
 商标分类
商标分类  商标转让
商标转让 
一种精密铸造产品浇口中空装置的制作方法
 2021-02-24 02:02:28|
2021-02-24 02:02:28| 262|
262| 起点商标网
起点商标网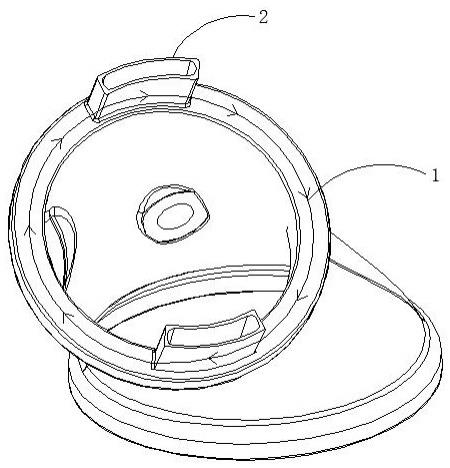
[0001]
本实用新型涉及精密铸造浇注设备技术领域,具体为一种精密铸造产品浇口中空装置。
背景技术:
[0002]
随着社会的发展,精密铸件已广泛应用到航空、兵器部门在内的所有的工业部门,特别 是电子、石油、化工、交通运输、轻工、纺织、制药、医疗器械、泵和阀部件,但是现有技术中,传统精密铸造蜡件浇口是实心结构,在蜡件生产过程中,实心的浇口由于厚度大的原因冷却速度慢,并且随着冷却而产生的收缩使产品变形,造成产品蜡件尺寸不良,传统的解决方案是将实心浇口变形部位用铝制定型环固定,防止变形,但是对铝制定型环进行固定的时候,采用螺丝钉对其进行安装固定,在使用上,增加了工人的劳动强度,降低了生产效率。
技术实现要素:
[0003]
本实用新型提供了一种精密铸造产品浇口中空装置,实心浇口改为中空结构,使得浇口壁厚减小,收缩变形小,蜡件尺寸合格,将铝制定型环采用卡扣的方式固定,在使用上,降低工人劳动强度,提高生产效率。
[0004]
为实现以上目的,本实用新型通过以下技术方案予以实现:一种精密铸造产品浇口中空装置,包括蜡件法兰和铝制定型环,所述蜡件法兰的顶部靠近前后两侧边缘处均固定有浇口块,所述浇口块为中空结构,所述铝制定型环的外表面沿圆周方向等距开设有八个圆孔,八个所述圆孔的内表壁均焊接有复位弹簧。
[0005]
为了对圆板的位置进行固定,使得圆板在圆孔的内部滑动,作为本实用新型一种精密铸造产品浇口中空装置优选的,所述复位弹簧的一端焊接有圆板,且圆板的外侧与圆孔的内表壁滑动。
[0006]
为了对卡合块的位置进行焊接固定,作为本实用新型一种精密铸造产品浇口中空装置优选的,所述圆板的一侧外表面焊接有卡合块,且卡合块的一侧延伸至圆孔的外部。
[0007]
为了使得卡合块卡合在卡合槽的内部,作为本实用新型一种精密铸造产品浇口中空装置优选的,所述蜡件法兰的内表壁沿圆周方向等距开设有八个卡合槽,且卡合槽的内表壁与卡合块的外表面卡合连接。
[0008]
为了对铝制定型环的位置安装固定,作为本实用新型一种精密铸造产品浇口中空装置优选的,所述铝制定型环的外表面与蜡件法兰的内表壁贴附。
[0009]
本实用新型提供了一种精密铸造产品浇口中空装置。具备以下有益效果:
[0010]
该精密铸造产品浇口中空装置,将蜡件法兰上的两个浇口块由实心结构改为中空结构,使得浇口壁厚减小,收缩变形小,蜡件尺寸合格,同时在对铝制定型环安装的时候,将铝制定型环顺着蜡件法兰的内壁下压,从而使得卡合块挤压移动,会使得卡合块收缩在圆孔的内部,从而使得圆板对复位弹簧挤压,在铝制定型环下压后,通过复位弹簧的回复力,
从而使得卡合块卡合在卡合槽的内部,使得铝制定型环固定在蜡件法兰的内部,在使用上,便于对铝制定型环的位置进行安装固定,降低工人劳动强度,提高生产效率。
附图说明
[0011]
图1为本实用新型的传统的实心浇口蜡件图;
[0012]
图2为本实用新型的改进后的中空浇口蜡件图;
[0013]
图3为本实用新型的蜡件法兰部分俯视剖视图;
[0014]
图4为本实用新型的图3中a部分剖视放大图。
[0015]
图中:1、蜡件法兰;2、浇口块;3、铝制定型环;4、圆板;5、圆孔;6、卡合槽;7、卡合块;8、复位弹簧。
具体实施方式
[0016]
下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
[0017]
所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,旨在用于解释本实用新型,而不能理解为对本实用新型的限制。
[0018]
请参阅图1-4,本实用新型提供一种技术方案:一种精密铸造产品浇口中空装置,包括蜡件法兰1和铝制定型环3,蜡件法兰1的顶部靠近前后两侧边缘处均固定有浇口块2,浇口块2为中空结构,铝制定型环3的外表面沿圆周方向等距开设有八个圆孔5,八个圆孔5的内表壁均焊接有复位弹簧8。
[0019]
本实施方案中:将蜡件法兰1上的两个浇口块2由实心结构改为中空结构,使得浇口壁厚减小,收缩变形小,蜡件尺寸合格,通过铝制定型环3固定在蜡件法兰1的内壁上,可以增加蜡件法兰1防变形能力,在铝制定型环3的外表面上开设圆孔5,可以对复位弹簧8的位置安装固定。
[0020]
具体的,复位弹簧8的一端焊接有圆板4,且圆板4的外侧与圆孔5的内表壁滑动。
[0021]
本实施例中:通过复位弹簧8可以对圆板4的位置焊接固定,圆板4在圆孔5的内部移动的时候,从而会使得圆板4对复位弹簧8挤压,可以对复位弹簧8的回复力进行使用。
[0022]
具体的,圆板4的一侧外表面焊接有卡合块7,且卡合块7的一侧延伸至圆孔5的外部。
[0023]
本实施例中:通过圆板4可以对卡合块7的位置进行焊接固定。
[0024]
具体的,蜡件法兰1的内表壁沿圆周方向等距开设有八个卡合槽6,且卡合槽6的内表壁与卡合块7的外表面卡合连接。
[0025]
本实施例中:在铝制定型环3下压到蜡件法兰1的内壁后,卡合块7与卡合槽6卡合连接,从而可以对铝制定型环3的位置安装固定。
[0026]
具体的,铝制定型环3的外表面与蜡件法兰1的内表壁贴附。
[0027]
本实施例中:在使用上,通过铝制定型环3可以提高蜡件法兰1的防变形能力。
[0028]
使用时,将蜡件法兰1上的两个浇口块2由实心结构改为中空结构,使得浇口壁厚
减小,收缩变形小,蜡件尺寸合格,同时在对铝制定型环3安装的时候,将铝制定型环3顺着蜡件法兰1的内壁下压,从而使得卡合块7挤压移动,会使得卡合块7收缩在圆孔5的内部,从而使得圆板4对复位弹簧8挤压,在铝制定型环3下压后,通过复位弹簧8的回复力,从而使得卡合块7卡合在卡合槽6的内部,使得铝制定型环3固定在蜡件法兰1的内部,在使用上,便于对铝制定型环3的位置进行安装固定。
[0029]
以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips