一步阐述本实用新型。在下面的详细描述中,只通过说明的方式描述了本实用新型的某些示范性实施例。毋庸置疑,本领域的普通技术人员可以认识到,在不偏离本实用新型的精神和范围的情况下,可以用各种不同的方式对所描述的实施例进行修正。因此,附图和描述在本质上是说明性的,而不是用于限制权利要求的保护范围。
[0027]
如图1至图4所示,机用割炬用粉末冶金割嘴,包括割嘴外套1,所述割嘴外套1的后端安装有割嘴主体2,所述割嘴主体2的前端安装有割嘴芯杆3;所述割嘴主体2的中心贯穿设置有氧气进气通道4,所述割嘴芯杆3的中心设置有与所述氧气进气通道4连通的氧气出气通道5,氧气通过所述氧气进气通道4进入然后由所述氧气出气通道5排出,实现氧气切割作用;参见图2,所述氧气进气通道4为圆柱进气通道,所述氧气出气通道5从后往前由大直径圆柱通道通过锥面过渡形成小直径圆柱通道,大直径圆柱通道的直径与圆柱进气通道的直径相同,当氧气由大直径圆柱通道通过进入至小直径圆柱通道时,由于直径突然变小,使得氧气流速突然增大,可以实现快速出气效果;所述割嘴芯杆3与所述割嘴外套1之间设置有预热气混气室6,预热气混气室6为环形结构,所述预热气混气室6从后往前由大直径圆环
通道通过锥面过渡形成小直径圆环通道,混合燃气由大直径圆环通道进入至小直径圆环通道时,由于直径突然变小,使得混合燃气流速突然增大,可以实现快速出气效果;所述割嘴芯杆3的前端与所述割嘴外套1的前端之间设置有与预热气混气室6连通的预热气出气通道7;在本实施例中,所述割嘴芯杆3的前端设置有多个呈环形阵列的预热气导槽,形成与现有技术相同的梅花型结构,主要用于液化石油气、天然气、乙烯气,多个预热气导槽组合形成预热气出气通道7。
[0028]
在本实施例中,所述割嘴芯杆3通过锥面配合固定在所述割嘴主体2上,通过采用锥面配合的方式具有较好的对中性与密封性,对中性可以保证所述割嘴芯杆3与割嘴主体2之间的配合同轴度,实现良好的定位效果,密封性可以保证高要求切割氧气不会进入至预热气混气室6内,影响到预混效果;此外不再如现有技术中一样通过螺纹进行连接,配合安装方式较为简单,可以实现快速安装效果。
[0029]
进一步地,参见图2和图4,所述割嘴芯杆3的后端设置有外锥面31,所述割嘴主体2的前端中心设置有与所述外锥面31配合安装的内锥孔,所述内锥孔的后端还设置有与所述割嘴芯杆3后端对应的定位台肩,所述外锥面31配合紧固在所述内锥孔内;在圆锥配合中,外锥面31与内锥孔在轴向力的作用下能自动对中,以保证内、外锥的轴线具有较高的同轴度,并能快速安装;内、外锥表面经过配对研磨后,配合起来具有较好的自锁性与密封性。在本实施例中,所述外锥面31与所述内锥孔之间为过盈配合,具有较好的对中性与密封性,安装时,将所述割嘴芯杆3的外锥面31挤压固定在所述内锥孔内,而不是采用现有技术中的螺纹配合方式,此种螺纹配合方式虽然能保证一定的同轴度,但是其对中效果较本实用新型差,且无法精准保证两者之间连接的稳定性与密封性;同时还需要加工螺纹,加工工序复杂,且对螺纹加工精度要求较高,效率低,且成本高,不利于产品的批量生产。
[0030]
为了保证割嘴的安装与使用效果,因此出厂时就将所述割嘴芯杆3与所述割嘴主体2配合安装好,避免用户自己安装时无法保证安装精度而影响割嘴的切割效果,因此出厂前,将所述割嘴芯杆3挤压过盈配合紧固在所述割嘴主体2上;但是为了避免运输过程中,由于颠簸或碰撞而造成所述割嘴芯杆3从所述割嘴主体2中脱离的现象,因此在所述割嘴芯杆3与所述割嘴主体2的配合面外端进行焊接固定,即在紧固安装基础上进一步增设一层安装保障。焊接固定方式可以为点焊或者缝焊,在本实施例中采用缝焊,不仅可以实现稳定安装,同时可以进一步保证连接处的密封效果。
[0031]
参见图2和图3,所述割嘴主体2的后端设置有与割嘴安装座配合安装的锥形安装体,所述锥形安装体的锥面上设置有安装密封结构8,所述锥形安装体上还设置有与所述预热气混气室6连通的进气预混结构9。燃料气体与氧气分别进入至所述进气预混结构9内,进行初步混合形成混合燃气,然后再进入至所述预热气混气室6内进行进一步的完全混合,混合均匀后然后再由所述预热气出气通道7排出燃烧,对切割件进行预热。现有技术中通过将所述割嘴主体2的锥面紧紧挤压在割嘴安装座上用于实现两者之间安装密封性,但是由于割炬的材质为铜,此种密封方式使得割嘴安装座被迫发生变形,而多次拆卸更换割嘴后,割嘴安装座的变形量会越来越大,将无法再与割嘴主体2的锥形面进行过盈配合实现良好密封效果,不仅会导致气体泄露,甚至会产生安全性问题;而本实用新型为解决这一问题,在所述锥形安装体的锥面上增设所述安装密封结构8,安装时,不再需要将所述锥形安装体过盈挤压在割嘴安装座上即可实现良好的密封效果,可以实现在保证良好密封效果的同时还
能有效缓冲所述锥形安装体对割嘴安装座的冲击与磨损,有效降低割嘴安装座的变形量,延长割嘴安装座的使用寿命。
[0032]
参见图2和图3,所述锥形安装体包括自顶到底依次设置的位于同一锥面上的第一密封锥体21、第二密封锥体22和第三密封锥体23,所述第一密封锥体21、所述第二密封锥体22、所述第三密封锥体23从上往下逐渐增大共同构成与割嘴安装座的配合的锥面结构。
[0033]
参见图2和图3,所述安装密封结构8包括分别对应设置在所述第一密封锥体21、所述第二密封锥体22和所述第三密封锥体23的外周锥面上的密封圈环槽81,各所述密封圈环槽81内对应安装有安装座密封圈82,三个所述安装座密封圈82共同构成所述安装密封结构8。在本实施例中,所述密封圈环槽81为弧形环槽,所述安装座密封圈82为o型橡胶密封圈,所述o型橡胶密封圈压紧在弧形环槽内,所述o型橡胶密封圈的外部超出对应的密封锥体外表面用于与割嘴安装座密封配合。所述割嘴芯杆3、所述割嘴主体2、所述割嘴外套1配合安装完成后,当需要安装在割炬的割嘴安装座内时,首先将各个所述安装座密封圈82对应安装在所述密封圈环槽81内,然后再将所述割嘴主体2朝上割嘴安装座内推动,使得所述密封圈环槽81密封压紧在割嘴安装座上,然后再通过割炬丝帽配合将割嘴整体固定;本实用新型中所述锥形安装体的锥面不再如现有技术一样需要紧紧挤压在割嘴安装座上,而是通过所述安装座密封圈82来保证与割嘴安装座之间的密封效果,避免出现漏气等不安全现象;同时由于所述安装座密封圈82压装在所述锥形安装体的外锥面31与割嘴安装座之间,因此所述锥形安装体的外锥面31与割嘴安装座之间的配合关系可以为过渡配合或者间隙配合,不再如现有技术中过盈配合,此时所述安装座密封圈82还可以有效缓冲所述锥形安装体与所述割嘴安装座之间配合面的冲击,避免使得割嘴安装座发生较大变形,不会对割嘴安装座造成磨损,延长了割炬的使用寿命。
[0034]
参见图2和图3,所述进气预混结构9包括设置在所述第一密封锥体21与所述第二密封锥体22之间的预热气进气室91以及设置在所述第二密封锥体22与所述第三密封锥体23之间的预热气预混室92,所述第二密封锥体22上贯穿均布有多个将所述预热气进气室91与所述预热气预混室92连通的第一预热气通道93,所述第三密封锥体23上贯穿均布有多个将所述预热气预混室92与所述预热气混气室6连通的第二预热气通道94。在本实施例中,所述预热气进气室91与预热气预混室92分别为与割嘴安装座配合形成的环形气室;所述第一预热气通道93与所述第二预热气通道94均设置有六个,在此所述第一预热气通道93与所述第二预热气通道94均为柱形孔。
[0035]
所述第一密封锥体21与所述第二密封锥体22上的两安装座密封圈82配合用于保证所述预热气进气室91内的密封效果,所述第二密封锥体22与所述第三密封锥体23上的两安装座密封圈82配合用于保证所述预热气预混室92内的密封效果,使得所述预热气进气室91与所述预热气预混室92独立分隔;在本实施例中,所述预热气进气室91内进入的是氧气,所述预热气预混室92内进入的是燃料气体。氧气进入至所述预热气进气室91后,经过所述第一预热气通道93向前运动至所述预热气预混室92内,与所述预热气预混室92内的燃料气体进行初步混合,然后再由所述第二预热气通道94继续向前运动,运动至所述预热气混气室6内进行下一步混合。
[0036]
参见图2,各所述第一预热气通道93与各所述第二预热气通道94一一对应形成多组预热气通道,同一组预热气通道内对应的所述第一预热气通道93与所述第二预热气通道
94的轴线重合且均竖向设置,由于所述第一预热气通道93与所述第二预热气通道94上下正对应,因此当氧气由所述第一预热气通道93运动至所述预热气预混室92时,氧气会与所述预热气预混室92内的燃料气体进行初步混合;但是由于气体运动具有惯性,且氧气是具有一定压力喷射的,因此仍然会有一部分气体继续沿着原来的运动路径直接进入至所述第二预热气通道94内,使得所述预热气预混室92与所述第二预热气通道94连通处瞬间失压,此处气体量会瞬间增加,产生涡流,在负压作用下,所述预热气预混室92内的混合气体被吸进所述第二预热气通道94内,继续进行混合并沿着所述第二预热气通道94向前运动至所述预热气混气室6内,由于所述第一预热气通道93与所述第二预热气通道94正对应,不仅不会降低气流的运动速度,同时会在所述预热气预混室92内形成负压区,促进气流的混合,同时也提高所述预热气预混室92内的气体流速,使得气体快速进入至所述第二预热气通道94内。
[0037]
由于进入至所述第二预热气通道94内的气体量较多,为了避免阻力较大,因此所述第二预热气通道94的孔径大于所述第一预热气通道93的孔径,用于满足混合气体用量。
[0038]
由于每组所述预热气通道都会在所述预热气预混室内对应产生一个负压区,为了防止各个负压区之间的气体相互干扰,因此本实用新型在所述预热气预混室92内布置有相互隔开的预热气负压腔95,各所述预热气负压腔95与各组所述第一预热气通道93一对应,同一组的所述第一预热气通道93与所述第二预热气通道94均与对应的所述预热气负压腔95连通,各个所述预热气负压腔95还均与所述预热气预混室92连通,参见图2。各个所述预热气负压腔95之间隔开,即将各个负压区划分成单独的预热气负压腔95,这样在每个所述预热气负压腔95内所产生的负压可以被充分利用,进而使得对应的所述预热气负压腔95内的混合气体可以更多地且快速进入至对应的所述第二预热气通道94内,保证气流运动不相互干扰;同时从所述第一预热气通道93内运动至所述预热气预混室内的氧气也主要聚集在对应的所述预热气负压腔95内,与所述预热气负压腔95内的燃料气体进行充分混合,然后再进入至所述第二预热气通道94中;本实用新型通过划分各个独立的预热气负压腔95,充分利用各个区域所产生的负压,实现气流的充分混合以及气流的快速运动。
[0039]
所述预热气负压腔95为三角状槽型气室,通过模具成型,利于模具的脱模。
[0040]
参见图2和图4,所述割嘴芯杆3的后部一体成型设置有位于所述预热气混气室6内的旋流装置32。所述旋流装置32设置在所述预热气混气室6内,所述旋流装置32的后端与所述割嘴主体的前端之间的间距为3-8mm,即靠近所述预热气混气室6的后部。当气流由所述第二预热气通道94出来后需要运动一小段行程后再经过所述旋流装置32,气流经过所述旋流装置32后作涡旋运动,运动过程中燃烧气体与氧气被卷入,沿着所述旋流装置32进行旋流混合,同时还增加了气流的运动路径,用于使得混合气体混合的更加充分、均匀,从所述旋流装置32内出来的气流继续进入至所述预热气混气室6内,此时由于气流不受所述旋流装置32作用,不再被强制进行涡旋运动,因此沿着所述预热气混气室6继续运动时,气流逐渐变得稳定,且运动方向稳定的朝向所述预热气出气通道7,然后再由所述预热气出气通道7喷出,可以有效提高预热火焰的稳定性,同时由于喷出气流的风线较长,可以有效提高预热速度;此外气流在所述预热气混气室6内还仍然进一步混合,混合效果较好。
[0041]
在本实施例中,气流首先在所述预热气预混室92内进行初步混合,然后再进入至所述预热气混气室6内进行下一步混合,同时又由于所述预热气混气室6内增设了所述旋流装置32,使得气流在所述预热气混气室6内还存在一步强制混合过程,所以本实用新型的混
合主要包括三个过程,与现有技术仅具有一次混合相比,本实用新型的混合效果明显较好,尤其是所述旋流装置32,现有技术中不存在该旋流装置32,因此燃料气体与氧气进行混合时,是在两种气流运动过程中相遇后才产生混合,此种混合过程与混合效果存在不稳定性,而本实用新型中,因为所述旋流装置32的设置,存在一段强制混合的过程,其混合效果明显得到保证。
[0042]
现有技术中存在一种通过螺纹连接方式的旋流装置32,此种结构需要对旋流装置32与割嘴芯杆3均进行螺纹加工,加工工艺复杂,成本较高,并且通过螺纹连接会存在松脱现象,旋流装置32会在气流运动下发生不稳定的转动,影响到气流运动速度;而本实用新型中的旋流装置32与所述割嘴芯杆3之间为一体成型的结构,加工方便、成本低,且所述旋流装置32与所述割嘴芯杆3之间的位置固定,无需安装,且不存在由于所述旋流装置32位置不确定而造成气流速度不一致的现象。
[0043]
参见图2和图4,所述旋流装置32为旋流器,所述旋流器为与所述割嘴外套1间隙配合的柱状旋流体,其间隙值较小,所述柱状旋流体的外周均匀设置有多条呈螺旋状的旋流风道33,首先所述旋流器的外周与所述割嘴外套1内壁之间的间隙较小,因此经过所述旋流器的气体都会进入至所述旋流风道33,经过所述旋流风道33进行旋流运动,用于保证所有的气体均被进行一次强制混合过程;所述旋流风道33一方面实现气流的涡流运动,另一方面增加气流的运动路径,两者结合用于提高气体的混合效果。
[0044]
现有技术中的割嘴主要采用紫铜材质,并且利用数控机床进行机加工,由于铜材质较软,因此导致割嘴硬度不够,耐磨性较差,而现有技术中为解决这一问题会在割嘴外套1表面镀铬来提高硬度,成本较高,操作复杂;因此本实用新型所述割嘴外套1、所述割嘴芯杆3、所述割嘴主体2分别为一体成型的粉末冶金结构。采用粉末冶金工艺分别对割嘴外套1、割嘴芯杆3、割嘴主体2进行加工制造,加工的具体步骤包括:
[0045]
(1)选择符合要求的金属粉末,根据金属粉末类型选择粘结剂,将金属粉末与粘结剂进行混料、造粒,制成适合注射成型用的原料,在本实施例中,金属粉末选用不锈钢粉末;
[0046]
(2)根据所述割嘴外套1、割嘴主体2和割嘴芯杆3的尺寸和结构制作注射成型所用的模具,将原料利用注射成型机注入模具内成型;
[0047]
(3)将模具成型后的制品经过化学办法或者加热分解的办法脱除制品中的粘结剂;
[0048]
(4)将脱除粘结剂后的制品进行高温烧结致密化后得到烧结制品;
[0049]
(5)将烧结制品根据需要进行后处理后得到最终成品;
[0050]
各部件分别通过模具一次成型,不再需要额外加工孔等,加工方式更加方便,成本较低,生产效率高,可大批量生产;并且生产后的部件一致性较好,在割嘴装配过程中,各部件之间的互换性较高,且连接方式不再需要如现有技术中分别加工后再加工螺纹进行配合,可实现快速安装;此外,本实用新型形成的割嘴为不锈钢割嘴,其结构的硬度以及耐磨性等均较好,不易变形,使用寿命长。
[0051]
当然,所述预热气进气室91内可以通入燃料气体,同时所述预热气预混室92内对应进入的是氧气。
[0052]
以上显示和描述了本实用新型的基本原理、主要特征及本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述
的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 混合结构

 热门咨询
热门咨询




tips