
 商标分类
商标分类  商标转让
商标转让 
一种多类型五金件自动直入设备的制作方法
 2021-02-24 04:02:16|
2021-02-24 04:02:16| 377|
377| 起点商标网
起点商标网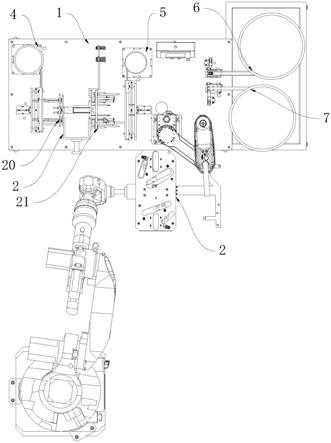
[0001]
本实用新型涉及注塑设备,尤其涉及一种多类型五金件自动直入设备。
背景技术:
[0002]
现有技术中,很多情况下需要在注塑过程中向注塑模具插入五金件,这种五金件一般包括片状的五金件以及铝套五金件,传统生产工艺中,直入五金件的过程一般由工人手动完成,这种手动直入的方式,不仅操作繁琐,而且效率低下,人工成本较高,尤其是误装、漏装的情况时有发生,导致产品生产效率低下。特别是对于一些兼具圆环五金件和异形五金件的注塑工艺而言,需要依赖六轴机器人将多种五金依次放在手抓上,再用一台四轴机器人将五金放在后模手抓,另需一台六轴机器人将五金件埋入模内,整个设备涉及的机械手数量较多,生产匹配柔性差,而且机台尺寸是常规机台的两倍以上,设备成本大大增加。
技术实现要素:
[0003]
本实用新型要解决的技术问题在于,针对现有技术的不足,提供一种能有效简化设备结构,减少机器人数量,节省设备成本,同时能提高生产效率、节省生产成本、占地空间较小的多类型五金件自动直入设备。
[0004]
为解决上述技术问题,本实用新型采用如下技术方案。
[0005]
一种多类型五金件自动直入设备,其包括有机台和第一机械手,所述机台上设有第一环状五金件上料机构、第二环状五金件上料机构、第一异形五金件上料机构、第二异形五金件上料机构和转送机械手,其中:所述第一环状五金件上料机构和所述第二环状五金件上料机构之间设有可供所述第一机械手进出的取料工位,所述第一机械手的两侧分别设有第一取料机构和第二取料机构,借由所述第一取料机构和所述第二取料机构分别从所述第一环状五金件上料机构和所述第二环状五金件上料机构取出环状五金件,并通过所述第一机械手将所述第一取料机构和所述第二取料机构取出的环状五金件直入预设的注塑设备中;所述第一异形五金件上料机构与所述第二异形五金件上料机构并排设置,所述转送机械手设于所述第一异形五金件上料机构和所述第二异形五金件上料机构的相邻处,所述转送机械手用于从所述第一异形五金件上料机构和所述第二异形五金件上料机构取出异形五金件并装载于所述第一取料机构和/或第二取料机构,借由所述第一机械手将所述第一取料机构和所述第二取料机构装载的异形五金件直入预设的注塑设备中。
[0006]
优选地,所述第一环状五金件上料机构包括有第一上料振动盘、分料模具和模腔盖板,所述分料模具内开设有模腔以及与所述模腔相互连通的分料通道,所述第一上料振动盘的出料口与所述模腔相连通,所述模腔盖板与所述分料模具固定连接,且所述模腔盖板覆盖所述模腔,所述模腔盖板上开设有多个取料孔,所述取料孔与所述分料通道一一对齐,所述第一取料机构与所述模腔盖板对齐,且所述第一取料机构通过所述取料孔取出所述分料通道内的环状五金件。
[0007]
优选地,所述第一取料机构包括有固定板和活动板,所述固定板与所述第一机械手固定连接,所述活动板与所述固定板相互平行,所述固定板上固定有多个取料插杆,所述取料插杆与所述取料孔一一对应,所述活动板上固定有多个插杆套管,所述取料插杆依次穿过所述活动板和所述插杆套管并向外伸出,且所述取料插杆与所述活动板和所述插杆套管均滑动配合,所述固定板背向所述活动板的一侧固定有推料气缸,所述推料气缸的驱动端与所述活动板相连接,当所述第一取料机构取出环状五金件并运送至注塑设备时,借由所述推料气缸驱使所述活动板和所述插杆套管向外滑动,进而将所述取料插杆上套设的环状五金件直入所述注塑设备中。
[0008]
优选地,所述第一机械手包括有u形架,所述第一取料机构和所述第二取料机构分设于所述u形架的两个支臂上,所述第一机械手上固定有吸嘴支架,所述吸嘴支架上固定有多个吸嘴,所述吸嘴用于吸取五金件并通过所述第一机械手直入所述注塑设备中。
[0009]
优选地,所述第一异形五金件上料机构包括有用于输出第一异形五金件的第二上料振动盘、第一升降气缸以及第一平移气缸,所述第一平移气缸固定于所述机台上,所述第一升降气缸固定于所述第一平移气缸的驱动端,所述第一升降气缸的驱动端设有第一异形件插座,所述第一异形件插座上开设有第一插口,所述第二上料振动盘的出料口与所述第一插口对齐,以令所述第二上料振动盘输出的第一异形五金件插设于所述第一插口内,所述第一升降气缸用于驱使插接有所述第一异形五金件的所述第一异形件插座下降,所述第一平移气缸用于驱使所述第一升降气缸向外平移,进而将所述第一异形五金件向外移送,以供所述转送机械手拾取所述第一异形五金件。
[0010]
优选地,所述第一异形五金件的侧部形成有凸出部,所述机台上固定有第一立板,所述第一立板上固定有第一挡料气缸,所述第一挡料气缸的驱动端固定有楔形档杆,当所述第一异形五金件插入所述第一插口时,所述第一挡料气缸驱使所述楔形档杆向前运动,以令所述楔形档杆进入相邻两个第一异形五金件之间,并且托住位于上方的所述凸出部的底端,待所述第一平移气缸驱使所述第一升降气缸和所述第一异形件插座回退至所述第二上料振动盘的出料口位置时,所述第一挡料气缸驱使所述楔形档杆向后运动,以令下一个所述第一异形五金件插入所述第一插口之内。
[0011]
优选地,所述第二异形五金件上料机构包括有用于输出第二异形五金件的第三上料振动盘以及第二平移气缸,所述第二平移气缸固定于所述机台上,所述第二平移气缸的驱动端设有第二异形件插座,所述第二异形件插座上开设有第二插口,所述第三上料振动盘的出料口与所述第二插口对齐,以令所述第三上料振动盘输出的第二异形五金件插设于所述第二插口内,所述第二平移气缸用于驱使所述第二异形件插座向外平移,进而将所述第二异形五金件向外移送,以供所述转送机械手拾取所述第二异形五金件。
[0012]
优选地,所述第二异形五金件的侧部形成有环状凸缘,所述机台上固定有第二立板,所述第二立板上固定有第二挡料气缸,所述第二挡料气缸的驱动端固定有挡料叉,当所述第二异形五金件插入所述第二插口时,所述第二挡料气缸驱使所述挡料叉向前运动,以令所述挡料叉进入相邻两个第二异形五金件之间,并且托住位于上方的所述环状凸缘的底端,待所述第二平移气缸驱使所述第二异形件插座回退至所述第三上料振动盘的出料口位置时,所述第二挡料气缸驱使所述挡料叉向后运动,以令下一个所述第二异形五金件插入所述第二插口之内。
[0013]
优选地,所述转送机械手包括有第一气动夹爪和第二气动夹爪,当所述第一平移气缸向外移送所述第一异形五金件,以及所述第二平移气缸向外移送所述第二异形五金件时,所述转送机械手带动所述第一气动夹爪和所述第二气动夹爪运动,再由所述第一气动夹爪和所述第二气动夹爪同时夹取所述第一异形五金件和所述第二异形五金件。
[0014]
本实用新型公开的多类型五金件自动直入设备,其主要可以执行环状五金件直入步骤和异形五金件直入步骤,在环状五金件直入步骤中:先利用所述第一取料机构和所述第二取料机构分别从所述第一环状五金件上料机构和所述第二环状五金件上料机构取出环状五金件,并通过所述第一机械手将所述第一取料机构和所述第二取料机构取出的环状五金件直入预设的注塑设备中;在异形五金件直入步骤中:所述转送机械手从所述第一异形五金件上料机构和所述第二异形五金件上料机构取出异形五金件并装载于所述第一取料机构和/或第二取料机构,借由所述第一机械手将所述第一取料机构和所述第二取料机构装载的异形五金件直入预设的注塑设备中。基于上述结构和原理可见,本实用新型只需要两个机械手搭配四个上料机构即可实现环状五金件和异形五金件的自动取料、送料和直入功能,相比现有技术而言,本实用新型能有效简化设备结构,明显减少了机器人数量,使得设备成本大大降低,同时本实用新型能提高生产效率以及节省生产成本,占地空间较小,较好地满足了生产要求。
附图说明
[0015]
图1为本实用新型多类型五金件自动直入设备的立体图;
[0016]
图2为本实用新型多类型五金件自动直入设备的俯视图;
[0017]
图3为第一环状五金件上料机构和第二环状五金件上料机构的结构图一;
[0018]
图4为第一环状五金件上料机构和第二环状五金件上料机构的结构图二;
[0019]
图5为第一环状五金件上料机构和第二环状五金件上料机构的结构图三;
[0020]
图6为第一异形五金件上料机构、第二异形五金件上料机构和转送机械手的结构图一;
[0021]
图7为第一异形五金件上料机构、第二异形五金件上料机构和转送机械手的结构图二;
[0022]
图8为图7中a部分的放大图;
[0023]
图9为第一机械手的立体图;
[0024]
图10为第一取料机构和第二取料机构的结构图。
具体实施方式
[0025]
下面结合附图和实施例对本实用新型作更加详细的描述。
[0026]
本实用新型公开了一种多类型五金件自动直入设备,结合图1至图10所示,其包括有机台1和第一机械手2,所述机台1上设有第一环状五金件上料机构4、第二环状五金件上料机构5、第一异形五金件上料机构6、第二异形五金件上料机构7和转送机械手8,其中:
[0027]
所述第一环状五金件上料机构4和所述第二环状五金件上料机构5之间设有可供所述第一机械手2进出的取料工位,所述第一机械手2的两侧分别设有第一取料机构20和第二取料机构21,借由所述第一取料机构20和所述第二取料机构21分别从所述第一环状五金
件上料机构4和所述第二环状五金件上料机构5取出环状五金件,并通过所述第一机械手2将所述第一取料机构20和所述第二取料机构21取出的环状五金件直入预设的注塑设备中;
[0028]
所述第一异形五金件上料机构6与所述第二异形五金件上料机构7并排设置,所述转送机械手8设于所述第一异形五金件上料机构6和所述第二异形五金件上料机构7的相邻处,所述转送机械手8用于从所述第一异形五金件上料机构6和所述第二异形五金件上料机构7取出异形五金件并装载于所述第一取料机构20和/或第二取料机构21,借由所述第一机械手2将所述第一取料机构20和所述第二取料机构21装载的异形五金件直入预设的注塑设备中。
[0029]
上述多类型五金件自动直入设备主要可以执行环状五金件直入步骤和异形五金件直入步骤,在环状五金件直入步骤中:先利用所述第一取料机构20和所述第二取料机构21分别从所述第一环状五金件上料机构4和所述第二环状五金件上料机构5取出环状五金件,并通过所述第一机械手2将所述第一取料机构20和所述第二取料机构21取出的环状五金件直入预设的注塑设备中;在异形五金件直入步骤中:所述转送机械手8从所述第一异形五金件上料机构6和所述第二异形五金件上料机构7取出异形五金件并装载于所述第一取料机构20和/或第二取料机构21,借由所述第一机械手2将所述第一取料机构20和所述第二取料机构21装载的异形五金件直入预设的注塑设备中。基于上述结构和原理可见,本实用新型只需要两个机械手搭配四个上料机构即可实现环状五金件和异形五金件的自动取料、送料和直入功能,相比现有技术而言,本实用新型能有效简化设备结构,明显减少了机器人数量,使得设备成本大大降低,同时本实用新型能提高生产效率以及节省生产成本,占地空间较小,较好地满足了生产要求。
[0030]
为实现环状五金件上料功能,本实施例中,所述第一环状五金件上料机构4包括有第一上料振动盘40、分料模具41和模腔盖板42,所述分料模具41内开设有模腔43以及与所述模腔43相互连通的分料通道44,所述第一上料振动盘40的出料口与所述模腔43相连通,所述模腔盖板42与所述分料模具41固定连接,且所述模腔盖板42覆盖所述模腔43,所述模腔盖板42上开设有多个取料孔45,所述取料孔45与所述分料通道44一一对齐,所述第一取料机构20与所述模腔盖板42对齐,且所述第一取料机构20通过所述取料孔45取出所述分料通道44内的环状五金件。
[0031]
为了准确地从所述第一环状五金件上料机构4取料,本实施例中,所述第一取料机构20包括有固定板200和活动板201,所述固定板200与所述第一机械手2固定连接,所述活动板201与所述固定板200相互平行,所述固定板200上固定有多个取料插杆202,所述取料插杆202与所述取料孔45一一对应,所述活动板201上固定有多个插杆套管203,所述取料插杆202依次穿过所述活动板201和所述插杆套管203并向外伸出,且所述取料插杆202与所述活动板201和所述插杆套管203均滑动配合,所述固定板200背向所述活动板201的一侧固定有推料气缸204,所述推料气缸204的驱动端与所述活动板201相连接,当所述第一取料机构20取出环状五金件并运送至注塑设备时,借由所述推料气缸204驱使所述活动板201和所述插杆套管203向外滑动,进而将所述取料插杆202上套设的环状五金件直入所述注塑设备中。
[0032]
作为一种优选方式,所述第一机械手2包括有u形架24,所述第一取料机构20和所述第二取料机构21分设于所述u形架24的两个支臂上,所述第一机械手2上固定有吸嘴支架
22,所述吸嘴支架22上固定有多个吸嘴23,所述吸嘴23用于吸取五金件并通过所述第一机械手2直入所述注塑设备中。
[0033]
实际应用中,所述第二环状五金件上料机构5的实现原理与所述第一环状五金件上料机构4相同,所述第二取料机构21的实现原理与所述第一取料机构20相同,因此本实施例对所述第二环状五金件上料机构5和所述第二取料机构21的具体结构不作赘述。
[0034]
为了较好地实现异形五金件上料的上料功能,本实施例中,所述第一异形五金件上料机构6包括有用于输出第一异形五金件100的第二上料振动盘60、第一升降气缸61以及第一平移气缸63,所述第一平移气缸63固定于所述机台1上,所述第一升降气缸61固定于所述第一平移气缸63的驱动端,所述第一升降气缸61的驱动端设有第一异形件插座62,所述第一异形件插座62上开设有第一插口620,所述第二上料振动盘60的出料口与所述第一插口620对齐,以令所述第二上料振动盘60输出的第一异形五金件100插设于所述第一插口620内,所述第一升降气缸61用于驱使插接有所述第一异形五金件100的所述第一异形件插座62下降,所述第一平移气缸63用于驱使所述第一升降气缸61向外平移,进而将所述第一异形五金件100向外移送,以供所述转送机械手8拾取所述第一异形五金件100。
[0035]
为了实现对所述第一异形五金件100逐一取料,本实施例中,所述第一异形五金件100的侧部形成有凸出部101,所述机台1上固定有第一立板64,所述第一立板64上固定有第一挡料气缸65,所述第一挡料气缸65的驱动端固定有楔形档杆66,当所述第一异形五金件100插入所述第一插口620时,所述第一挡料气缸65驱使所述楔形档杆66向前运动,以令所述楔形档杆66进入相邻两个第一异形五金件100之间,并且托住位于上方的所述凸出部101的底端,待所述第一平移气缸63驱使所述第一升降气缸61和所述第一异形件插座62回退至所述第二上料振动盘60的出料口位置时,所述第一挡料气缸65驱使所述楔形档杆66向后运动,以令下一个所述第一异形五金件100插入所述第一插口620之内。
[0036]
为了实现对第二异形五金件103的上料功能,本实施例中,所述第二异形五金件上料机构7包括有用于输出第二异形五金件103的第三上料振动盘70以及第二平移气缸73,所述第二平移气缸73固定于所述机台1上,所述第二平移气缸73的驱动端设有第二异形件插座72,所述第二异形件插座72上开设有第二插口720,所述第三上料振动盘70的出料口与所述第二插口720对齐,以令所述第三上料振动盘70输出的第二异形五金件103插设于所述第二插口720内,所述第二平移气缸73用于驱使所述第二异形件插座72向外平移,进而将所述第二异形五金件103向外移送,以供所述转送机械手8拾取所述第二异形五金件103。
[0037]
为了更好地实现对所述第二异形五金件103的逐一取料,本实施例中,所述第二异形五金件103的侧部形成有环状凸缘104,所述机台1上固定有第二立板74,所述第二立板74上固定有第二挡料气缸75,所述第二挡料气缸75的驱动端固定有挡料叉76,当所述第二异形五金件103插入所述第二插口720时,所述第二挡料气缸75驱使所述挡料叉76向前运动,以令所述挡料叉76进入相邻两个第二异形五金件103之间,并且托住位于上方的所述环状凸缘104的底端,待所述第二平移气缸73驱使所述第二异形件插座72回退至所述第三上料振动盘70的出料口位置时,所述第二挡料气缸75驱使所述挡料叉76向后运动,以令下一个所述第二异形五金件103插入所述第二插口720之内。
[0038]
作为一种优选方式,所述转送机械手8包括有第一气动夹爪80和第二气动夹爪81,当所述第一平移气缸63向外移送所述第一异形五金件100,以及所述第二平移气缸73向外
移送所述第二异形五金件103时,所述转送机械手8带动所述第一气动夹爪80和所述第二气动夹爪81运动,再由所述第一气动夹爪80和所述第二气动夹爪81同时夹取所述第一异形五金件100和所述第二异形五金件103。
[0039]
上述结构中,在所述第一异形五金件上料机构6、第二异形五金件上料机构7和转送机械手8的配合作用下,可以模仿人工取料的方式,利用转送机械手8同时从所述第一异形五金件上料机构6和第二异形五金件上料机构7取出异形五金件,上述机构的结构简单,取放料的可靠性较高,不仅能够保证取放料动作的准确性,还有助于提高生产效率。
[0040]
为了更好地描述本实用新型的技术方案,本实用新型还涉及一种多类型五金件自动直入工艺,结合图1至图10所示,该工艺基于一设备实现,所述设备包括有机台1和第一机械手2,所述机台1上设有第一环状五金件上料机构4、第二环状五金件上料机构5、第一异形五金件上料机构6、第二异形五金件上料机构7和转送机械手8,所述第一环状五金件上料机构4和所述第二环状五金件上料机构5之间设有可供所述第一机械手2进出的取料工位,所述第一机械手2的两侧分别设有第一取料机构20和第二取料机构21,所述第一异形五金件上料机构6与所述第二异形五金件上料机构7并排设置,所述转送机械手8设于所述第一异形五金件上料机构6和所述第二异形五金件上料机构7的相邻处,所述工艺包括:
[0041]
环状五金件直入步骤:利用所述第一取料机构20和所述第二取料机构21分别从所述第一环状五金件上料机构4和所述第二环状五金件上料机构5取出环状五金件,并通过所述第一机械手2将所述第一取料机构20和所述第二取料机构21取出的环状五金件直入预设的注塑设备中;
[0042]
异形五金件直入步骤:所述转送机械手8从所述第一异形五金件上料机构6和所述第二异形五金件上料机构7取出异形五金件并装载于所述第一取料机构20和/或第二取料机构21,借由所述第一机械手2将所述第一取料机构20和所述第二取料机构21装载的异形五金件直入预设的注塑设备中。
[0043]
以上所述只是本实用新型较佳的实施例,并不用于限制本实用新型,凡在本实用新型的技术范围内所做的修改、等同替换或者改进等,均应包含在本实用新型所保护的范围内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 机械手

 热门咨询
热门咨询




tips