
 商标分类
商标分类  商标转让
商标转让 
用于医废和危废混烧回转窑的可自动配伍双进料系统的制作方法
 2021-03-03 10:03:45|
2021-03-03 10:03:45| 297|
297| 起点商标网
起点商标网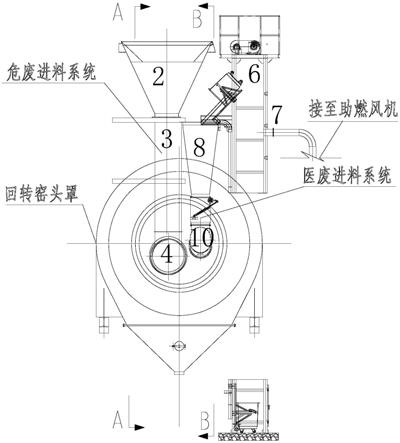
[0001]
本实用新型属于环保技术领域,涉及同时焚烧处置医疗废物和工业危险废物的回转窑焚烧系统的进料系统。
背景技术:
[0002]
危险废物是危害人类生态环境和人体健康的重要污染源之一,根据《中华人民共和国固体废物污染环境防治法》对危险废物和医疗废物进行分类管理。危险废物以焚烧为主要无害化处置方式,医疗废物对于日处理量大于10吨的项目,也采用焚烧的方式进行无害化处置。
[0003]
目前的危废和医废焚烧处置都是分别处置的,少数综合危废处置中心的回转窑系统有同时焚烧处置危废和医废的设计。随着城市发展以及环保循环产业园的推广,越来越多的危废综合处置中心的回转窑焚烧系统将具有医废处置的功能,作为城市应急保障的重要组成。
[0004]
目前回转窑焚烧系统废进料装置都是单一进料系统,除废液喷枪外,散状废物、块状废物、污泥及半固态废物、带包装的废物均通过一套进料系统进入焚烧炉内;同时处理危废和医废的回转窑,危废和医废也是通过同一料道进入焚烧炉。采用同一套进料系统焚烧危废和医废,在实际运行过程中,存在以下问题:
[0005]
1、医废具有传染性,与危废采用同一套斗提和进料系统,有在焚烧炉外的进料系统内残留传染性物质的风险,对上料操作工人带来危害;同时危废进料系统不是全密封设计,医废上料过程中产生的有害气体逸散对周围环境带来了潜在风险;
[0006]
2、医废都是装在医废箱内带包装袋进料,医废松散具有较多空隙和很好的可压缩性,在料道内可实现“料封”降低料道外表面温度,从而简化进料冷却系统;同时物料特性使得液压推料的压力低,可以降低液压站功率;
[0007]
3、医废都是易燃烧的废物,料道内挤压破坏包装后,进入焚烧炉呈散状,易于燃烧,一般采用水平或者较小角度的料道有利于焚烧;
[0008]
4、医废的氯元素成分含量高,不经过配伍控制后直接进入焚烧炉,会对焚烧炉的焚烧效果产生影响,导致焚烧不完全、灰渣热灼减率不达标、设备腐蚀以及尾气污染物排放超标等问题;
[0009]
5、医废的热值高且稳定,可作为危废处置的有效配伍成分,稳定进入焚烧炉的热值,使得焚烧均匀;但是现有系统无法实现医废和危废的实时配伍,造成焚烧波动的同时也会造成一定程度上的浪费。
[0010]
随着综合危废处置中心规模越来越大,回转窑焚烧炉的截面尺寸也逐渐增加,窑头罩空间的增加,为多进料系统的设计带来可能性。特别是危废和医废在物料属性和焚烧特性方面的诸多不同,也提出来可自动配伍双进料系统的要求。
技术实现要素:
[0011]
本实用新型提供一种双进料系统,通过两套独立进料结构设计,使进料系统适用性更广、可实现单独控制达到物料配伍目前、降低运行能耗,设备维修几率进一步降低,适用于同时处置危废和医废的焚烧炉。
[0012]
为了实现上述目的,本实用新型采取了如下技术方案:
[0013]
用于医废和危废混烧回转窑的可自动配伍双进料系统,包括密封辊道输送机、密封斗式提升机、链板输送机、密封小进料斗、单密封料封通道及小液压推料系统、大进料斗、双密封大倾角料道及大液压推料系统;
[0014]
密封辊道输送机(5)的末端与竖直型的密封斗式提升机(6)的下部相连,密封斗式提升机(6)顶部设置滑道翻转系统,滑道翻转系统的出货口的下面设有密封小进料斗(8),密封小进料斗(8)底部设置液压密封门,轴向基本水平的单密封料封通道(9)设置于密封小进料斗(8)的密封门之下,单密封料封通道(9)侧面与密封小进料斗(8)的下部出口端连通连接为一体,单密封料封通道(9)前端口设有与单密封料封通道(9)同轴的小液压推料系统(10),单密封料封通道(9)后端口与焚烧炉连接,小液压推料系统(10)能够推送单密封料封通道(9)内底部的物料逐渐进入回转窑焚烧炉内;密封斗式提升机(6)的上部侧面设有臭气吸风管道系统(7)通过回转窑助燃风机与回转窑焚烧炉相连,上述为医废进料系统;
[0015]
链板输送机(1)的出料口下接大进料斗(2),大进料斗(2)的下端与倾斜的双密封大倾角料道(3)的侧面相连连通,双密封大倾角料道(3)上端部设有与双密封大倾角料道(3)同轴的轴向设有大液压推料系统(4),双密封大倾角料道(3)倾斜的下端部与回转窑焚烧炉连接,大液压推料系统(4)能把密封大倾角料道(3)内的物料推入到回转窑焚烧炉内;上述为危废进料系统。
[0016]
作为优选,所述在回转窑焚烧炉中对应的医废进料系统进口中心线低于危废进料系统进口中心线,大液压推料系统(4)和小液压推料系统(10)的中心线间距大于500mm。
[0017]
作为优选,所述单密封料封通道(9)与水平方向夹角不超过10
°
。
[0018]
作为优选,所述密封斗式提升机6上部医废箱翻转机轨道与水平方向夹角大于45
°
。
[0019]
作为优选,所述双密封大倾角料道3与水平方向夹角大于30
°
。
[0020]
作为优选,所述双进料系统进料能力为5吨/小时,其中医废进料系统进料能力为1吨/小时,危废进料能力为4小时/吨。
[0021]
作为优选,所述单密封料封通道9采用椭圆形双层料道,进料通道外设计空气冷却夹层,内层进料通道截面积为0.2
㎡
。
[0022]
作为优选,所述双密封大倾角料道3采用圆形双层料道,进料通道外设计循环冷却水夹层,内层进料通截面积为0.6
㎡
。
[0023]
作为优选,臭气吸风管道系统7吸风口高度低于密封小进料斗8,高于单密封料封通道9,抽风量不小于200nm3/小时。
[0024]
作为优选,单密封料封通道9和双密封大倾角料道3均设置蒸汽灭火接口。
[0025]
作为优选,所述单密封料封通道9采用风冷却方式,双密封大倾角料道3采用循环冷却方式。
[0026]
作为优选,大液压推料系统4液压站设备装机功率不小于18.5kw,小液压推料系统
10液压站设备装机功率不大于7.5kw。
[0027]
上述用于医废和危废混烧回转窑的可自动配伍双进料系统的进料方法,包括如下:医废通过医废收集箱进入密封辊道输送机(5)一端,密封辊道输送机(5)的另一端即末端与密封斗式提升机(6)的下部相连,密封斗式提升机(6)顶部设置的滑道翻转系统将医废箱向下翻转,医废从医废箱中倒出进入密封小进料斗(8)内,分散的医废运行中形成一定密度充满单密封料封通道(9)空间,小液压推料系统(10)保持一定压力克来回推送,使得单密封料封通道(9)内的物料逐渐进入回转窑焚烧炉(11)内;医废进料过程中产生的废气通过设置在密封斗式提升机(6)上部的臭气吸风管道系统(7)与回转窑焚烧炉助燃风机相连,将医废系统中废气作为助燃风送入回转窑焚烧炉中焚烧处理;危废进入链板输送机(1)的料斗中,链板输送机(1)的出料口下接大进料斗(2),大进料斗(2)下部与双密封大倾角料道(3)相连,大液压推料系统(4)保持一定的压力来回推送,使得双密封大倾角料道(3)内的危废批次进入到回转窑焚烧炉内。
[0028]
作为优选,医废系统进料速度可根据危废热值和进料速度自动调节,使得大液压推料系统(4)和小液压推料系统(10)均与控制系统连接,通过控制大液压推料系统(4)和小液压推料系统(10)进而控制医废和危废的进料速度,保证进入焚烧炉的废物热值稳定且节约辅助燃料,医废进料速度与危废进料参数枝之间的调节公式如下:
[0029][0030]
其中:v
医
:医废的进料速度,以小液压推料系统10中液压推头运行的速度计,单位mm/min;
[0031]
q
s
:回转窑焚烧炉满足自持燃烧的标准热值,按国内同类项目运营经验,取值3500kcal/kg;
[0032]
q
危
:危废配伍后入炉的平均热值,单位kcal/kg;
[0033]
q
医
:医废的平均热值,按国内相关资料,取值4500kcal/kg;
[0034]
g
危
:危废进料速度,单位kg/h;
[0035]
p
医
:医废的平均密度,不同地区略有差别,取值范围在400-800kg/m3,
[0036]
a
医
:单密封料封通道9内层进料通道截面积,取值0.2
㎡
;
[0037]
代入行业经验值以及本实用新型中设备参数,双进料系统中医废进料速度应用公式如下:
[0038]
本实用新型p
医
取一般的平均值600kg/m3;
[0039]
v
医
=(0.49-0.00014q
危
)g
危
[0040]
本实用新型提出的用于医废和危废混烧回转窑的可自动配伍双进料系统,将医废进料和危废进料系统单独设计,建成两套独立系统,与传统共用设计相比,一方面增加了系统运行灵活性,避免两种废物的进料频次和进料速度相关影响;另一方面通过独立的医废进料系统,当医废稳定处置的时候,可将医废看做是热值稳定“特殊燃料”,通过热值和氯元素配伍,充分利用医废热值补充危废燃烧能量,稳定燃烧,节约能源。该双进料系统,在任一进料系统发生故障时,可以短期互为备用,实现低负荷下不停机检修。该双进料系统充分考虑危废和医废在各种特性方面的差异,分类稳定进料的同时,通过差异化设计,降低了医废
进料尺寸和液压系统电耗,可以有效控制运行成本。
附图说明
[0041]
图1是本实用新型用于医废和危废混烧回转窑的可自动配伍双进料系统施例的安装结构示意图。
[0042]
图2为图1的a-a剖面图,是危废进料系统侧视图。
[0043]
图3为图1的b-b剖面图,是医废进料系统侧视图。
[0044]
图中:1、链板输送机,2、大进料斗,3、双密封大倾角料道,4、大液压推料系统,5、密封辊道输送机,6、密封斗式提升机,7、臭气吸风管道系统,8、密封小进料斗,9、单密封料封通道,10、小液压推料系统,11回转窑焚烧炉.
具体实施方式
[0045]
下面结合附图1-3对本实用新型的一个优选实施案例作详细说明。
[0046]
本实施案例中用于医废和危废混烧回转窑的可自动配伍双进料系统的结构如图1、图2和图3所示,主要包括危废进料系统和医废进料系统。其中危废进料系统由链板输送机1、大进料斗2、双密封大倾角料道3和大液压推料系统4组成;医废进料系统由密封辊道输送机5、密封斗式提升机6、臭气抽风口7、密封小进料斗、单密封料封通道9和小液压推料系统10组成。
[0047]
本实用新型提出的用于医废和危废混烧回转窑的可自动配伍双进料系统的工作流程及原理:危废储存在料坑内,经过行车抓紧抓料进入链板输送机1,按照设定的转速将危废水平输送进入大进料斗2中缓冲,根据焚烧进料频率的设定,废物经过双密封大倾角料道3两级密封门后进入到焚烧炉内;大液压推料系统4保持一定的压力推送,使得3内的危废批次进入到焚烧炉内。若运行过程中发生堵料和卡料现象,可通过增加4的压力将废料推送进入焚烧炉。医废自冷库或医废车卸料后送入焚烧炉前,由人工辅助将医废箱卡入密封辊道输送机5内,辊道通过设计的速度将医废依次水平运输至密封斗式提升机6的下部,提升机垂直提升医废箱到设计高度后,通过6顶部设置滑道翻转系统将医废箱向下翻转,医废从收集箱中倒出进入密封小进料斗8内,8底部设置液压密封门,按程序设计时间定期打开,单密封料封通道9设置于8的密封门之下,密封门打开后医废进入9的通道内延小角度滑入回转窑中,随着医废的不断加入,在9的内部将形成一定密度充满9空间的料封,保证焚烧炉内烟气不外溢,在医废进料过程中,小液压推料系统10保持一定压力推送,使得9内的物料逐渐进入焚烧炉内;医废进料系统采用全密封设计,使用过程中全负压设计,过程中产生的废气通过设置在6上部的臭气吸风管道系统7与回转窑助燃风机相连,将医废系统中废气作为助燃风送入回转窑中焚烧处理。双进料系统同时工作,按时设定的速度同时将医废和危废送入回转窑内,两种废物在回转窑内混合燃烧。
[0048]
本实用新型适用于综合危废处置中心或者单独的危险废物焚烧厂,同时处理医废和危废的焚烧炉,同时也适用于焚烧处理危废的焚烧炉预留应急处置医废的系统。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips